

苏ICP备112451047180号-6
数控系统分析
通常将数控设备电气控制系统中能够进行解析数控加工代码、进行数控插补运算、输出运动指令的电子装置称作数控系统,该装置是数控设备电气控制系统的核心;有时也将整个电气控制系统称为数控系统,数控系统包含能够进行数控运算的电子装置和进给驱动器、PLC和人机界面等。为了加以区分,下文将能够进行数控运算核心装置称作数控装置,将包含数控装置、驱动器、PLC、人机界面等装置的系统整体称作数控系统。
2.1 数控装置
数控装置是数控系统的核心,下文将从硬件构成、功能和结构三个方面来叙述:
2.1.1 硬件构成
数控装置的硬件构成通常有两种方式:一种是嵌入式PC平台,另一种是嵌入式系统。前者采用进行嵌入式应用的通用微处理器(CPU)构成,系统复杂但功能强大,可以构成大型数控系统;后者采用嵌入式微控制器(MCU)构成,结构简单成本低,可构成简易经济型数控系统。
(1)嵌入式PC平台
嵌入式PC平台数控系统以通用中央处理器(CPU)为核心,典型的有intel80486,主频400M,32位总线。外围采用FPGA构成的桥接芯片,将CPU总线转为外设总线,并通过外设总线分别连接DDR内存、FLASHROM、EEPROM、人机界面、扩展卡功能外设等,以及进行各种外部设备控制的外部接口,其中DDR内存用于CPU运算存储、 FLASHROM或硬盘用于存储加工代码和PLC程序、 EEPROM或非易失性存储器用于存储数控参数。
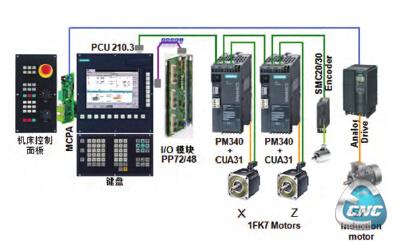
根据不同的性能要求,数控装置有单一处理器和多处理器之分。采用单一处理的的数控系统CPU兼顾整体运行管理、运动控制和PLC控制,例如华中HNC-21系统、广数GSK928系统等;而采用多处理器的数控系统,通过主处理器进行整体运行管理,通过单颗或多颗协处理器进行插补运行控制、PLC程序运行,甚至显示器3D图形显示等。协处理器往往安装在控制卡上,通过主板上的扩展卡插槽与主处理器通信,大型数控系统往往采取这种方式,典型的如FANUC 0iD系统,西门子840D系统等,FANUC 0iD系统主板上存在一个运动控制卡插槽,可以安装一块以DSP芯片为协处理器运动控制卡,负责进行运动控制,输出运动指令。西门子840D系统采用高度的模块化设计,系统主板 (CSB中央服务板)上安装桥接芯片、各种存储器、功能接口等,并通过扩展卡插槽连接含有主处理器(MMC-CPU)、数控处理器(NC-CPU)和PLC处理器(PLC-CPU)功能卡模块,其中主处理器和数控处理器采用intel80486DX,分别进行人机界面输入输出管理和数控插补运算控制;PLC处理器采用80186,负责进行机床PLC管理。数控装置各模块可方便进行模块互换和升级,功能十分强大。
(2)嵌入式系统
嵌入式系统以嵌入式微控制器(MCU)为核心。微控制器在单芯片内集成CPU、存储器和各种外设构,例如LCD控制器、PWM发生器、USB接口、串口、网口等,以及各种芯片间接口,可构成单芯片的计算机系统,其低成本、体积和功耗是嵌入式PC平台所无法比拟的,但运算性能比通用CPU较差,也不具备可扩展性。嵌入式系统可构成的数控装置,可制造低成本成、较低精度或较低速度的数控设备,如数控雕刻机、激光切割机、电加工设备、激光打标机等。
随着现代电子技术的发展,嵌入式微控制器的性能有了很大发展。例如采用的ARM9指令系统的32位嵌入式微控制器芯片AT91SAM9G系列,主频可达400M,与intel80486相当,内核含有硬件浮点运算器,运算能力与通用DSP芯片相当。片内集成DDR2内存接口,可外接DDR2内存芯片;集成NANDflash接口,通过外接NANDflash芯片来存储linux操作系统、数控系统软件、加工代码和PLC程序;另外片内还集成有LCD显示器接口、电阻触摸屏接口、网口、USB接口、串口等。通过嵌入式微控制器芯片制造数控装置以及其他工控设备是一个重要的发展趋势。
2.1.2 功能
一般认为数控装置有三项主要功能,分别是机床运动控制、PLC控制和围绕这些功能的人机界面、通信等功能。
(1)机床运动控制功能
机床运动控制是数控装置最基本的功能,也是评价数控装置性能的最重要指标。机床运动控制的输入量是加工代码,输出量是主轴和伺服轴的速度信息或位置信息,对于全闭环系统,输入量还包括位置反馈信息。这中间要包括指令译码、插补运算、速度指令输出等过程。加工代码存储于flash存储器、PC卡、磁盘、硬盘等存储器中,或通过网口、串口等实时输入。
加工代码中与机床运动相关的有G代码和S代码,G代码决定多个伺服轴的运动轨迹,即通过机床工作台运动控制零件轮廓;S代码控制主轴转速,控制切削过程。G代码和S代码已经标准化。指令译码的过程是CPU读取一行加工代码,根据该加工代码中的G代码得到下一个状态,工作台的位置和刀具的相对位置,以及从当前位置到下一个位置的轨迹(直线、圆锥曲线等);根据该加工代码中的S代码,得到下一个的状态主轴转速。第二个过程是数控插补运算,根据指令译码中得到的下一个状态的位置和轨迹,将该轨迹分解到各个伺服轴(直线运动轴X、Y、Z,回转运动轴A、B、C)上,得到每个伺服轴的在该时间域上的速度函数,即每个伺服轴都按该速度函数运动,即能合成出该运动轨迹。时间域的宽度受多重因素影响,时间越短,整体的加工效率越高。排除切削力的影响,时间域的宽窄主要受插补运算CPU的运算速度,离散运算精度和伺服驱动器的响应速度这三个因素的影响。离散运算精度越高,在单位距离上就能得到越多的速度信息,运动精度就越高,但CPU运算消耗的时间就越长,需要更高速的CPU才能达到较高的运动速度;同时单位时间内输出的速度指令的数量也受到伺服驱动器的响应速度的限制。最后一个过程是速度指令的输出,同时输出多个伺服轴和主轴的速度指令。速度指令接口形式常见的有模拟电压(电流)指令、脉冲指令和数字通信指令三种。如主轴通过变频器控制,则需要输出模拟电压形式的速度指令。华中HNC-21系统的伺服指令形式为脉冲指令、广数GSK928系统的伺服指令为模拟电压、FANUC 0iD系统为全数字指令。
上述指令译码、插补运算、速度指令输出等过程循环进行,即CPU读取一条加工代码,进行一次运算,输出一组转速信息,然后再读取下一条加工代码,以此类推,直到该加工代码执行完成。
(2)PLC控制功能
PLC控制是数控系统对机床上的各种开关量信号的控制功能,该功能也是由数控装置内的CPU完成的。PLC控制功能的运行条件有程序和数据两项:程序为存储于数控装置中的PLC程序语句(梯形图或指令表);数据硬件数据和程序数据两部分,硬件数据为机床上的各种开关量输入输出信号(也可能包含模拟量),可通过数控装置上的端子或PLC扩展装置读入输出,程序数据为执行机床运动控制过程中的数据,这些数据与用户加工代码中的M代码(辅助功能代码)有关。
PLC控制的执行过程与一般通用PLC相似,即读入输入数据,逐行执行PLC程序语句,直到将全部PLC程序语句执行完毕,根据输入数据和程序语句的逻辑关系,得到输出数据,并将输出数据输出到输出端子上。与一般PLC不同的是,一般PLC中需要在运行中不断刷新的数据仅与硬件有关,即只读入输入端口的电平,刷新输出端口的电平;而数控装置PLC除了读入硬件端口数据,还要读入内部输入数据,然后执行PLC程序语句,执行完成后同时刷新硬件输出端口和内部输出数据。内部输入数据有些来自M代码,而内部输出数据将会影响机床运动控制的进行。例如加工代码中有一条M代码“开冷却液”,该代码会转为PLC内部输入数据的变化,当执行PLC程序语句时,将根据该内部输入数据和程序逻辑转变为某硬件输出点的电平变化,打开冷却液电机。
PLC程序语句一般是开放的,可以由用户编译或修改。PLC硬件输入输出端口一般也是可配置的,但可能也有些是固定的(如急停输入);而内部输入输出数据都是固定的,每个(地址映射的)数据都有特定的功能。
(3)人机界面和通信功能
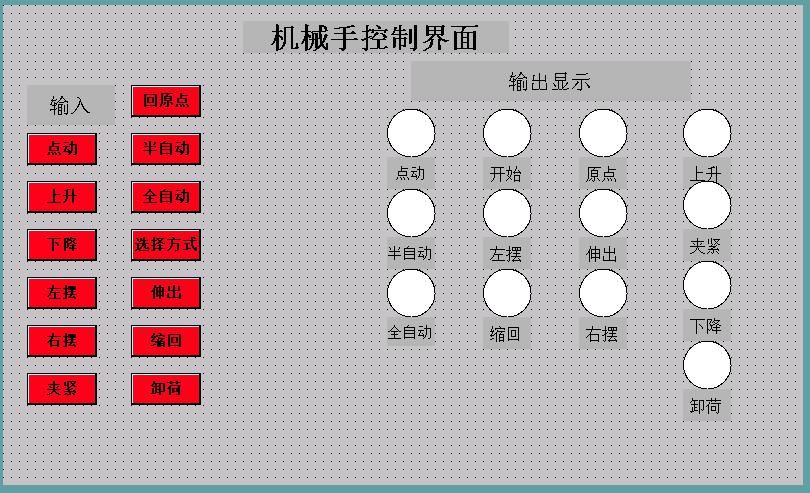
人机界面功能起到机床运行操作、参数设置和程序编辑、保存、复制等作用。机床运行操作方式通常有运行模式、编辑模式、手动模式等。运行模式是机床进行正常加工的模式,即调用某段加工代码进行加工;手动模式为手工控制机床上的各个运动部件的模式,可以通过机床面板上的按键或手轮进行;编辑对应人机界面的编辑功能,可以编辑、修改、保存数控装置内存储的程序代码,可以是加工代码或PLC程序代码。在编辑模式下也可以执行数控装置的参数设置功能,设置装置内的各种参数。人机界面功能可以反映数控系统的操作风格。
执行人机界面功能的设备包括显示器、系统键盘和机床面板等几部分,显示器用于信息输出,系统键盘用于系统参数设置、状态查阅和编程等,机床面板用于对机床运动进行直接控制。通常对于某种数控装置,系统键盘的按键数量和功能以及排列是固定的,而机床面板上的按键和指示灯是可编程的,与数控装置的PLC功能有关,机床面板上的每一个按键和指示灯而功能以及联动关系都由PLC程序决定,按键和和指示灯相当于PLC的输入点和输出点,但通常数控装置的生产厂家会提供标准PLC程序,来定义机床面板按键的功能。在连接关系上,显示其通常和系统键盘在一起,并与系统直接相连。对于一体式数控装置,显示器和系统键盘与数控装置核心电路安装在一个结构里;对于分体式数控装置,显示器和系统键盘安装在一个结构里,并通过电缆与安装数控装置核心电路的结构连接。机床面板可能与显示器和系统键盘安装在一个结构里,也可能单独安装通过电缆与数控装置连接,但在连接关系上机床面板都属于数控装置的PLC扩展设备或PLC端子。
通信功能是指数控装置与其他装置或设备进行数据交换的功能。这里包括数控系统(数控机床)内数控装置与其他装置的设备内通信,也包括数控系统(数控机床)与其他设备的设备间通信,这里将之称作系统内通信和系统间通信。系统间通信通常为标准通信接口,例如串口、网口、USB接口、CF卡接口、软盘接口等,用于更新、复制加工程序、PLC程序和参数,远程上传加工程序,与其他设备连接构成制造系统等。系统内通信通常包括数控装置与伺服驱动器、变频器、PLC扩展模块、机床面板、显示器等数控系统内部的装置之间的通信,采用相对非标的、非开放的通信接口、协议或信号。
2.2 进给驱动器及电机
进给运动是数控机床的主要运动,进给运动的质量直接影响数控机床的加工精度和响应速度,所以进给驱动器及电机是数控系统的重要组成部分。进给运动的动力由进给电机产生,进给电机又由进给驱动器提供电能,进给驱动器接收数控装置发出的运动指令,并通过电机将之转换为对应的运动。
2.2.1 进给电机
数控设备所采用的电机一般有直流伺服电机、同步交流伺服电机和步进电机,而现代数控机床采用永磁交流同步伺服电机居多。
直流电机的控制较简单,运动精度较高,是最早采用的伺服电机类型。直流电机只需要控制电枢电压(通过PWM)就可以控制转速(位置),且机械特性较稳定,不易随转速变化而变化。但直流电机受电刷的限制,不能输出很的功率。直流电机与速度反馈元件结合构成直流伺服电机,速度反馈元件通常为旋转编码器。直流电机构成的伺服电机且为了减小转子的转动惯量,往往将转子做成空心杯状,转子铁芯固定于定子上,不随转子一起转动。现在直流伺服电机只用于小型精密设备,如小型工业机器人、医疗器械等。
步进电机不需要反馈信号就可以实现位置控制运动,以构成开环运动系统。步进电机输出的是间歇运动,而非连旋转,每次间歇转动的角度是固定的,称作步距角。固只需要控制步进电机间歇转动的次数,就能控制步进电机转动的角度,而不需要反馈信号的参与。步进电机按转子的不同可分为反应式和永磁式,两者的转子分别由软磁材料和永磁材料制成,转子上有齿;步进电机的定子线圈的控制电压分为单向电压和双相电压两种通电方式,每一个通电周期会经过若干次电压变化称作拍数,拍数和转子上的齿数共同决定步进电机的步距角。现在的步进电机多为含有较多齿数的永磁式步进电机,微功率的步进电机多为单向电压,较大功率的步进电机为双向电压驱动。通电的拍数可分为单拍、双拍、四拍等,步距角通常为零点几度至两点几度,通过驱动器的电流细分功能可以进一步减小步距角。步进电机构成的进给系统比直交流伺服电机的成本低,但步进电机会产生累积误差,尤其是在功率剧烈变化时更明显。
进给系统上使用的交流伺服电机多为永磁式交流同步电机与速度反馈元件构成的伺服电机。永磁式交流伺服电机转子为永磁体,定子为三相线圈。通过向定子三相线圈输入三相交流电,使定子产生旋转磁场,永磁体构成的转子在旋转磁场的作用下,跟随旋转磁场同步转动。固只需要控制定子旋转磁场的转速,即定子三相交流电的频率,就可控制转子的转速,同时当负载转矩发生变化时,需要调节定子电压来控制定子电流,适应负载变化,固控制电机频率的同时,还要通过PWM控制电压。永磁式交流同步电机结构简单,可维护性好,输出功率较大,永磁式交流同步电机与位置反馈元件结合构成的交流伺服电机,在现在进给系统上得到广泛采用,但这种伺服电机控制较复杂,需要同时进行电流和速度两个信号的反馈、运算和控制,才能得到较好的控制精度。随着现代电子技术和DSP技术的发展,交流伺服电机的控制技术已经非常成熟。
2.2.2 进给驱动器
进给驱动器是接收数控装置指令,驱动进给电机的电子设备。常见的进给驱动器有交流伺服驱动器、直流伺服驱动器,步进电机驱动器等。直流伺服电机、交流伺服电机还是步进电机都需要对应类型和容量的驱动器才能正常工作,但无论是哪种驱动器都由驱动部分和控制部分构成。进给驱动器控制部分的主要元件是DSP器件或MCU,可接收数控装置发送的速度指令,转换为驱动信号,通过驱动电路控制电机旋转,并对电机进行速度和转矩控制。驱动部分由功率半导体器件构成,接收控制部分发出的驱动信号,为电机提供驱动电力。