

苏ICP备112451047180号-6
Fanuc0i数控加工中心工作方式PMC控制的运行与调试
关键词:加工中心;工作方式;PMC
Keywords: processing center, working mode, PMC
Abstract III
目录 III
第一章 绪论 1
1.1课题的研究背景 1
1.2课题的研究内容 1
第二章 工作方式原理图设计与I/O地址的确定 2
2.1 Fanuc 0i数控加工中心工作方式 2
2.2 Fanuc 0i数控加工中心工作方式电气原理图 3
2.3 I/O地址的确定 4
第三章 FANUC LADDER III 软件的使用与PMC编程 6
3.1 LADDER III软件的启动及其基本操作 6
3.1.1 LADDER III软件的启动 6
3.1.2 LADDER III软件的基本操作 7
3.2 创建和编辑PMC程序 7
3.2.1新程序的创建 7
3.2.2 编辑PMC程序 8
3.3 PMC程序的编译 9
3.4 PMC程序的导出 9
3.5把导出的PMC程序转存到CF卡中 12
第四章 工作方式PMC程序的编制 13
4.1 EDIT工作方式PMC程序的编制 13
4.2 MEM工作方式PMC程序的编制 13
4.3 MDI工作方式PMC程序的编制 14
4.4 RMT工作方式PMC程序的编制 14
4.5 HND工作方式PMC程序的编制 15
4.6 RAPID工作方式PMC程序的编制 15
4.7 JOG工作方式PMC程序的编制 15
4.8 REF工作方式PMC程序的编制 16
第五章 工作方式PMC的运行与调试 17
5.1 启动机床 17
5.2 上机运行与调试 17
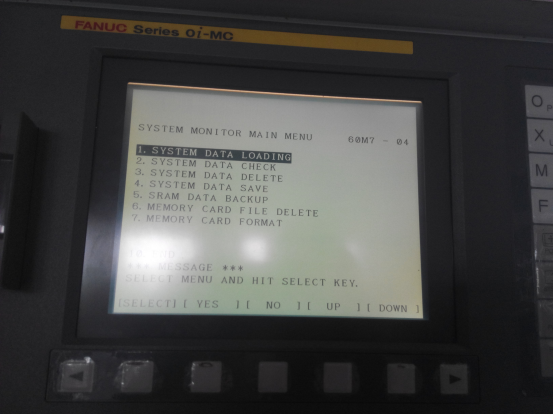
5.2.1 数据载入 17
5.2.2转动工作方式旋钮时梯形图的信号变化 19
5.2.3转动工作方式旋钮时I/O地址表的信号变化 20
5.3 运行调试完成后的成果展示 20
5.3.1 EDIT工作方式调试 20
5.3.2 MEM工作方式调试 21
5.3.3 MDI)工作方式调试 22
5.3.4 RMT工作方式调试 22
5.3.5 HND工作方式调试 23
5.3.6 RAPID工作方式调试 23
5.3.7 JOG工作方式调试 24
5.3.8 REF工作方式调试 25
总结 26
致谢 27
参考文献 28
本课题主要研究具有如此强大功能的数控加工中心有哪些工作方式,我们是怎样控制这些工作方式的转换。
(1)Fanuc 0i数控系统控制面板上工作方式选择旋钮的结构以及它的控制原理;
(2)Fanuc 0i数控系统工作方式选择的工作原理;
(3)建立控制面板工作方式P,PMC I/O地址表中PMC输入信号的确定,中间继电器输出信号的确定,Fanuc 0i数控系统中的方式选择信号以及其分别对应的G代码;
(4)熟悉使用LADDER III软件,LADDER III软件的界面,LADDER III软件主要功能及其作用,用LADDER III软件绘制工作方式PMC梯形图;
(5)工作方式PMC程序调试,PMC梯形图的导入,运行以及停止导入的PMC程序,I/O地址信号在工作方式转换时的信号变化,PMC梯形图在工作方式转换时的信号变化。
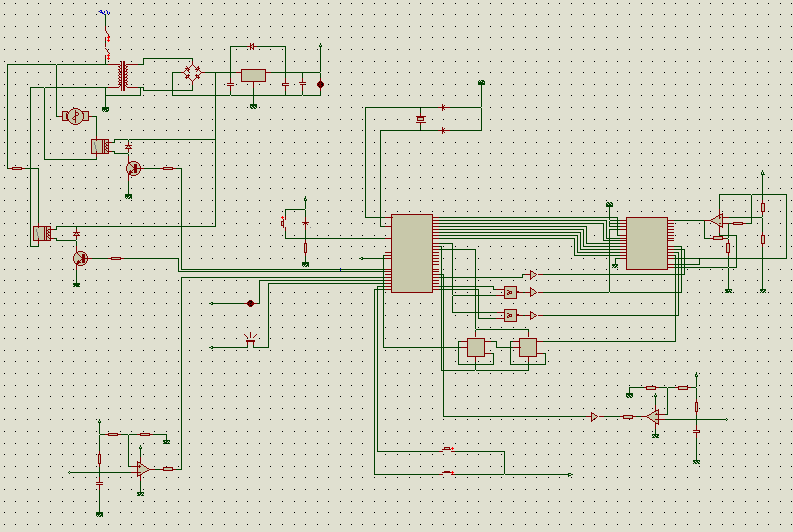
在真正意义上开始做这个毕业设计前,清楚做这个课题的流程是怎样的,最后确定要先有电气原理图,才能一步步的进行下去,于是就开始思考加工中心工作方式控制的电气原理图是什么样子,大致的接线过程如下:
一开始需要用到变压器把380V的交流电变为220V接到开关电源,在断路器到变压器的380V那一段的接线接好的前提下,用导线连接变压器的两个220V接线槽与开关电源的两个220V接线槽,用以实现供给开关电源220V交流电,数控系统的电一般是由开关电源供给的,然后要用开关电源给数控系统供电,之所以要用到开关电源,主要是因为开关电源能够保持输出较稳定的+24V直流电,用导线连接开关电源的COM端和+24V接线槽接入数控系统,用于给数控系统供电,数控系统与I/O端子排之间的连接代表排线,I/O端子排与数控系统之间有很多系统线的连接,都是全部排在其中的,I/O端子排上接有本课题能用到的具有控制加工中心工作方式转换的PMC输入信号线,然后就是从I/O端子排接出三根信号线,接入工作方式选择旋钮。
表2-1 工作方式I/O地址
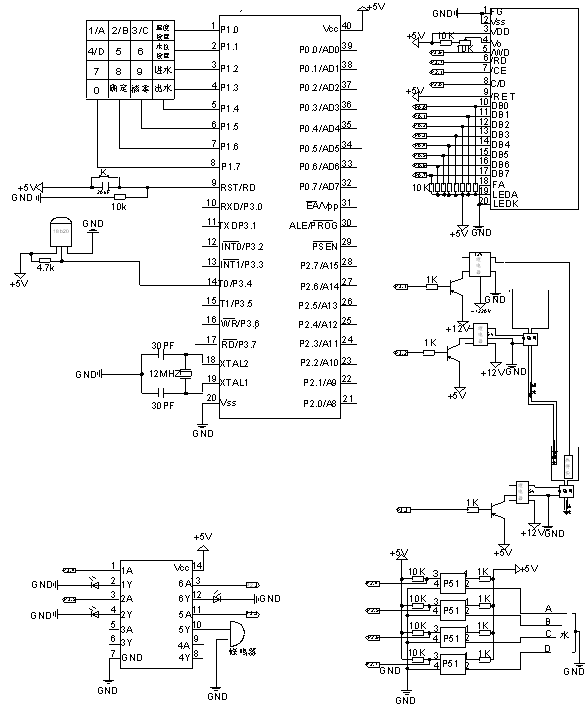
如表2-1所示,定义三根具有控制加工中心工作方式转换的PMC输入信号为X1.7、X2.1、X2.3,它们通过组合后接入控制面板上的工作方式选择旋钮,不过,单纯是三根被定义的具有控制加工中心工作方式转换的PMC输入信号线是无法直接控制加工中心工作方式的转换的,在设计过程中,要求在变换三根具有控制加工中心工作方式转换的PMC输入信号线的信号有无时,都会使中间继电器有输出信号,定义中间继电器输出信号为R20.0,根据编制的程序来导通不同G代码,Fanuc 0i数控系统定义好的控制加工中心工作方式选择的G代码为G43.0、G43.1、G43.2、G43.5、G43.7,分别对应的工作方式选择信号状态为MD1、MD2、MD4、DNC1、ZRN,然后就是通过G指令信号(工作方式选择信号)的有无来确定出于哪一种工作方式。
如表2-2所示,即为Fanuc 0i数控系统的控制加工中心工作方式选择的信号状态,所对应的工作方式,具体的对应情况如下表:
表2-2 工作方式信号状态
想要得到加工中心的八种工作方式信号,需要Fanuc 0i数控系统中的工作方式选择信号MD1/G43.0、MD2/G43.1、MD4/G43.2、DNC1/G43.5、ZRN/G43.7的信号状态如上表所示,才能使各种工作方式的转换得以实现,而想要让Fanuc 0i数控系统中的工作方式选择信号有信号,需要三根具有控制加工中心工作方式转换的PMC输入信号的组合有信号从而使中间继电器有输出信号,才能使相对应的工作方式选择信号有信号,而想要让三根具有控制加工中心工作方式转换的PMC输入信号的组合有信号,需要进行合理的PMC程序编制才能实现。
2.宋松,王悦,杨中力.图解FANUC PMC编程与应用[M].北京:机械工业出版社,2010.
3.周兰,陈少艾.数控系统连接调试与PMC编程[M].北京:机械工业出版社,2012.
4.罗敏.FANUC数控系统PMC编程技术[M].北京:化学工业出版社,2013.
5.FANUC 0i系列参数说明书[M]
6.FANUC 0i系列功能说明书[M]
摘要
本课题设计是针对于Fanuc0i数控加工中心工作方式PMC控制的运行与调试,主要研究了Fanuc0i数控加工中心工作方式的I/O 地址表、输入输出信号的控制以及转换原理等内容。课题的研究设计过程中,还用到LADDER III软件绘制工作方式PMC梯形图,然后把绘制好的程序在学校现有的机床上运行与调试。关键词:加工中心;工作方式;PMC
Abstract
This design is for running and debugging of PMC control of machining center work way based on Fanuc 0i, the main research contents of the I/O address table, the output signal of the control input and the conversion principle of Fanuc0i CNC machining center mode. Study on the design process of this project, also used LADDER III software to draw the work mode of PMC ladder diagram, and then to draw a good program in the school of existing machine running and debugging.Keywords: processing center, working mode, PMC
目录
摘要 IAbstract III
目录 III
第一章 绪论 1
1.1课题的研究背景 1
1.2课题的研究内容 1
第二章 工作方式原理图设计与I/O地址的确定 2
2.1 Fanuc 0i数控加工中心工作方式 2
2.2 Fanuc 0i数控加工中心工作方式电气原理图 3
2.3 I/O地址的确定 4
第三章 FANUC LADDER III 软件的使用与PMC编程 6
3.1 LADDER III软件的启动及其基本操作 6
3.1.1 LADDER III软件的启动 6
3.1.2 LADDER III软件的基本操作 7
3.2 创建和编辑PMC程序 7
3.2.1新程序的创建 7
3.2.2 编辑PMC程序 8
3.3 PMC程序的编译 9
3.4 PMC程序的导出 9
3.5把导出的PMC程序转存到CF卡中 12
第四章 工作方式PMC程序的编制 13
4.1 EDIT工作方式PMC程序的编制 13
4.2 MEM工作方式PMC程序的编制 13
4.3 MDI工作方式PMC程序的编制 14
4.4 RMT工作方式PMC程序的编制 14
4.5 HND工作方式PMC程序的编制 15
4.6 RAPID工作方式PMC程序的编制 15
4.7 JOG工作方式PMC程序的编制 15
4.8 REF工作方式PMC程序的编制 16
第五章 工作方式PMC的运行与调试 17
5.1 启动机床 17
5.2 上机运行与调试 17
5.2.1 数据载入 17
5.2.2转动工作方式旋钮时梯形图的信号变化 19
5.2.3转动工作方式旋钮时I/O地址表的信号变化 20
5.3 运行调试完成后的成果展示 20
5.3.1 EDIT工作方式调试 20
5.3.2 MEM工作方式调试 21
5.3.3 MDI)工作方式调试 22
5.3.4 RMT工作方式调试 22
5.3.5 HND工作方式调试 23
5.3.6 RAPID工作方式调试 23
5.3.7 JOG工作方式调试 24
5.3.8 REF工作方式调试 25
总结 26
致谢 27
参考文献 28
第一章 绪论
数控机床是数字控制机床的简称,是一种自动化机床。它的系统能够逻辑的处理程序,转化为数控装置看得懂的表达方式。数控机床较是一种高效的自动化机床,是现代机床的发展方向。数控机床有很多种类,其中加工中心是从数控铣床发展而来的,加工中心具有自动换刀的能力,这是铣床所不具有的,在刀库中备好可能会用到的刀具,然后只要把工件装夹一次,就可以根据需要的工序选择合适的刀具。1.1课题的研究背景
数控加工中心是由机械部分与系统部分组成的,适用于加工复杂零件。数控加工中心几乎算是应用最广泛的数控机床之一,它的综合性能是普通机床的数倍,而且可以加工出普通机床无法完成的工件。本课题主要研究具有如此强大功能的数控加工中心有哪些工作方式,我们是怎样控制这些工作方式的转换。
1.2 课题的研究内容
本毕业设计的主要内容是:(1)Fanuc 0i数控系统控制面板上工作方式选择旋钮的结构以及它的控制原理;
(2)Fanuc 0i数控系统工作方式选择的工作原理;
(3)建立控制面板工作方式P,PMC I/O地址表中PMC输入信号的确定,中间继电器输出信号的确定,Fanuc 0i数控系统中的方式选择信号以及其分别对应的G代码;
(4)熟悉使用LADDER III软件,LADDER III软件的界面,LADDER III软件主要功能及其作用,用LADDER III软件绘制工作方式PMC梯形图;
(5)工作方式PMC程序调试,PMC梯形图的导入,运行以及停止导入的PMC程序,I/O地址信号在工作方式转换时的信号变化,PMC梯形图在工作方式转换时的信号变化。
第二章 工作方式原理图设计与I/O地址的确定
工作方式对Fanuc 0i数控加工中心有着至关重要的作用,更是数控机床区别于普通机床的重大因素所在,加工中心有多种工作方式,甚至不同的加工中心的工作方式也会有或多或少的不同与差异,但是工作方式的工作原理或者说是目的性是相同的,都是要使加工中心从一种工作方式转换到另一种工作方式,从而完成预期的加工或者通过工作方式的转换执行不同的工序等等。本课题的研究与设计以及后面的运行调试过程都是根据我们学校工业中心二楼的XH714加工中心展开的。2.1 Fanuc 0i数控加工中心工作方式
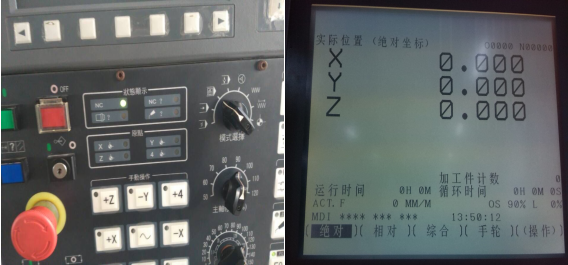
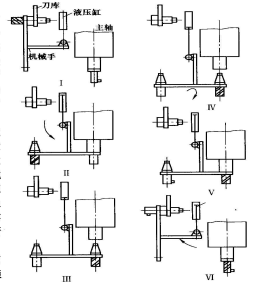
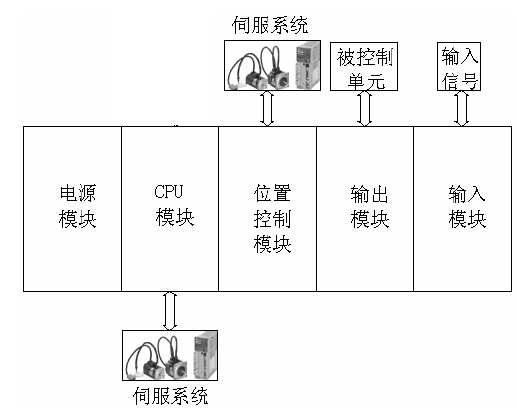
通过图2-1可以看到,Fanuc 0i数控加工中心工作方式有EDIT、MDI、JOG等八种,在实际的加工过程中,机床的回零操作、程序的编辑、程序的运行等等都离不开加工中心工作方式的转换,数控系统是如何知道工作方式发生转换的,我们是通过什么方式什么信号告诉数控系统的,下面就通过电气原理图以及定义的I/O地址表做较为详细的研究。2.2 Fanuc 0i数控加工中心工作方式工作示意图
在真正意义上开始做这个毕业设计前,清楚做这个课题的流程是怎样的,最后确定要先有电气原理图,才能一步步的进行下去,于是就开始思考加工中心工作方式控制的电气原理图是什么样子,大致的接线过程如下:
一开始需要用到变压器把380V的交流电变为220V接到开关电源,在断路器到变压器的380V那一段的接线接好的前提下,用导线连接变压器的两个220V接线槽与开关电源的两个220V接线槽,用以实现供给开关电源220V交流电,数控系统的电一般是由开关电源供给的,然后要用开关电源给数控系统供电,之所以要用到开关电源,主要是因为开关电源能够保持输出较稳定的+24V直流电,用导线连接开关电源的COM端和+24V接线槽接入数控系统,用于给数控系统供电,数控系统与I/O端子排之间的连接代表排线,I/O端子排与数控系统之间有很多系统线的连接,都是全部排在其中的,I/O端子排上接有本课题能用到的具有控制加工中心工作方式转换的PMC输入信号线,然后就是从I/O端子排接出三根信号线,接入工作方式选择旋钮。
2.3 I/O地址的确定
先定义三根控制加工中心工作方式转换的PMC输入信号线,然后通过这三根具有控制加工中心工作方式转换的PMC输入信号线的信号有无来确定控制面板上当时是出于什么样的工作方式,具体的I/O地址信号的有无对应的工作方式的模式定义如下表2-1所示:表2-1 工作方式I/O地址
| I/O地址 | 工作方式 | ||
| X1.7=1 | X2.1=1 | X2.3=1 | EDIT——程序编辑 |
| X1.7=1 | X2.1=1 | X2.3=0 | MEM——存储器运行 |
| X1.7=1 | X2.1=0 | X2.3=1 | MDI——手动数据输入 |
| X1.7=1 | X2.1=0 | X2.3=0 | RMT——DNC运行 |
| X1.7=0 | X2.1=1 | X2.3=1 | HND——手轮进给 |
| X1.7=0 | X2.1=1 | X2.3=0 | RAPID——点动进给 |
| X1.7=0 | X2.1=0 | X2.3=1 | JOG——手动连续进给 |
| X1.7=0 | X2.1=0 | X2.3=0 | REF——手动返回参考点 |
如表2-2所示,即为Fanuc 0i数控系统的控制加工中心工作方式选择的信号状态,所对应的工作方式,具体的对应情况如下表:
表2-2 工作方式信号状态
| 信号状态 | 工作方式 | ||||
| MD1 | MD2 | MD4 | DNC1 | ZRN | |
| 1 | 1 | 0 | 0 | 0 | EDIT—程序编辑 |
| 1 | 0 | 0 | 0 | 0 | MEM—存储器运行 |
| 0 | 0 | 0 | 0 | 0 | MDI—手动数据输入 |
| 1 | 0 | 0 | 1 | 0 | RMT—DNC运行 |
| 0 | 0 | 1 | 0 | 0 | HND—手轮进给 |
| 1 | 0 | 1 | 0 | 0 | RAPID—点动进给 |
| 0 | 1 | 1 | 0 | 0 | JOG—手动连续进给 |
| 1 | 0 | 1 | 0 | 1 | REF—手动回参考点 |
参考文献
1.曹智军,肖龙.数控PMC编程与调试[M].北京:清华大学出版社,2010.2.宋松,王悦,杨中力.图解FANUC PMC编程与应用[M].北京:机械工业出版社,2010.
3.周兰,陈少艾.数控系统连接调试与PMC编程[M].北京:机械工业出版社,2012.
4.罗敏.FANUC数控系统PMC编程技术[M].北京:化学工业出版社,2013.
5.FANUC 0i系列参数说明书[M]
6.FANUC 0i系列功能说明书[M]