














��ICP��112451047180��-6
VT10ģ�黯�ӹ����ĵ�����Ʒ�����֤����
1 �������
Ҫ����Ʋ�Ʒ�����㹦��Ҫ���ǰ���¾����ܽ��ͳɱ������װ������GD4032ģ�黯�ӹ����ĵ���Ҫ������Ҫ�����£��������С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬������ʽ�ӹ����IJ���Ϊ��X���г� 400mm��Y���г�320mm, Z���г�400mm������������10�ѣ����ֱ��/�ڵ���90/125mm�� ��߳���240mm������ʱ�䣨T-T��<5�룬�����������6 kg��
VT10ģ�黯�ӹ����ĵ�����ư�����Ʋ��ֺͿ��Ʋ��֡���Ʋ��ְ����ӹ����ĵ��Զ�����װ�á����ߵļгַ�ʽ����ת���֧����ʽ��������ϵ�ѡ��ȡ����Ʋ��ְ��������ѡ��ѡ���ķ�ʽ�ȡ�
2 �����
����ȷ������Ƶ������Ϊ�Ի�����һ����һ������ʶ�����ǽ�����������ͼ��ݵ�һЩ��Դ���Լ���ʵ�زιۿ��죬�������չ���ĺ�ʵ�����ģ������еļӹ����ĵ���Ľṹ�빦������һ��ȫ��������˽⡣ͨ���г����У��˽����ķ�չ�������£�
�������Զ���������ķ�չٲȻ�ѳ�Խ��Ϊ�ۺ������ӹ��������Ľ�ɫ���������еļ���������չ�����ϻ����߾��ȡ���Ч�ܡ��߿ɿ��ȼ������ϵȸ���֮���ز�Ʒ�������������Ʒ�Ĺ��ܣ��������ۺ������ӹ�����������Ч�ܼ���Ʒ���ȵı��֡�
�����������Ʒ֮��չ����Ϊ��1����Ч�ܵIJ�Ʒ����չ���ϸߺ��ء������������ٻ�����֮�����Ʒ��2�����������ͳɱ��IJ�Ʒ��չ���������ᡢ�ɱ�����֮�����Ʒ���ڴ˸�������£������Ʒ֮��չ�ֿ�Ϊ��
��1�����ص��߸���֮����ķ�չ ��չ������ϵͳ�ܳ�������70kg����֮���ص��ߣ�ӵ��ǿ������װ��֮�ȹ̵����ܹ����ɷ�ֹ���͵�������ת���䡣
��2����Ч���Ҷ�λ��ȷ��������ѡ��ϵͳ�ķ�չ ��չ���߾���ϵͳ������ϵ���������߶�λ����֮�ŷ��綯�������ٻ����Է���ѡ��Ѹ�١�������ȷ����Ҫ��������
��3������ʽ�������ص���ķ�չ ��չ��ͬʱ�����ɶ�����ʽ���ߣ���ISO50��ISO60���ĵ���ϵͳ��Ҳ����Ϊ�DZ���ʱ���任ʹ�ö�������֮�ӹ����ĵıر�װ�á�
��4����ͬ��ʽ���������֮����ϵͳ�ķ�չ ����ͬʱ��ȡ��ͬ��ʽ����,��ISO50��ISO60����Ӧ��������в�ͬ�ĵ��ߡ�Ϊ�����̻���ʱ�䣬���ʽ�������ʽ֮����ϵͳ���б�Ҫ�ġ�
��5�����������ͳɱ��ܹ�֮����ķ�չ ��չ��������֮�ܸ�������ܹ������������ϴ�ͳ�������100kg���ϣ��ɱ��������֮���⡣
��6�����ͼ�����������ķ�չ �ڻ������֮�����ݻ��£������ĵ��߱�ʹ����ͬһ̨�����ϣ�����֮�ܹ������˻���Ч�ʼ�����Ч�ܣ����ĵ������壨������120/180/200�����ϵ��ߣ�����������֮����ϵͳ���������ʽ����ʽ�����Ե��㼰���ʽ����ϵͳ����������Ҫ֮��ɫ��
��ӹ���ɣ�δ��������ݽ�����չ��ֱ����������ʱ�����ⱻ�������ܷ���δ��ȫ��λ�ۺ������ӹ������������ϼӹ���������֮ʹ�������ٶ����֮����ϵͳ��Ԥ��BT-40��ʽ�ɴﵽ1s���ڣ�BT-50��ʽ�ᵶ�ɴﵽ1.5s���ڣ�������ʽ���ߴ���Ч��֮����ܹ���������240/300/360�����ϵ��ߣ����ִ�ʽ����ܹ��Լ������������ټ��ɱ�����֮����ܹ����ؽ���Ϊδ����չ�����ڴ�֮���㡣
3 ����ṹ�ķ�����֤��ѡ��
�����㹤��Ҫ�� �����������ߺ���������˶��γɹ������棬���ӹ������ı�����״�ͱ���λ�ö��ֶ�����Ҫ���ܹ������㹻�ĵ��ߣ�����ʱ��̣��ܹ��������ȷ�ؼӹ������������档Ϊ��ʵ���ڹ�����һ�ΰ�װ����ɶ��ֹ���ӹ���Ҫ����Է���תλ��
�ڱ�֤�㹻���ظ���λ���� �ڵ����ϰ�װ����ʱ��Ӧ�ܾ�ȷ�ص������ߵ�λ�ã������Զ���������ʱ��Ӧ�ܱ�֤���߽���ǰ���ܴ�����ȷλ�ã��Ա�֤���ߺ�����ȷ�����λ�á�
�۾����㹻�ĸն� ���ڵ��ߵ����͡��ߴ���죬������С��6kg�����������Զ�ת�������з�����Ϊ���ӣ�������Щ����ֱ�ӳ��������������ǵ��������͵��߲��Ϻ��Ƚ�����������������ͻ�����е�ֶ��������㹻�ĸնȣ���ʹ�������̺ͻ�������ƽ�ȡ�
����߿ɿ��� ���ڵ�����Զ�����װ���ڻ������������У�ʹ��Ƶ�ʺܸߣ����Ա������������Ŀɿ��ԡ�
�����̻���ʱ�� ������Զ�����װ����Ϊ����������Զ��������õģ�������Ļ���ʱ��Ӧ���������̣����������Ч�ʡ��������Ҫ��ʱ��ҪС��5�룬��ͶԵ������ͺͲ�������˽ϸߵ�Ҫ��
��2���Զ�����װ�õ���ʽ
�ӹ������Զ�����װ�õĽṹ��ʽȡ���ڻ��������͡����շ�Χ��ʹ�õ��������������Ŀǰ�ӹ�����ʹ�õ��Զ�����װ����Ҫ��ת��ʽ�Զ������͵���ʽ�Զ��������֣����ص�����÷�Χ����ҳ��1��
��1 �Զ�����װ�õ�����
3.2 ����ṹ���͵�ѡ��
�ӹ�����Ŀǰ����ĵ�����ʽ��Բ��ʽ���⡢��ʽ���⡢ֱ�ߵ��⣬�����ݲ�ͬ�Ļ������Բ��ö��ֲ�����ʽ��[3]
3.2.1 Բ��ʽ����
Բ��ʽ�����ֳƹ���ʽ���⣬�����������ʽ�е���������Բ������ƽ��ʽ���ֺ͵���������Բ��������бʽ�������֡�
��a��ƽ��ʽ
��ͼ3-1��a����ʾ���⣬���߾����ã�ռ�пռ�ϴ�һ�����ڻ��������϶ˡ���ͼ3-1(b)��ʾ�����������ã�������������棬�������Ŀɴ�ֱ���ã�Ҳ��ˮƽ���á�����ṹ���գ�����С�ͼӹ�������Ӧ�ý϶ࡣ����Ϊ�������У��ռ������ʵͣ��ҵ��߳��Ƚϳ�ʱ�����������о߸��档���⣬�������ĵ����⾶�Ƚϴ�ת��������ѡ��ʱ�䳤����ˣ����ֵ�����ʽһ�������ڵ�������������24�ѵij��ϡ�



��a��ƽ��ʽ������ ��b��ƽ��ʽ������ ��c����бʽ
ͼ3-1 ��ʽ����ṹ
��b)��бʽ����
��ͼ3-1(c)��ʾ����������������߳�һ���Ƕȣ�С��90°������ɡ״���ã���ɸ��ݻ��������岼��Ҫ���ŵ����λ�ã���б���������϶ˣ���������������
3.2.2 ��ʽ����
��ʽ��������ڻ���������װ�����൶���������Ŀ���װ�и��ֵ��ߣ�������������������ͼ3-2��ʾ����ʽ������ŵ��ǽṹ���գ������������ڵ��������ϴ�ij��ϣ�����ʵ�ֵ��ߵ�“Ԥѡ”������ʱ��̡�������һ�㶼��Ҫ������װ�ڻ����������ռ������ϴ����⣬����ͨ������£��������ߺ��������ߴ�ֱ����ˣ���������ͨ����е�ֽ��У��Ҷ�Ϊ����ȡ������е�ṹ�ȹ���ʽ���⸴�ӡ�

ͼ3-2 ��ʽ����ṹ
3.2.3 ֱ�ߵ���
��ͼ3-3��ʾ�������ڵ�����ֱ�����У��ṹ����ŵ����������ޣ�һ��8-12�ѣ������������س������괲Ҳ��ʹ�á�

ͼ3-3 ֱ�ߵ���ṹʾ��ͼ
С����ǵ��������������С�ͼӹ����ľ���ģ�黯�ص�ĵ��⣬������ʽVT10�ӹ����ģ��䵶������Ϊ10�ѣ�Ҫ��ṹ���ռ䲼�ֽ��ա���ˣ�����Ʋ���Բ��ʽ���⣬���������á�
3.3 �ӹ����ĵĵ��߸����ķ�����֤��ѡ��
�ӹ����ĵ��߸����������и������ỻ������������Զ�����װ�ã����д�������Զ�����װ���л�е�ֻ�������е�ֻ�����[3]
3.3.1 �������ỻ��
�������ỻ����һ�ֱȽϼĻ�����ʽ�����ֻ���������ͷ����һ��ת�����⣬����ͷ����ʽ����ʽ���֡�����ͷ��װ�����ᣬÿ��������װ��һ�ѵ��ߡ����ݹ����Ҫ��˳���Զ��ؽ�װ������Ҫ�ĵ�������ת������λ�ã�ʵ���Զ�������ͬʱ��ͨ�������������ڹ���λ�õ���������������ѿ���ת��ͷ��תλ�ɲ��ֻ�����ʵ�֣�ÿ��תλ�������ж������ѿ����ᴫ����ת��ͷ̧��ת��ͷ��λ��ת��ͷ��λѹ�������ᴫ�����½�ͨ��
���ֻ���װ�õ��ŵ�����ʡȥ���Զ��ɡ��С�ж����װ�����Լ����߰��˵�һϵ�еĸ��Ӷ������Ӷ������˻���ʱ�䣬������˻����Ŀɿ��ԡ��������ڿռ�λ�õ����ƣ�ʹ���Ჿ���ṹ������Ƶ�ʮ�ּ�̣����Ӱ��������ϵͳ�ĸնȡ�Ϊ�˱�֤����ĸնȣ���������������Ŀ������ʹ�ṹ�ߴ������ӡ�������Щ�ṹ�ϵ�ԭ��ת������ͷͨ��ֻ��Ӧ������٣�����Ҫ��̫�ߵĻ��������������괲��ϳ���ȣ���˱�����������á�
3.3.2 ��������Զ�����ϵͳ
��������Զ�����ϵͳ�����ŵ��ǣ��ӹ�����ֻ��һ���������նȽϺã���������ӹ����Ⱥ�Ч�ʣ�Ҫ����뻻���IJ����Ķ�������ȷЭ�������ߴ洢�������࣬�����ڼӹ����������������뿪�ӹ����������ܶ��Ҫ�ĸ��š�ȱ���ǣ��������̱Ƚϸ��ӡ����������л�е�ֻ�������е�ֻ�����[3]
��1����е�ֻ���
���л�е�ֻ����Ĺ����У�ʹ��һ����е�ֽ��ӹ��ñϵĵ��ߴ������аγ������ͬʱ����һ��е�ֽ��ڵ����д����ĵ��ߴӵ���γ���Ȼ�����߽���λ�ã���ɻ������̣���ͼ3-4��ʾ��
���û�е�ֽ��е��߽����ķ�ʽӦ�õ���Ϊ�㷺��������Ϊ��е�ֻ���ϵͳ�ڵ������á�����������λ�ü����������ϣ��кܴ������ԣ����ҿ��Լ��ٻ���ʱ�䡣����С����ʽ�ӹ����ģ��������Ҫ�ߣ����û�е�ֽ�Ϊ���ӣ�����Ƴɱ��ϸߣ���˲�����á�
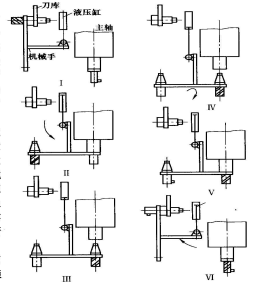
ͼ3-4 ��е�ֻ���ϵͳ
��2����е�ֻ���
��е�ֻ���ʱ�������е��ߴ�ŷ���������ƽ�У����߷�������ɴﵽ��λ�á���ͼ3-5��ʾ������ʱ���������Ƶ������λ���Ϸ�����������Z���˶����������ߴӵ�����ȡ����Ȼ���д�������ת������λ�ã�����Z���˶������õ��ߴӵ�����ȡ���������߲������ᡣ�������Ƚ��ù��ĵ����ͻص��⣬Ȼ���ٴӵ�����ȡ���µ��ߣ�����������������ͬʱ���У���˻���ʱ���Գ������Կ�����5���ڵĻ���ʱ�䡣 ��ˣ����������Բ��á�

ͼ3-5 ��е�ֻ���ϵͳ
С����ǵ�С����ʽ�ӹ����ģ��������Ҫ�ߣ����û�е�ֽṹ��Ϊ���ӣ�����Ƴɱ��ϸߣ����ø������ỻ����Ӱ������ĸն���ռ�ÿռ�λ�ýϴ���ˣ�������е�ֻ�����ʽ��
3.4 ���ߵ�ѡ��ʽ������֤��ѡ��
������װ�õĵ���ѡ��ָ��ӵ����н�����Ҫ�ĵ���ת����ȡ��λ�ã���Ϊ�Զ�ѡ�����ڵ�����ѡ��ͨ�����õķ������������֡�[3]
3.4.1 ˳��ѡ��
���߰�Ԥ��������Ⱥ�˳����뵶��ĵ����У�ʹ��ʱ��˳��ת��ȡ��λ�á��ù��ĵ��߷Ż�ԭ���ĵ����ڣ�Ҳ�����ӹ�˳�������һ�������ڡ��÷�����Ҫ����ʶ��װ�ã���������Ҳ�ϼ������ɿ�����������ÿһ�ѵ����ڲ�ͬ�Ĺ����в����ظ�ʹ�ã�Ϊ������ӹ���Ҫ���ӹ�����ֻ�����ӵ��ߵ������͵������������ͽ����˵��ߺ͵���������ʡ����⣬װ��ʱ����ʮ�ֽ�����������߲���˳��װ�ڵ����У�����������صĺ����
3.4.2 ����ѡ��
���ַ������ݳ���ָ���Ҫ������ѡ������Ҫ�ĵ��ߣ������ڵ����в��ذ��չ����ļӹ�˳�����У����������š�ÿ�ѵ���(����)�����ϴ��룬 �Զ�����ʱ��������ת��ÿ�ѵ���(����)������“����ʶ��װ��”����ʶ�𡣵�������ʱ����ѡ��������������ʱ����������黹ԭλ����ˣ�����ѡ�߷�ʽ�������ϴ�ĵ�����Ӧ�ýϹ㷺��
����ѡ����Ե��߱��룬�Ա�ʶ�𡣱��뷽ʽ��Ҫ�����·�ʽ��
��1����������ĵ����ṹ���б��롣��2���Ե�����ÿ�����������߽��б��룬�������߷ŵ������������ϵĵ����С���3�����븽����ʽ�ɷ�Ϊ����Կ�ס����뿨Ƭ������˺ͱ����̵ȣ�����Ӧ�������DZ���Կ�ס���4���ǽӴ�ʽ����ʶ��װ�á�
3.4.3 ����PLC���ɱ�����������ʵ���������
���ڼ���������ķ�չ��������������ѡ�����ӹ������������˴�ͳ�ı��뻷��ʶ������������ѡ���뻻���ķ�ʽ�У������еĵ������������ϵĵ��������ֱ�ӽ���������������������ϻ������µ��ߺż����ص����ϵĵ��ߺţ�����PLC�ڲ���Ӧ�ش洢��Ԫ���䡣����������Ʒ�ʽ��Ҫ��PLC�ڲ�����һ��ģ�������ݱ����䳤�Ⱥͱ������õ������뵶��ı�ź͵��ߺ����Ӧ�����ַ�����Ҫ���������ѡ�����ӹ����ĴӶ����������ڵ���ʶ��װ�õ��ȶ��ԡ��ɿ�����������ѡ��ʧ���书�ܼ��ɿ�����Ȼ�Ϻã�������С�ͼӹ�������˵����ɱ��Ƚϸߡ���ˣ��������PLCʵ�����������
С���VT10�ӹ���������С�����ĵ���϶����˳��ѡ�߷�ʽ, ����Ҫ�Ե��߽��б���, �������Լ��ٳɱ������Ҳ����Ҫ����ʶ��װ�á�
3.5 ������
С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬������ʽ�ӹ����IJ���Ϊ��X���г� 400mm��Y���г�320mm, Z���г�400mm������������10�ѣ����ֱ��/�ڵ���90/125mm�� ��߳���240mm������ʱ��(T-T)<5�롣
ѡ��Բ��ʽ���⣬���������ã�����������档�ӹ����ĵ��Զ�����װ��ѡ���������Զ�����ϵͳ����е�ֻ��������ߵ�ѡ��ʽΪ˳��ѡ�߷�ʽ��[3] [6]
4 ���ߵļгַ�ʽ������֤��ѡ��
�������Ҫ��ѡ�õĵ�����ΪBT40��������ṹ�� 4-1ͼ��ʾ��ͼ��1Ϊ���ۣ����ڴ�������Ť�أ�ͨ�������ӵ��������ᣬ�ֿ����ڵ��ߵ�����λ���ұ���ʵ�������ͣ����ȷ��װ���ߣ�2Ϊ��е��ץȡ��λ��3Ϊ������λ���гֲ�λ��4Ϊ�ݿף�����װ�ɵ������ˣ�������������
���ߵļг�Ҫ���У���е�ֵļгֲ���Ҫʮ�ֿɿ�����֤���ʵ��ļн���������ȷ�Ķ�λ�����á�����BT40�������۵Ķ�λҪ�гַ�ʽ����Ҫ�üп���ȷ��λ����ͼ4-2��צ�г���ʽ��ʾ��Ŀǰ���õļг���ʽ���б�ʽ�гֺͷ�����ʽ�г֡�[4]
��1�� ��צ�г���ʽ
�п��ڵ�צץ��ʱ���뵽���°벿�У��Լ������ڵ�����ʱ�п�һֱ���ڼ��У���ȷ��λ�����á���˶Լп�Ŀ��ȳߴ羫��Ҫ��ܸߡ��п���ȵijߴ���Ҫ�ɼ��Ŀ��������������̲����ַ�ʽ�ṹ��������������ʹ�õ�Ҫ�����ܱ�֤���̵�ǿ�ȡ�
��2����ʽ�г֣�����г֣�
�ҹ��϶������ͼ4-3��ʾ��ʽ���üӳַ�ʽ���нṹ��װ�з������ι̿ɿ��������ּгַ�ʽ������ȷ��λ�����á�
С����ǵ�BT40�����гַ�ʽ�����Ƽ���λҪ�����嵶��Ľṹ��ƺ;��óɱ������ѡ�õ��ߵļгַ�ʽΪ��צ�г֣���ͼ4-2��ʾ��
5 ��ת���֧����ʽ������֤��ѡ��
VT10�ӹ������������С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬��ת�ᴹֱ���ã���ʽ����̶����������ϣ��ڻ�ת����������֮�䣬��Ҫ�л�ת������ӣ��е���Ļ�ת֧�г��ܵĵ�������������60kg���������ͻ�е���ϴ�ľ����������������㸲���ء�[7]
����������ִ������й㷺Ӧ�õ�֧�Ų���������������ҪԪ����Ĺ����Ӵ���֧��ת������ģ�һ������Ȧ����Ȧ��������ͱ��ּܵ��IJ�����ɣ�����ά���㡢Ħ������С�����������١������ܺá������ɿ����ŵ㡣���õĹ������������Բ������С��ǽӴ�����С������еȡ�
Բ������п��Գ��ܴ�ľ����غɺ������غɣ�����Ȧ�ɷ��룬��װʱ�ɵ�����е���϶������Բ�������ֻ�ܴ��ݵ��������غɣ���ˣ�Ϊ�����෴����������غɾ���Ҫ��һ����֮�Գư�װ��Բ������С�
�ǽӴ�����п���ͬʱ���ܾ����غɺ������غɣ�Ҳ���Ե������������غɣ����ڽϸ�ת�����������������������������Ӵ����������ߡ�������һ�����ֻ�ܳ��ܵ���������������һ��ɶ�ʹ�á�
��������Ҫ���ܾ����غɣ�Ҳ��ͬʱ���ܾ����غɺ������غɣ���������ܾ����غ�ʱ���Ӵ���Ϊ�㣻�������о��нϴ�ľ�����϶ʱ�����нǽӴ���е����ܣ��ɳ��ܽϴ�������غɡ�����������ߴ����ԵĹ�����У���;�㷺�������ڸ�ת����������ת�ٵ����У����ҷdz����ã����辭��ά�����������Ħ��ϵ��С������ת�ٸߣ� �ṹ������ɱ��ͣ��״ﵽ�ϸ����쾫�ȡ�
С�������У���������غ���Ҫ���Ե��ߵ������������غ���Ҫ���Ե��̵���ת�����ǵ����ת�١����÷����Եȷ�������أ����ѡ�ýǽӴ�����С�
6 ����װ�õ�ѡ��
����װ�����ṩ���������ݶ�����װ�ã�����������ɣ����������͵����ѡ��
6.1���������ķ�����֤��ѡ��
��VT10�ӹ����ĵĵ�����, ʵ�ʼӹ���Ҫ����Ҫ��װ10�ѵ���, ��10�ѵ���ȫ����װ��һ��������, ��������Ҫһ����Ъ�ֶȻ���������������ʵ�ּ�Ъ�ֶ��˶��Ļ����ܶ�, ����ֻ���������ȫ���ֻ������ֻ����ȵȡ�[8]
1�� ���ֻ���
���ֻ����ɾ��о���۵IJ���2������Բ��A�IJ���1�ͻ�����ɣ���ͼ6-1��ʾ�����̺Ͳ����϶�����ֹ���������ϵİ�Բ���������ϵ�Բ�������������á�����1������ת��ʱ����ʹ����2��ʱתʱͣ�ļ�Ъ�˶�������1�ϵ�Բ��A��δ�������2�ľ����ʱ�����ڲ���2���ڰ���ס��β������1����Բ����ס���ʲ���2��ֹ������ͼ����ʾλ���ǵ�Բ��A��ʼ�������2�ľ����ʱ���������ʱ��ס�����ɿ�����˲���2��Բ��A��ʹ����ʱ ��ת������Բ��A��ʼ�ѳ����ֵľ����ʱ�����ֵ���һ�ڰ���ס���ֱ�����1����Բ����ס����ʹ����2�־�ֹ������ֱ��Բ��A�ٽ������2����һ�����ʱ���������ظ��������˶�ѭ����Ϊ�˷�ֹ�����ڹ���������λ�÷���ƫ�ƣ���������ס��֮��Ҳ���Բ�������ר�ŵĶ�λװ�á�
���ֻ�������ȱ�㣺�ṹ���������ס������ɿ�����еЧ�ʸߣ���ƽ�ȵء���Ъ�ؽ���תλ��������˶������н��ٶ��б仯 �����ʺϸ����˶����ϡ�
2�� ����ȫ���ֻ���
��ͼ6-2��ʾΪ����ȫ���ֻ��������ֻ�����������Ϊֻ��һ���ݻ��ݵIJ���ȫ���֣��Ӷ����������ݺʹ���ס���ĺ�ݱ˴�������ɡ��������ֵ��гݲ�������ʱ���Ӷ��־�ת�����������ֵ���Բ����������ʱ���Ӷ���ֹͣ���������������������ת��ʱ���Ӷ��ֻ��ʱתʱͣ�ļ�Ъ�˶���
����ȫ���ֻ�������ȱ�㣺�ṹ���������ס������ɿ����Ӷ����˶�ʱ��;�ֹʱ��ı������ڽϴ�Χ�ڱ仯�����Ӷ����ڿ�ʼ������������������ʱ�нϴ�������һ��ֻ���ڵ��١����س��ϡ�
3�� �ּ�Ъ�˶�����
�ּ�Ъ�˶�����ͨ����������ʽ
��1����ͼ6-3��ʾ��Բ�����ּ�Ъ�˶��������ֳ�Բ���Σ����Ӿ��ȷֲ���ת�̵Ķ��档����������ת�����ĵľ������R2�����ֻ���ʵ������һ���ڸ˳��ȵ���R2��ֻ���Ƴ̺�Զ��ֹ�ǵİڶ��Ӷ���Բ���ֻ�����
��2����ͼ6-4��ʾ���ϸ����ּ�Ъ�˶�����������״��ͬԲ�����ϸ�һ�������Ӿ��ȷֲ���ת�̵�Բ�����ϣ��������ֵijݡ������ּ�Ъ�˶���������ͨ����������ת�̵����ľ��������������ֽӴ����ļ�϶�Բ���ĥ��
�ּ�Ъ�˶���������ȱ�㣺��ת�ɿ�������ƽ�ȡ�ת�̿���ʵ���κ��˶����ɣ��������øı����Ƴ��˶������õ�����Ҫ��ת��ת����ͣЪʱ��ı�ֵ�����ּӹ��ϸ��ӡ���װ����Ҫ���ϸ��ּ�Ъ�˶����������ڴ��ݽ������ķֶ��˶�����Ҫ��Ъתλ�Ļ�еװ���С�
С����ֻ������г��С������ƽ���Խϸߣ���еЧ�ʸߣ������ڽϸ�ת���¹��������нṹ����������ŵ㣬��Ŀǰ������Բ��ʽ����ļӹ����Ļ����Ϻܶ���ò��ֻ�������������ķֶȻ�ת�˶���
��������Ҫ��Բ��ʽ����Ļ�ת������ʽͨ�������֣�һ�������ŷ����ͨ������װ�ý�����������һ���Dz��õ��ٵ綯��ͨ�������ϲ��ֻ�������������ǰ�߽ṹ����ת�ٶȿ죬��λȷ��������ѡ�����ŷ�������������Ƹ��ӣ�����ɱ��ߡ����߲��û�е��ʽ�ֶȶ�λ���ɿ��Ըߣ���Ȼ��λ���Ƚ�ǰ�ߵͣ�����ȫ�ܹ�����ӹ����Ļ�����Ҫ��ѡ�õ��ٵ綯�����������Ƽ�����ɱ���ǰ�ߵ͡���ˣ�ѡ�õ��ٵ綯��������ͨ�����ֻ���ʵ�֡�
6.3 ������
�����������ڿ���ϵͳ����ƹ�����Ҫ�ۺϿ��ǿ���Ҫ�ɱ��ȶ������أ�Բ��ʽ����ļӹ����Ļ����ϲ��ò��ֻ�������������ķֶȻ�ת�˶�������Ԫ��ѡ�õ��ٵ綯����
7 ������ϵ�ѡ��
�ӹ����ĵ����㲿���ڹ���ʱ���ܵ����С�Ťת�����������ã���������ͬʱ���ã��乤���¶ȶ���—50��~150��֮�䣬ͬʱ�ܵ�������ˮ�֡����ͼ��������ʵĸ�ʴ���á�������ϵ�ѡ��ֱ��Ӱ�쵽�ӹ����ĵ�����㲿���������ǿ�Ⱥ����ɿ��ԣ����Ե�����ϵ�ѡ��Ҫ��ֿ����㲿��������Ҫ���ʵ�ʹ���״̬�ȡ�������У������ѡ�������Ԫ������ʽ���⡢�гֵĵ�צ����ת�ᡢ���ֻ����������ֵȣ���������С��������Ȳ��ù��ұ���
7.1 ��ʽ����IJ��ϵ�ѡ��
�������Ǽ۸���ˡ�Ӧ����㷺���������ϡ���������һ����ǿ�Ⱥ����õļ����ԣ��û������������ܵ����ʱ������Ч�����ջ�����������ͬʱ�����������õ������Ⱥ��������ܡ��������������ã��������ʺ��������ʽ�С���������ײ������ѣ���Ч�ر�֤�˵����ǿ�ȡ�[5]
��ˣ���ʽ�������Q235A���졣
7.2�гֵĵ�צ�IJ��ϵ�ѡ��
�гֵĵ�צ�������гֵ����ģ�Ҫ������Ͼ��нϺõ���ĥ�ԣ��нϺõ�ǿ�Ⱥ����ԣ�����ʹ�ü���������ʱ���ܶԵ�����ɾ�ĥ�𡣲��ϵ�ѡ�����������͡�����һ�����ý������ϣ���HT100�������������ø߷��Ӳ��ϣ�����������ͳ�ĵ�צ�����ý������ϣ���ӹ����ϳɱ��ϸߣ���е�ӹ������ӣ��ɱ��ϸߡ������˵ĸ߷��Ӳ���——���������в����ᣬ���ܺã����������ŵ㣬�������ע�ܳ��ͣ������ٻ��ӹ�����Լ�ɱ���[5]
��ˣ��гֵ�צ�IJ���ѡ��������
7.3 ��ת��IJ��ϵ�ѡ��
45����ǿ�Ƚϸߵ�һ�ֺϽ�֣�����������ij��ò��ϣ����۸���ˣ������������ʴ�����ɵõ��Ϻõ��������ܣ������ܻ�ýϸߵ�ǿ�Ⱥ����ԣ��ۺϻ�е�������á�
40Cr���и��õ���ѧ���ܺ��ȴ������ܣ�����Ӧ���������н�С���Ҽ۸�Ϲ����Ե��غɽϴ�Ҫ������������Ρ��ߴ�����������ᾱ����ĥ�Ի�ת���Ҫ��ϸ�ʱ��������ֲ��ϡ�
�ۺ���ѧ���ܼ������ɱ��Ŀ��ǣ���ˣ��˲���45�����졣[5]
7.4 ���ֻ����IJ��ϵ�ѡ��
���ֻ���ת�ٲ��ߣ��غɲ�����ʱ�����һ���ij���������װ�侫��Ҫ��ϸߣ����ѡ����̼�����죬Ϊ����ߴ��ԣ�Ҳ��ѡ����̼�Ͻ�֡���ˣ��ڱ�����У�ѡ��45��������ֻ��������ú������ȴ������գ��Ա�֤��ǿ�Ⱥ���ĥ�ԡ�[5]
7.5 �����ֵIJ��ϵ�ѡ��
��������״�����ؼ��ͣ���ĥ��ͱ���Ҫ�ߣ���Щ���ͨ��ֻ��ӹ������ӣ����ѡ�øְ�Q235���죬����ɱ��ϵ͡�[5]
8 ��ȫ����
ÿ̨���ػ���������һ��ʱ���ijЩԪ�������е�����������һЩ��������������ָ߾��ȡ���Ч�����ְ�����豸������ӳ�Ԫ�������������㲿����ĥ�����ڣ�Ԥ�����ֹ��ϣ��ر��ǽ������¹������� ��ѿ״̬���Ӷ�������ջ�����ƽ�����Ϲ���ʱ���ʹ��������һ����Ҫ�ķ�����Ҫ����ϵͳά������һ������Ҫ�а�ȫ����ϵͳ��
(1)ϵͳά��
���ع���̨�������ӣ����н���м�����ۡ��۳������뵶��ϵͳ�У��������˵��ߣ�Ӱ�쵶�ߵľ��ȣ��Ӷ�Ӱ������ӹ����ȡ��÷����ֽ������ܷ⣬�ɱ�֤�����ڲ��Ļ�����ʱ�䱣�ֲ��䡣
(2)��ȫ����ϵͳ
��������뵶�ⷢ����ײ������Բ�̡����ߡ���ת��Ƚ��ܵ���Ϊ��ֹ��������������������̶���һ�������ϣ���������ײʱ����ײǿ�ȳ����̶������Բ������ǿ�ȣ�Բ�������ѣ��������彫��������תһ���ĽǶȣ��Ӷ���ֹ�����������
��֤���
VT10ģ�黯�ӹ����ĵ�������Ϊ10�ѣ�������ʽ�ṹ�������ΪHT150�����ڵ�������С����������յ����뵶���̶���Ӧ��ʽ��ѡ���������Զ�����ϵͳ����е�ֻ�����������ֱ��ʵ�֣����������ã�����������档���ߵ�ѡ��ʽΪ˳��ѡ�߷�ʽ��BT40�����гַ�ʽΪ��צ�г֣���צ�IJ���Ϊ��������ת����������У���ת�����45�����졣
Բ��ʽ������þ��м���װ�õĵ��ٵ綯��������ͨ������45�ֵIJ��ֻ���ʵ�֣�ʵ�ֵ��̵�ת�����ڲ���ת���ϰ�װ�и�Ӧ�飬����ת����תһȦ��Ҳ���ǵ���תһ����λ���ӽ����ز���һ�θ�Ӧ�źţ�PLC���ݽ��ܵ��źŽ��м�����ʵ�ֵ��λֹͣ�����̵�ȷ��λ���綯��ɲ��ʵ�֡�
�����
[1] ɳ�� �ȱ���.�ӹ����Ľṹ��������ά��.��������е��ҵ������,2003.8
[2] �Ļ��˱�.���ػ���ϵͳ���.��������ѧ��ҵ�����磬2005
[3] �����.���ؼӹ��������.��������ѧ��ҵ������
[4] �������.���ػ����ṹ��Ӧ��.��������е��ҵ�����磬2006.3
[5] ����У��.���̲���.�������廪��ѧ�����磬2001.1
[6] ���ڲű�.���紫�������.���������ӹ�ҵ������,2011.6
[7] ��������.��е���.�������廪��ѧ�����磬2006.5
[8] �������.��еԭ��.�������ߵȽ��������磬2006.5
[9] �����D����.ר�û����豸���.���죺�����ѧ�����磬2003.7
[10] ͼ���������ϣ����������Դ
[11] ��������ֲ�.��������е��ҵ������
1 �������
Ҫ����Ʋ�Ʒ�����㹦��Ҫ���ǰ���¾����ܽ��ͳɱ������װ������GD4032ģ�黯�ӹ����ĵ���Ҫ������Ҫ�����£��������С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬������ʽ�ӹ����IJ���Ϊ��X���г� 400mm��Y���г�320mm, Z���г�400mm������������10�ѣ����ֱ��/�ڵ���90/125mm�� ��߳���240mm������ʱ�䣨T-T��<5�룬�����������6 kg��
VT10ģ�黯�ӹ����ĵ�����ư�����Ʋ��ֺͿ��Ʋ��֡���Ʋ��ְ����ӹ����ĵ��Զ�����װ�á����ߵļгַ�ʽ����ת���֧����ʽ��������ϵ�ѡ��ȡ����Ʋ��ְ��������ѡ��ѡ���ķ�ʽ�ȡ�
2 �����
����ȷ������Ƶ������Ϊ�Ի�����һ����һ������ʶ�����ǽ�����������ͼ��ݵ�һЩ��Դ���Լ���ʵ�زιۿ��죬�������չ���ĺ�ʵ�����ģ������еļӹ����ĵ���Ľṹ�빦������һ��ȫ��������˽⡣ͨ���г����У��˽����ķ�չ�������£�
�������Զ���������ķ�չٲȻ�ѳ�Խ��Ϊ�ۺ������ӹ��������Ľ�ɫ���������еļ���������չ�����ϻ����߾��ȡ���Ч�ܡ��߿ɿ��ȼ������ϵȸ���֮���ز�Ʒ�������������Ʒ�Ĺ��ܣ��������ۺ������ӹ�����������Ч�ܼ���Ʒ���ȵı��֡�
�����������Ʒ֮��չ����Ϊ��1����Ч�ܵIJ�Ʒ����չ���ϸߺ��ء������������ٻ�����֮�����Ʒ��2�����������ͳɱ��IJ�Ʒ��չ���������ᡢ�ɱ�����֮�����Ʒ���ڴ˸�������£������Ʒ֮��չ�ֿ�Ϊ��
��1�����ص��߸���֮����ķ�չ ��չ������ϵͳ�ܳ�������70kg����֮���ص��ߣ�ӵ��ǿ������װ��֮�ȹ̵����ܹ����ɷ�ֹ���͵�������ת���䡣
��2����Ч���Ҷ�λ��ȷ��������ѡ��ϵͳ�ķ�չ ��չ���߾���ϵͳ������ϵ���������߶�λ����֮�ŷ��綯�������ٻ����Է���ѡ��Ѹ�١�������ȷ����Ҫ��������
��3������ʽ�������ص���ķ�չ ��չ��ͬʱ�����ɶ�����ʽ���ߣ���ISO50��ISO60���ĵ���ϵͳ��Ҳ����Ϊ�DZ���ʱ���任ʹ�ö�������֮�ӹ����ĵıر�װ�á�
��4����ͬ��ʽ���������֮����ϵͳ�ķ�չ ����ͬʱ��ȡ��ͬ��ʽ����,��ISO50��ISO60����Ӧ��������в�ͬ�ĵ��ߡ�Ϊ�����̻���ʱ�䣬���ʽ�������ʽ֮����ϵͳ���б�Ҫ�ġ�
��5�����������ͳɱ��ܹ�֮����ķ�չ ��չ��������֮�ܸ�������ܹ������������ϴ�ͳ�������100kg���ϣ��ɱ��������֮���⡣
��6�����ͼ�����������ķ�չ �ڻ������֮�����ݻ��£������ĵ��߱�ʹ����ͬһ̨�����ϣ�����֮�ܹ������˻���Ч�ʼ�����Ч�ܣ����ĵ������壨������120/180/200�����ϵ��ߣ�����������֮����ϵͳ���������ʽ����ʽ�����Ե��㼰���ʽ����ϵͳ����������Ҫ֮��ɫ��
��ӹ���ɣ�δ��������ݽ�����չ��ֱ����������ʱ�����ⱻ�������ܷ���δ��ȫ��λ�ۺ������ӹ������������ϼӹ���������֮ʹ�������ٶ����֮����ϵͳ��Ԥ��BT-40��ʽ�ɴﵽ1s���ڣ�BT-50��ʽ�ᵶ�ɴﵽ1.5s���ڣ�������ʽ���ߴ���Ч��֮����ܹ���������240/300/360�����ϵ��ߣ����ִ�ʽ����ܹ��Լ������������ټ��ɱ�����֮����ܹ����ؽ���Ϊδ����չ�����ڴ�֮���㡣
3 ����ṹ�ķ�����֤��ѡ��
3.1 ����Ļ���Ҫ�������
��1���Զ�����װ�õĻ���Ҫ�������㹤��Ҫ�� �����������ߺ���������˶��γɹ������棬���ӹ������ı�����״�ͱ���λ�ö��ֶ�����Ҫ���ܹ������㹻�ĵ��ߣ�����ʱ��̣��ܹ��������ȷ�ؼӹ������������档Ϊ��ʵ���ڹ�����һ�ΰ�װ����ɶ��ֹ���ӹ���Ҫ����Է���תλ��
�ڱ�֤�㹻���ظ���λ���� �ڵ����ϰ�װ����ʱ��Ӧ�ܾ�ȷ�ص������ߵ�λ�ã������Զ���������ʱ��Ӧ�ܱ�֤���߽���ǰ���ܴ�����ȷλ�ã��Ա�֤���ߺ�����ȷ�����λ�á�
�۾����㹻�ĸն� ���ڵ��ߵ����͡��ߴ���죬������С��6kg�����������Զ�ת�������з�����Ϊ���ӣ�������Щ����ֱ�ӳ��������������ǵ��������͵��߲��Ϻ��Ƚ�����������������ͻ�����е�ֶ��������㹻�ĸնȣ���ʹ�������̺ͻ�������ƽ�ȡ�
����߿ɿ��� ���ڵ�����Զ�����װ���ڻ������������У�ʹ��Ƶ�ʺܸߣ����Ա������������Ŀɿ��ԡ�
�����̻���ʱ�� ������Զ�����װ����Ϊ����������Զ��������õģ�������Ļ���ʱ��Ӧ���������̣����������Ч�ʡ��������Ҫ��ʱ��ҪС��5�룬��ͶԵ������ͺͲ�������˽ϸߵ�Ҫ��
��2���Զ�����װ�õ���ʽ
�ӹ������Զ�����װ�õĽṹ��ʽȡ���ڻ��������͡����շ�Χ��ʹ�õ��������������Ŀǰ�ӹ�����ʹ�õ��Զ�����װ����Ҫ��ת��ʽ�Զ������͵���ʽ�Զ��������֣����ص�����÷�Χ����ҳ��1��
��1 �Զ�����װ�õ�����
| �����ʽ | �ص� | ���÷�Χ | |
| ת���� | ��ת���� | ��Ϊ˳��������ʱ��̣��ṹ���գ����ɵ��߽��� | �������ػ��������س����ӹ����� |
| ת��ͷ | ˳��������ʱ��̣��������ᶼ������ת��ͷ�ϣ��ṹ���գ������Խϲ���������������� | �����ꡢ�ۡ�ϳ�� | |
| ����ʽ | ����������֮�任�� | �����˶����У��˶������٣�������ֻ���������� |
�������͵��Զ��������ػ����������Ƕ�ʹ�õ��ߵ������ۡ�ϳ������ʽ����ʽ�ӹ����Ļ��� Ҫ���ݹ��շ�Χ�ͻ����ص㣬ȷ�������������Զ�����װ������ |
| �û�е����ϵ�����л��� | ����ֻ��ѡ���˶�����е�ֽ��л����˶������������� | ||
3.2 ����ṹ���͵�ѡ��
�ӹ�����Ŀǰ����ĵ�����ʽ��Բ��ʽ���⡢��ʽ���⡢ֱ�ߵ��⣬�����ݲ�ͬ�Ļ������Բ��ö��ֲ�����ʽ��[3]
3.2.1 Բ��ʽ����
Բ��ʽ�����ֳƹ���ʽ���⣬�����������ʽ�е���������Բ������ƽ��ʽ���ֺ͵���������Բ��������бʽ�������֡�
��a��ƽ��ʽ
��ͼ3-1��a����ʾ���⣬���߾����ã�ռ�пռ�ϴ�һ�����ڻ��������϶ˡ���ͼ3-1(b)��ʾ�����������ã�������������棬�������Ŀɴ�ֱ���ã�Ҳ��ˮƽ���á�����ṹ���գ�����С�ͼӹ�������Ӧ�ý϶ࡣ����Ϊ�������У��ռ������ʵͣ��ҵ��߳��Ƚϳ�ʱ�����������о߸��档���⣬�������ĵ����⾶�Ƚϴ�ת��������ѡ��ʱ�䳤����ˣ����ֵ�����ʽһ�������ڵ�������������24�ѵij��ϡ�
��a��ƽ��ʽ������ ��b��ƽ��ʽ������ ��c����бʽ
ͼ3-1 ��ʽ����ṹ
��b)��бʽ����
��ͼ3-1(c)��ʾ����������������߳�һ���Ƕȣ�С��90°������ɡ״���ã���ɸ��ݻ��������岼��Ҫ���ŵ����λ�ã���б���������϶ˣ���������������
3.2.2 ��ʽ����
��ʽ��������ڻ���������װ�����൶���������Ŀ���װ�и��ֵ��ߣ�������������������ͼ3-2��ʾ����ʽ������ŵ��ǽṹ���գ������������ڵ��������ϴ�ij��ϣ�����ʵ�ֵ��ߵ�“Ԥѡ”������ʱ��̡�������һ�㶼��Ҫ������װ�ڻ����������ռ������ϴ����⣬����ͨ������£��������ߺ��������ߴ�ֱ����ˣ���������ͨ����е�ֽ��У��Ҷ�Ϊ����ȡ������е�ṹ�ȹ���ʽ���⸴�ӡ�
ͼ3-2 ��ʽ����ṹ
3.2.3 ֱ�ߵ���
��ͼ3-3��ʾ�������ڵ�����ֱ�����У��ṹ����ŵ����������ޣ�һ��8-12�ѣ������������س������괲Ҳ��ʹ�á�
ͼ3-3 ֱ�ߵ���ṹʾ��ͼ
С����ǵ��������������С�ͼӹ����ľ���ģ�黯�ص�ĵ��⣬������ʽVT10�ӹ����ģ��䵶������Ϊ10�ѣ�Ҫ��ṹ���ռ䲼�ֽ��ա���ˣ�����Ʋ���Բ��ʽ���⣬���������á�
3.3 �ӹ����ĵĵ��߸����ķ�����֤��ѡ��
�ӹ����ĵ��߸����������и������ỻ������������Զ�����װ�ã����д�������Զ�����װ���л�е�ֻ�������е�ֻ�����[3]
3.3.1 �������ỻ��
�������ỻ����һ�ֱȽϼĻ�����ʽ�����ֻ���������ͷ����һ��ת�����⣬����ͷ����ʽ����ʽ���֡�����ͷ��װ�����ᣬÿ��������װ��һ�ѵ��ߡ����ݹ����Ҫ��˳���Զ��ؽ�װ������Ҫ�ĵ�������ת������λ�ã�ʵ���Զ�������ͬʱ��ͨ�������������ڹ���λ�õ���������������ѿ���ת��ͷ��תλ�ɲ��ֻ�����ʵ�֣�ÿ��תλ�������ж������ѿ����ᴫ����ת��ͷ̧��ת��ͷ��λ��ת��ͷ��λѹ�������ᴫ�����½�ͨ��
���ֻ���װ�õ��ŵ�����ʡȥ���Զ��ɡ��С�ж����װ�����Լ����߰��˵�һϵ�еĸ��Ӷ������Ӷ������˻���ʱ�䣬������˻����Ŀɿ��ԡ��������ڿռ�λ�õ����ƣ�ʹ���Ჿ���ṹ������Ƶ�ʮ�ּ�̣����Ӱ��������ϵͳ�ĸնȡ�Ϊ�˱�֤����ĸնȣ���������������Ŀ������ʹ�ṹ�ߴ������ӡ�������Щ�ṹ�ϵ�ԭ��ת������ͷͨ��ֻ��Ӧ������٣�����Ҫ��̫�ߵĻ��������������괲��ϳ���ȣ���˱�����������á�
3.3.2 ��������Զ�����ϵͳ
��������Զ�����ϵͳ�����ŵ��ǣ��ӹ�����ֻ��һ���������նȽϺã���������ӹ����Ⱥ�Ч�ʣ�Ҫ����뻻���IJ����Ķ�������ȷЭ�������ߴ洢�������࣬�����ڼӹ����������������뿪�ӹ����������ܶ��Ҫ�ĸ��š�ȱ���ǣ��������̱Ƚϸ��ӡ����������л�е�ֻ�������е�ֻ�����[3]
��1����е�ֻ���
���л�е�ֻ����Ĺ����У�ʹ��һ����е�ֽ��ӹ��ñϵĵ��ߴ������аγ������ͬʱ����һ��е�ֽ��ڵ����д����ĵ��ߴӵ���γ���Ȼ�����߽���λ�ã���ɻ������̣���ͼ3-4��ʾ��
���û�е�ֽ��е��߽����ķ�ʽӦ�õ���Ϊ�㷺��������Ϊ��е�ֻ���ϵͳ�ڵ������á�����������λ�ü����������ϣ��кܴ������ԣ����ҿ��Լ��ٻ���ʱ�䡣����С����ʽ�ӹ����ģ��������Ҫ�ߣ����û�е�ֽ�Ϊ���ӣ�����Ƴɱ��ϸߣ���˲�����á�
ͼ3-4 ��е�ֻ���ϵͳ
��2����е�ֻ���
��е�ֻ���ʱ�������е��ߴ�ŷ���������ƽ�У����߷�������ɴﵽ��λ�á���ͼ3-5��ʾ������ʱ���������Ƶ������λ���Ϸ�����������Z���˶����������ߴӵ�����ȡ����Ȼ���д�������ת������λ�ã�����Z���˶������õ��ߴӵ�����ȡ���������߲������ᡣ�������Ƚ��ù��ĵ����ͻص��⣬Ȼ���ٴӵ�����ȡ���µ��ߣ�����������������ͬʱ���У���˻���ʱ���Գ������Կ�����5���ڵĻ���ʱ�䡣 ��ˣ����������Բ��á�
ͼ3-5 ��е�ֻ���ϵͳ
С����ǵ�С����ʽ�ӹ����ģ��������Ҫ�ߣ����û�е�ֽṹ��Ϊ���ӣ�����Ƴɱ��ϸߣ����ø������ỻ����Ӱ������ĸն���ռ�ÿռ�λ�ýϴ���ˣ�������е�ֻ�����ʽ��
3.4 ���ߵ�ѡ��ʽ������֤��ѡ��
������װ�õĵ���ѡ��ָ��ӵ����н�����Ҫ�ĵ���ת����ȡ��λ�ã���Ϊ�Զ�ѡ�����ڵ�����ѡ��ͨ�����õķ������������֡�[3]
3.4.1 ˳��ѡ��
���߰�Ԥ��������Ⱥ�˳����뵶��ĵ����У�ʹ��ʱ��˳��ת��ȡ��λ�á��ù��ĵ��߷Ż�ԭ���ĵ����ڣ�Ҳ�����ӹ�˳�������һ�������ڡ��÷�����Ҫ����ʶ��װ�ã���������Ҳ�ϼ������ɿ�����������ÿһ�ѵ����ڲ�ͬ�Ĺ����в����ظ�ʹ�ã�Ϊ������ӹ���Ҫ���ӹ�����ֻ�����ӵ��ߵ������͵������������ͽ����˵��ߺ͵���������ʡ����⣬װ��ʱ����ʮ�ֽ�����������߲���˳��װ�ڵ����У�����������صĺ����
3.4.2 ����ѡ��
���ַ������ݳ���ָ���Ҫ������ѡ������Ҫ�ĵ��ߣ������ڵ����в��ذ��չ����ļӹ�˳�����У����������š�ÿ�ѵ���(����)�����ϴ��룬 �Զ�����ʱ��������ת��ÿ�ѵ���(����)������“����ʶ��װ��”����ʶ�𡣵�������ʱ����ѡ��������������ʱ����������黹ԭλ����ˣ�����ѡ�߷�ʽ�������ϴ�ĵ�����Ӧ�ýϹ㷺��
����ѡ����Ե��߱��룬�Ա�ʶ�𡣱��뷽ʽ��Ҫ�����·�ʽ��
��1����������ĵ����ṹ���б��롣��2���Ե�����ÿ�����������߽��б��룬�������߷ŵ������������ϵĵ����С���3�����븽����ʽ�ɷ�Ϊ����Կ�ס����뿨Ƭ������˺ͱ����̵ȣ�����Ӧ�������DZ���Կ�ס���4���ǽӴ�ʽ����ʶ��װ�á�
3.4.3 ����PLC���ɱ�����������ʵ���������
���ڼ���������ķ�չ��������������ѡ�����ӹ������������˴�ͳ�ı��뻷��ʶ������������ѡ���뻻���ķ�ʽ�У������еĵ������������ϵĵ��������ֱ�ӽ���������������������ϻ������µ��ߺż����ص����ϵĵ��ߺţ�����PLC�ڲ���Ӧ�ش洢��Ԫ���䡣����������Ʒ�ʽ��Ҫ��PLC�ڲ�����һ��ģ�������ݱ����䳤�Ⱥͱ������õ������뵶��ı�ź͵��ߺ����Ӧ�����ַ�����Ҫ���������ѡ�����ӹ����ĴӶ����������ڵ���ʶ��װ�õ��ȶ��ԡ��ɿ�����������ѡ��ʧ���书�ܼ��ɿ�����Ȼ�Ϻã�������С�ͼӹ�������˵����ɱ��Ƚϸߡ���ˣ��������PLCʵ�����������
С���VT10�ӹ���������С�����ĵ���϶����˳��ѡ�߷�ʽ, ����Ҫ�Ե��߽��б���, �������Լ��ٳɱ������Ҳ����Ҫ����ʶ��װ�á�
3.5 ������
С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬������ʽ�ӹ����IJ���Ϊ��X���г� 400mm��Y���г�320mm, Z���г�400mm������������10�ѣ����ֱ��/�ڵ���90/125mm�� ��߳���240mm������ʱ��(T-T)<5�롣
ѡ��Բ��ʽ���⣬���������ã�����������档�ӹ����ĵ��Զ�����װ��ѡ���������Զ�����ϵͳ����е�ֻ��������ߵ�ѡ��ʽΪ˳��ѡ�߷�ʽ��[3] [6]
4 ���ߵļгַ�ʽ������֤��ѡ��
���ߵļг�Ҫ���У���е�ֵļгֲ���Ҫʮ�ֿɿ�����֤���ʵ��ļн���������ȷ�Ķ�λ�����á�����BT40�������۵Ķ�λҪ�гַ�ʽ����Ҫ�üп���ȷ��λ����ͼ4-2��צ�г���ʽ��ʾ��Ŀǰ���õļг���ʽ���б�ʽ�гֺͷ�����ʽ�г֡�[4]
��1�� ��צ�г���ʽ
�п��ڵ�צץ��ʱ���뵽���°벿�У��Լ������ڵ�����ʱ�п�һֱ���ڼ��У���ȷ��λ�����á���˶Լп�Ŀ��ȳߴ羫��Ҫ��ܸߡ��п���ȵijߴ���Ҫ�ɼ��Ŀ��������������̲����ַ�ʽ�ṹ��������������ʹ�õ�Ҫ�����ܱ�֤���̵�ǿ�ȡ�
��2����ʽ�г֣�����г֣�
�ҹ��϶������ͼ4-3��ʾ��ʽ���üӳַ�ʽ���нṹ��װ�з������ι̿ɿ��������ּгַ�ʽ������ȷ��λ�����á�
С����ǵ�BT40�����гַ�ʽ�����Ƽ���λҪ�����嵶��Ľṹ��ƺ;��óɱ������ѡ�õ��ߵļгַ�ʽΪ��צ�г֣���ͼ4-2��ʾ��
5 ��ת���֧����ʽ������֤��ѡ��
VT10�ӹ������������С�ͼӹ����ĵľ���ģ�黯�ص�ĵ��⣬��ת�ᴹֱ���ã���ʽ����̶����������ϣ��ڻ�ת����������֮�䣬��Ҫ�л�ת������ӣ��е���Ļ�ת֧�г��ܵĵ�������������60kg���������ͻ�е���ϴ�ľ����������������㸲���ء�[7]
����������ִ������й㷺Ӧ�õ�֧�Ų���������������ҪԪ����Ĺ����Ӵ���֧��ת������ģ�һ������Ȧ����Ȧ��������ͱ��ּܵ��IJ�����ɣ�����ά���㡢Ħ������С�����������١������ܺá������ɿ����ŵ㡣���õĹ������������Բ������С��ǽӴ�����С������еȡ�
Բ������п��Գ��ܴ�ľ����غɺ������غɣ�����Ȧ�ɷ��룬��װʱ�ɵ�����е���϶������Բ�������ֻ�ܴ��ݵ��������غɣ���ˣ�Ϊ�����෴����������غɾ���Ҫ��һ����֮�Գư�װ��Բ������С�
�ǽӴ�����п���ͬʱ���ܾ����غɺ������غɣ�Ҳ���Ե������������غɣ����ڽϸ�ת�����������������������������Ӵ����������ߡ�������һ�����ֻ�ܳ��ܵ���������������һ��ɶ�ʹ�á�
��������Ҫ���ܾ����غɣ�Ҳ��ͬʱ���ܾ����غɺ������غɣ���������ܾ����غ�ʱ���Ӵ���Ϊ�㣻�������о��нϴ�ľ�����϶ʱ�����нǽӴ���е����ܣ��ɳ��ܽϴ�������غɡ�����������ߴ����ԵĹ�����У���;�㷺�������ڸ�ת����������ת�ٵ����У����ҷdz����ã����辭��ά�����������Ħ��ϵ��С������ת�ٸߣ� �ṹ������ɱ��ͣ��״ﵽ�ϸ����쾫�ȡ�
С�������У���������غ���Ҫ���Ե��ߵ������������غ���Ҫ���Ե��̵���ת�����ǵ����ת�١����÷����Եȷ�������أ����ѡ�ýǽӴ�����С�
6 ����װ�õ�ѡ��
����װ�����ṩ���������ݶ�����װ�ã�����������ɣ����������͵����ѡ��
6.1���������ķ�����֤��ѡ��
��VT10�ӹ����ĵĵ�����, ʵ�ʼӹ���Ҫ����Ҫ��װ10�ѵ���, ��10�ѵ���ȫ����װ��һ��������, ��������Ҫһ����Ъ�ֶȻ���������������ʵ�ּ�Ъ�ֶ��˶��Ļ����ܶ�, ����ֻ���������ȫ���ֻ������ֻ����ȵȡ�[8]
1�� ���ֻ���
���ֻ����ɾ��о���۵IJ���2������Բ��A�IJ���1�ͻ�����ɣ���ͼ6-1��ʾ�����̺Ͳ����϶�����ֹ���������ϵİ�Բ���������ϵ�Բ�������������á�����1������ת��ʱ����ʹ����2��ʱתʱͣ�ļ�Ъ�˶�������1�ϵ�Բ��A��δ�������2�ľ����ʱ�����ڲ���2���ڰ���ס��β������1����Բ����ס���ʲ���2��ֹ������ͼ����ʾλ���ǵ�Բ��A��ʼ�������2�ľ����ʱ���������ʱ��ס�����ɿ�����˲���2��Բ��A��ʹ����ʱ ��ת������Բ��A��ʼ�ѳ����ֵľ����ʱ�����ֵ���һ�ڰ���ס���ֱ�����1����Բ����ס����ʹ����2�־�ֹ������ֱ��Բ��A�ٽ������2����һ�����ʱ���������ظ��������˶�ѭ����Ϊ�˷�ֹ�����ڹ���������λ�÷���ƫ�ƣ���������ס��֮��Ҳ���Բ�������ר�ŵĶ�λװ�á�
���ֻ�������ȱ�㣺�ṹ���������ס������ɿ�����еЧ�ʸߣ���ƽ�ȵء���Ъ�ؽ���תλ��������˶������н��ٶ��б仯 �����ʺϸ����˶����ϡ�
2�� ����ȫ���ֻ���
��ͼ6-2��ʾΪ����ȫ���ֻ��������ֻ�����������Ϊֻ��һ���ݻ��ݵIJ���ȫ���֣��Ӷ����������ݺʹ���ס���ĺ�ݱ˴�������ɡ��������ֵ��гݲ�������ʱ���Ӷ��־�ת�����������ֵ���Բ����������ʱ���Ӷ���ֹͣ���������������������ת��ʱ���Ӷ��ֻ��ʱתʱͣ�ļ�Ъ�˶���
����ȫ���ֻ�������ȱ�㣺�ṹ���������ס������ɿ����Ӷ����˶�ʱ��;�ֹʱ��ı������ڽϴ�Χ�ڱ仯�����Ӷ����ڿ�ʼ������������������ʱ�нϴ�������һ��ֻ���ڵ��١����س��ϡ�
3�� �ּ�Ъ�˶�����
�ּ�Ъ�˶�����ͨ����������ʽ
��1����ͼ6-3��ʾ��Բ�����ּ�Ъ�˶��������ֳ�Բ���Σ����Ӿ��ȷֲ���ת�̵Ķ��档����������ת�����ĵľ������R2�����ֻ���ʵ������һ���ڸ˳��ȵ���R2��ֻ���Ƴ̺�Զ��ֹ�ǵİڶ��Ӷ���Բ���ֻ�����
��2����ͼ6-4��ʾ���ϸ����ּ�Ъ�˶�����������״��ͬԲ�����ϸ�һ�������Ӿ��ȷֲ���ת�̵�Բ�����ϣ��������ֵijݡ������ּ�Ъ�˶���������ͨ����������ת�̵����ľ��������������ֽӴ����ļ�϶�Բ���ĥ��
�ּ�Ъ�˶���������ȱ�㣺��ת�ɿ�������ƽ�ȡ�ת�̿���ʵ���κ��˶����ɣ��������øı����Ƴ��˶������õ�����Ҫ��ת��ת����ͣЪʱ��ı�ֵ�����ּӹ��ϸ��ӡ���װ����Ҫ���ϸ��ּ�Ъ�˶����������ڴ��ݽ������ķֶ��˶�����Ҫ��Ъתλ�Ļ�еװ���С�
С����ֻ������г��С������ƽ���Խϸߣ���еЧ�ʸߣ������ڽϸ�ת���¹��������нṹ����������ŵ㣬��Ŀǰ������Բ��ʽ����ļӹ����Ļ����Ϻܶ���ò��ֻ�������������ķֶȻ�ת�˶���
6.2 ����Ԫ���ķ�����֤��ѡ��
����Ƶ�����Ԫ���Ǹ��ݿ����źţ�ȷ��ʵʱ������źŵļ�⡢�任�ʹ��ݣ���ˣ���Ҫѡ������͵綯���� ��Ҫ���ǿ�����Ӧ���߾��ȡ��������Ⱥ߿ɿ��ԣ����������ҪС��[6]��������Ҫ��Բ��ʽ����Ļ�ת������ʽͨ�������֣�һ�������ŷ����ͨ������װ�ý�����������һ���Dz��õ��ٵ綯��ͨ�������ϲ��ֻ�������������ǰ�߽ṹ����ת�ٶȿ죬��λȷ��������ѡ�����ŷ�������������Ƹ��ӣ�����ɱ��ߡ����߲��û�е��ʽ�ֶȶ�λ���ɿ��Ըߣ���Ȼ��λ���Ƚ�ǰ�ߵͣ�����ȫ�ܹ�����ӹ����Ļ�����Ҫ��ѡ�õ��ٵ綯�����������Ƽ�����ɱ���ǰ�ߵ͡���ˣ�ѡ�õ��ٵ綯��������ͨ�����ֻ���ʵ�֡�
6.3 ������
�����������ڿ���ϵͳ����ƹ�����Ҫ�ۺϿ��ǿ���Ҫ�ɱ��ȶ������أ�Բ��ʽ����ļӹ����Ļ����ϲ��ò��ֻ�������������ķֶȻ�ת�˶�������Ԫ��ѡ�õ��ٵ綯����
7 ������ϵ�ѡ��
�ӹ����ĵ����㲿���ڹ���ʱ���ܵ����С�Ťת�����������ã���������ͬʱ���ã��乤���¶ȶ���—50��~150��֮�䣬ͬʱ�ܵ�������ˮ�֡����ͼ��������ʵĸ�ʴ���á�������ϵ�ѡ��ֱ��Ӱ�쵽�ӹ����ĵ�����㲿���������ǿ�Ⱥ����ɿ��ԣ����Ե�����ϵ�ѡ��Ҫ��ֿ����㲿��������Ҫ���ʵ�ʹ���״̬�ȡ�������У������ѡ�������Ԫ������ʽ���⡢�гֵĵ�צ����ת�ᡢ���ֻ����������ֵȣ���������С��������Ȳ��ù��ұ���
7.1 ��ʽ����IJ��ϵ�ѡ��
�������Ǽ۸���ˡ�Ӧ����㷺���������ϡ���������һ����ǿ�Ⱥ����õļ����ԣ��û������������ܵ����ʱ������Ч�����ջ�����������ͬʱ�����������õ������Ⱥ��������ܡ��������������ã��������ʺ��������ʽ�С���������ײ������ѣ���Ч�ر�֤�˵����ǿ�ȡ�[5]
��ˣ���ʽ�������Q235A���졣
7.2�гֵĵ�צ�IJ��ϵ�ѡ��
�гֵĵ�צ�������гֵ����ģ�Ҫ������Ͼ��нϺõ���ĥ�ԣ��нϺõ�ǿ�Ⱥ����ԣ�����ʹ�ü���������ʱ���ܶԵ�����ɾ�ĥ�𡣲��ϵ�ѡ�����������͡�����һ�����ý������ϣ���HT100�������������ø߷��Ӳ��ϣ�����������ͳ�ĵ�צ�����ý������ϣ���ӹ����ϳɱ��ϸߣ���е�ӹ������ӣ��ɱ��ϸߡ������˵ĸ߷��Ӳ���——���������в����ᣬ���ܺã����������ŵ㣬�������ע�ܳ��ͣ������ٻ��ӹ�����Լ�ɱ���[5]
��ˣ��гֵ�צ�IJ���ѡ��������
7.3 ��ת��IJ��ϵ�ѡ��
45����ǿ�Ƚϸߵ�һ�ֺϽ�֣�����������ij��ò��ϣ����۸���ˣ������������ʴ�����ɵõ��Ϻõ��������ܣ������ܻ�ýϸߵ�ǿ�Ⱥ����ԣ��ۺϻ�е�������á�
40Cr���и��õ���ѧ���ܺ��ȴ������ܣ�����Ӧ���������н�С���Ҽ۸�Ϲ����Ե��غɽϴ�Ҫ������������Ρ��ߴ�����������ᾱ����ĥ�Ի�ת���Ҫ��ϸ�ʱ��������ֲ��ϡ�
�ۺ���ѧ���ܼ������ɱ��Ŀ��ǣ���ˣ��˲���45�����졣[5]
7.4 ���ֻ����IJ��ϵ�ѡ��
���ֻ���ת�ٲ��ߣ��غɲ�����ʱ�����һ���ij���������װ�侫��Ҫ��ϸߣ����ѡ����̼�����죬Ϊ����ߴ��ԣ�Ҳ��ѡ����̼�Ͻ�֡���ˣ��ڱ�����У�ѡ��45��������ֻ��������ú������ȴ������գ��Ա�֤��ǿ�Ⱥ���ĥ�ԡ�[5]
7.5 �����ֵIJ��ϵ�ѡ��
��������״�����ؼ��ͣ���ĥ��ͱ���Ҫ�ߣ���Щ���ͨ��ֻ��ӹ������ӣ����ѡ�øְ�Q235���죬����ɱ��ϵ͡�[5]
8 ��ȫ����
ÿ̨���ػ���������һ��ʱ���ijЩԪ�������е�����������һЩ��������������ָ߾��ȡ���Ч�����ְ�����豸������ӳ�Ԫ�������������㲿����ĥ�����ڣ�Ԥ�����ֹ��ϣ��ر��ǽ������¹������� ��ѿ״̬���Ӷ�������ջ�����ƽ�����Ϲ���ʱ���ʹ��������һ����Ҫ�ķ�����Ҫ����ϵͳά������һ������Ҫ�а�ȫ����ϵͳ��
(1)ϵͳά��
���ع���̨�������ӣ����н���м�����ۡ��۳������뵶��ϵͳ�У��������˵��ߣ�Ӱ�쵶�ߵľ��ȣ��Ӷ�Ӱ������ӹ����ȡ��÷����ֽ������ܷ⣬�ɱ�֤�����ڲ��Ļ�����ʱ�䱣�ֲ��䡣
(2)��ȫ����ϵͳ
��������뵶�ⷢ����ײ������Բ�̡����ߡ���ת��Ƚ��ܵ���Ϊ��ֹ��������������������̶���һ�������ϣ���������ײʱ����ײǿ�ȳ����̶������Բ������ǿ�ȣ�Բ�������ѣ��������彫��������תһ���ĽǶȣ��Ӷ���ֹ�����������
��֤���
VT10ģ�黯�ӹ����ĵ�������Ϊ10�ѣ�������ʽ�ṹ�������ΪHT150�����ڵ�������С����������յ����뵶���̶���Ӧ��ʽ��ѡ���������Զ�����ϵͳ����е�ֻ�����������ֱ��ʵ�֣����������ã�����������档���ߵ�ѡ��ʽΪ˳��ѡ�߷�ʽ��BT40�����гַ�ʽΪ��צ�г֣���צ�IJ���Ϊ��������ת����������У���ת�����45�����졣
Բ��ʽ������þ��м���װ�õĵ��ٵ綯��������ͨ������45�ֵIJ��ֻ���ʵ�֣�ʵ�ֵ��̵�ת�����ڲ���ת���ϰ�װ�и�Ӧ�飬����ת����תһȦ��Ҳ���ǵ���תһ����λ���ӽ����ز���һ�θ�Ӧ�źţ�PLC���ݽ��ܵ��źŽ��м�����ʵ�ֵ��λֹͣ�����̵�ȷ��λ���綯��ɲ��ʵ�֡�
�����
[1] ɳ�� �ȱ���.�ӹ����Ľṹ��������ά��.��������е��ҵ������,2003.8
[2] �Ļ��˱�.���ػ���ϵͳ���.��������ѧ��ҵ�����磬2005
[3] �����.���ؼӹ��������.��������ѧ��ҵ������
[4] �������.���ػ����ṹ��Ӧ��.��������е��ҵ�����磬2006.3
[5] ����У��.���̲���.�������廪��ѧ�����磬2001.1
[6] ���ڲű�.���紫�������.���������ӹ�ҵ������,2011.6
[7] ��������.��е���.�������廪��ѧ�����磬2006.5
[8] �������.��еԭ��.�������ߵȽ��������磬2006.5
[9] �����D����.ר�û����豸���.���죺�����ѧ�����磬2003.7
[10] ͼ���������ϣ����������Դ
[11] ��������ֲ�.��������е��ҵ������
Ŀ ��
1 ������� 1
2 ����� 1
3 ����ṹ�ķ�����֤��ѡ�� 2
3.1 ����Ļ���Ҫ������� 2
3.2 ����ṹ���͵�ѡ�� 3
3.3 �ӹ����ĵĵ��߸����ķ�����֤��ѡ�� 4
3.4 ���ߵ�ѡ��ʽ������֤��ѡ�� 6
3.5 ������ 7
4 ���ߵļгַ�ʽ������֤��ѡ�� 7
5 ��ת���֧����ʽ������֤��ѡ�� 8
6 ����װ�õ�ѡ�� 9
6.1���������ķ�����֤��ѡ�� 9
6.2 ����Ԫ���ķ�����֤��ѡ�� 10
6.3 ������ 11
7 ������ϵ�ѡ�� 11
7.1 ��ʽ����IJ��ϵ�ѡ�� 11
7.2�гֵĵ�צ�IJ��ϵ�ѡ�� 11
7.3 ��ת��IJ��ϵ�ѡ�� 12
7.4 ���ֻ����IJ��ϵ�ѡ�� 12
7.5 �����ֵIJ��ϵ�ѡ�� 12
8 ��ȫ���� 12
��֤��� 13
����� 14