














��ICP��112451047180��-6
����PLC�����㺸�ӹ���ĵ�������ϵͳ���
ժҪ����ѹ���ص���������߿ɿ��ԡ�����������Ϊ��Ҫ����ָ�꣬������ĺ��������û�ֱ�Ӿ����˿��ص����Ƿ�����������ָ�ꡣ������Ҫ��Դ��㺸�ӹ���ĵ�������ϵͳ������ơ����ӹ���Ĺ�������ͨ������λ����λ1������1����λ2������2����λ3���㺸�࣬��λ4�����ӣ���λ5�����ϣ����ӹ����̾���������ʵʩ��ɣ����ö�λ��ͨ˫��ص�ŷ���������Ҫ������������ݣ����㺸�ӹ���������Ƶ�������ƣ�����ϵͳ��Ӳ����������ƣ���Ҫ����PLC��ѡ�͡���������ѡ��·��ơ�I/O���估PLC����ı��ƣ�ͬʱ����������PLC �������Gx-Developer8�Գ�������˽��з����������֤�˳����ȷ�ԡ�
�ؼ��֣����㺸�ӣ�PLC���ɱ�̿��������������
Ŀ¼
��һ�� ���� 1
1.1����������� 1
1.2���㺸�ӵ�ԭ���������ص� 2
1.3 PLC�ķ��༰�ص� 3
1.3.1 PLC�ķ��� 3
1.3.2 PLC���ص� 4
�ڶ��� ���㺸�ӹ���ĵ������Ƶ�������� 4
2.1 PLC�Ļ����ṹ������ԭ�� 4
2.1.1 PLC��ϵͳ��� 4
2.1.2 PLC�Ĺ���ԭ�� 5
2.2���㺸�ӹ���Ĺ��չ��� 6
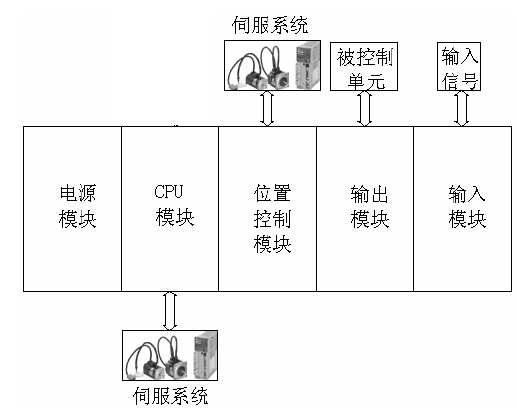
2.2����ϵͳ��������� 7
������ ���㺸�ӹ���Ŀ���ϵͳ��� 9
3.1����ϵͳ��Ӳ����� 9
3.1.1 PLC��ѡ�� 9
3.1.2��������ѡ�� 11
3.1.3��·��� 12
3.2����ϵͳ��������� 13
3.2.1 I/O���� 13
3.2.2 PLC�ⲿ����ͼ 14
3.2.3 PLC����ı��� 14
3.3 PLC����ĵ��� 17
����� 22
��� 23
��һ�� ����
1.1�����������
�紥���ǵ�����Ʒ��ִ��Ԫ����ֱ�����Ž�ͨ�ͷֶϵ�·���������ã�Ҫ��ߴ���ĺ�����������Ҫ�˽ⴥ��Ĺ����������������������ܶ�֢��ҩ�ҵ��õĽ��������
��ѹ���ص���������߿ɿ��ԡ�����������Ϊ��Ҫ����ָ�꣬������ĺ��������û�ֱ�Ӿ����˿��ص����Ƿ�����������ָ�ꡣ����ĺ���������������������ԭ���Ǵ���Ĺ����������ӣ����ڹ�����һ����Ҫ�ܵ���Χ��������������������ҲҪ�ܵ������ĸ�ʴ���������ʴ�����������������ڽӴ��ͷֶϹ����л���������ĸ��¸��ٵ�������绡����Щ�绡��Դ�������������
ͼ1-1Ϊ��ѹ�����������̵ļ�ʾ��ͼ��������������˵����ڹ����еĶ������̣�����Ȧͨ��→����������→����պ�→�����ͨ��Դ→����������������״̬��ͨ��ͼ 1-1 �Ķ������̿�֪����Ҫ�������������뱣֤���������㼴��������������ڽӴ�ʱ���е����ȶ��ĽӴ����裬��Ҫ�ֿܵ������ͨ�ϵ绡�ij������ʧЧ��������Ķ������̿ɼ�Ϊ�պϹ���→�պϵ���״̬ →�ֶϹ��̡� �պϹ�������“�غ���ʴ”�Ͷ��ۺ������պϵ���״̬�������ۺ����ް�Ĥ���ɣ����Ӵ���Ӵ����裻�ֶϹ��̻�����绡�����Ӵ����������Ŀ����ԡ�
��������ҵʵ�������жԵ�ѹ�������㺸�Ӳ��õķ����У���Ӧǥ��������ǥ��������ǥ�����������ȡ�����ǥ��������ʹ�õ�һ�ַ�������Ч�ʵ͡����������ȶ����÷��������Ѿ���̭��Ŀǰ������ҵҲ��ʹ�ø�Ӧǥ���ķ����Դ�����к��ӣ��÷������ŵ���ǥ�����㹻��ʱ����ʪ����չ����ȴ�����Եõ��Ľ�����֯��ԱȽϾ��ȣ����Ǻ���ʱ��ϵ���ǥ��ʱ�䳤���ɱ��ߡ����������˻����������ǥ����Ŀǰ��ҵʹ������һ�ַ�������������һ������һЩ������Ҫ��Ĵ��㺸�ӵ������͵���ǥ����ͬ�ص�������Ч�ʸߣ����Ӳ�Ʒ�����Ƚ��ȶ���
���������Ҫ�о�����Ϊ�Ե�������ĺ��ӹ���Ŀ���ϵͳ������ƣ�ͨ���̵�-�Ӵ���ϵͳ��PLC����������е��ɺ��ӹ���ʵʩ���Ӷ�ʵ�ֺ��ӹ����ѭ������Ч�ӹ���
�����
[1]ׯ����. ����PLC���ʵ���Ľ�ѧ���[J]. ��ѧ������װ��,2009,03:122-126.
[2]�����,��ǿ,���ij�. Ħ�����ӹ���PLC�ջ�����ϵͳ[J]. �纸��,2009,06:53-56.
[3]��Т��,��ӡ,������. ����PLC�ڹ�ҵ�е�Ӧ��[J]. �й���װ��ҵ,2015,12:13-14.
[4]����,����,�¾���. ����PLCͨ�ŷ������о�[J]. ����������,2015,02:110-113.
[5]����,����. ����PLC����λ������ͨ�ŵ�ʵ��[J]. �ִ����Ӽ���,2006,22:6-8+14.
[6]�ű���,Ԭ��Ȼ,���л�. ����PLC�ĸ�ѹ���������Һ��ѹ����ϵͳ���[J]. ����������ѧѧ��(��Ȼ��ѧ��),2013,02:51-55+73.
[7]����ï,�ߵ���,�ź���. ����MX���������PLC���ϵͳ��Ƽ�Ӧ��[J]. �Զ���������Ӧ��,2013,03:49-52.
[8]л��ǿ. ����PLC�ĺ��ӻ�е�ֿ���ϵͳ�����ʵ��[J]. �й����¼�����ҵ,2013,14:16-17.
[9]������,��Ρ,���,��. ����PLC���ƵĶ�ͷ���Զ�������ϵͳ���[J]. ���Ӽ���,2010,01:4-8.
[10]����,�״���,������,������. S�ʹ����������Զ����ӻ������[J]. ���Ӽ���,2010,09:45-47.
[11]������,���ǻ�,��Ծ��,������. �����ж� ����(����)ϵͳ���칤��[J]. ��������,2008,05:72-77.
[12]����ϼ,��ʢ,������,���Т. ���ӹ��̿ɱ�̿���ϵͳ��������㱣����·���о�[J]. �纸��,1997,01:17-18.
[13]����,�۳ɼ�,����˳,���Ԫ. �ɱ�����������ȫλ���Զ����豸�е�Ӧ��[J]. ������ҵ��ѧѧ��,1998,04:92-95.
[14]������,�����,����,�ƽ,Ԭ��. ���Ӱڶ���PLC����ϵͳ���[J]. �纸��,2003,03:25-27.
[15]���ķ�. ����PLC�ĺ��ӻ��������Կ���ϵͳ[J]. ũҵ������Ϣ,2012,07:32-34.
[16]ʯ��,����,�����. ����PLC�ʹ������ĺ��ӿ���ϵͳ�����[J]. �����Զ���,2012,06:51-52+68.
[17]������,������,�����. ����PLC�����غ��ӱ�λ������ϵͳ����[J]. ������Һѹ,2014,14:113-115+146.
[18]�ܿ���,��ï��,����. ����PLC�Ľγ����պ��ӵ�������ϵͳ���[J]. ����������ѧѧ��,2014,05:51-55.
[19]��𩴺,�´���. ����PLC���Զ����ӻ���������ϵͳ���[J]. �人������ѧѧ��(��Ϣ��������̰�),2007,12:133-135+139.
[20]������,л����. ����PLC���Ӱڶ�������ϵͳ�����[J]. ���ּ�����Ӧ��,2016,11:3.