

苏ICP备112451047180号-6
基于EM数据挖掘软件的分析与运用设计
摘要
本论文是基于Fanuc0i数控系统的数控加工中心刀库PMC的运行与调试,设计加工中心刀库PMC自动换刀控制程序过程,以及如何使用Fanuc LADDER III软件,绘制刀库的PMC梯形图和数控机床的调试以达到加工中心刀库PMC实现自动换刀控制。
关键词:刀库PMC; Fanuc LADDER III软件;数控机床
Abstract
This paper is running and debugging of NC machining center of Fanuc0i CNC system based on PMC.control program of automatic tool change knife PMC machining center design, and how to use the Fanuc LADDER III software, debugging tool PMC ladder diagram drawing and CNC machine tools in order to achieve with the PMC center knife storehouse for automatic tool change control.
Keywords: PMC; Fanuc LADDER III; numerical control machine tool
目录
摘要 2
Abstract 3
目录 4
第一章 绪论 5
1.1本毕业设计的背景 5
1.2课题设计的任务及要求 5
第二章 加工中心刀库PMC控制电气原理图设计 6
2.1 加工中心刀库的选用 6
2.2 电气原理图的设计 6
2.2.1 主电路原理图 6
2.2.2 控制电路原理图 7
第三章 LADDER-Ⅲ软件PMC编制 8
3.1 LADDER-Ⅲ软件使用前的准备 8
3.1.1 新建一个PMC程序 8
3.1.2 传输形式的确定 9
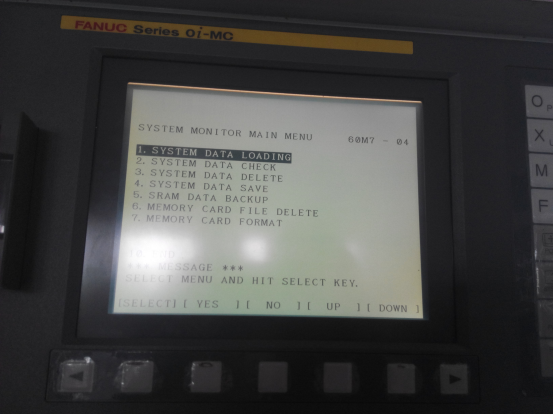
3.1.3 PMC程序装载方式的确定 10
3.1.4 PMC传输程序的确定 10
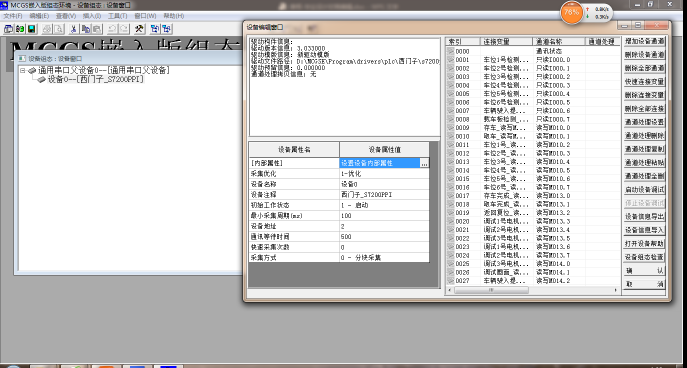
3.1.5 通信协议的设定 10
3.1.6 选择内容的确定 11
3.2 LADDER-Ⅲ 软件绘制刀库的PMC梯形图 12
第四章 加工中心刀库PMC梯形图的编制 14
4.1刀库PMC梯形图I/O地址分配表 14
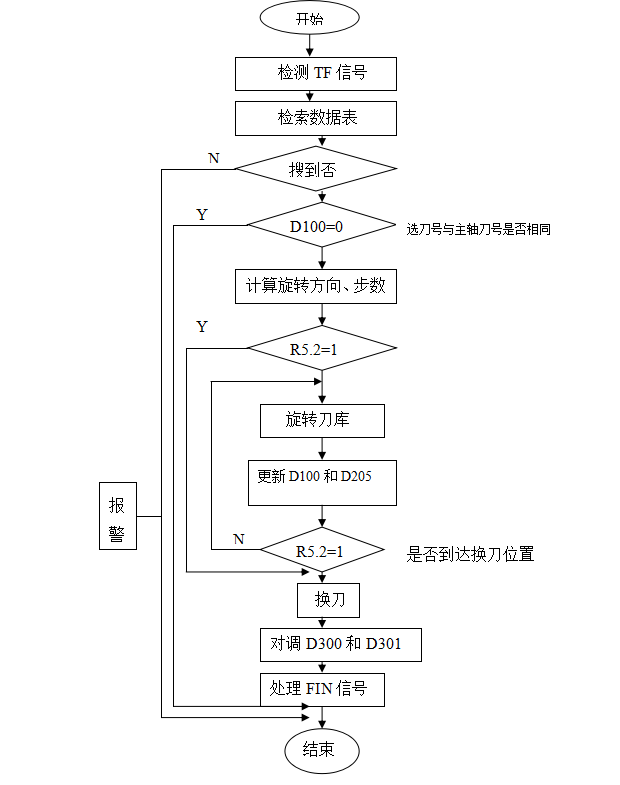
4.2 加工中心随即换刀程序流程图 14
4.3 加工中心自动换刀装置的PMC控制要求 16
4.3.1 圆盘刀库的PMC控制过程中的要求 16
4.3.2 凸轮机械手装置的PMC控制过程中的要求 16
4.4 加工中心随机换刀控制程序梯形图编制 18
第五章 加工中心刀库PMC梯形图调试 22
5.1 梯形图的导入 22
5.2 PMC梯形图的运行 22
5.3 刀库换刀故障的排查 25
总结 26
致谢 27
参考文献 28
第一章 绪论
1.1 本毕业设计的背景
在现代化时代中,传统的机械制造已经无法满足人们的需要。21世纪,一个发展的时代,人们的需求量、工业的建设、军事企业和重大装备制造业的需求量越来越大,传统的工业制造已经供不应求,急需大批量的、更快捷的、自动化的机械来代替传统的工业生产,以满足人们的日常需求以及各行业和大型企业的需求。也急需大量懂得这方面的机械操作、研究与开发人才。然而懂得这方面的知识,以及对这方面有深厚造诣的人又是少之又少。
本次毕业论文是设计基于Fanuc0i数控系统的数控加工中心刀库PMC的运行与调试及使用Fanuc0i LADDER III软件绘制刀库梯形图,从而实现加工中心刀库PMC自动换刀的控制。
1.2 课题设计的任务及要求
本次毕业设计论文是在Fanuc0i数控系统的基础上,对数控加工中心刀库PMC的运行与调试作介绍;以及如何使用Fanuc0i LADDER III软件。如何利用Fanuc0i LADDER III软件绘制刀库梯形图和如何修改PMC程序。
主要内容如下:
1. 熟悉Fanuc 0i数控系统,了解加工中心刀库的工作结构和原理以及建立PMC I/O表。
2. 熟悉使用Fanuc LADDER III软件,使用该软件绘制刀库的PMC梯形图。
3. 学会数控机床的调试和PMC程序的修改。
第二章 加工中心刀库PMC控制电气原理图设计
2.1 加工中心刀库的选用
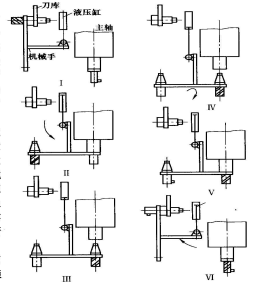
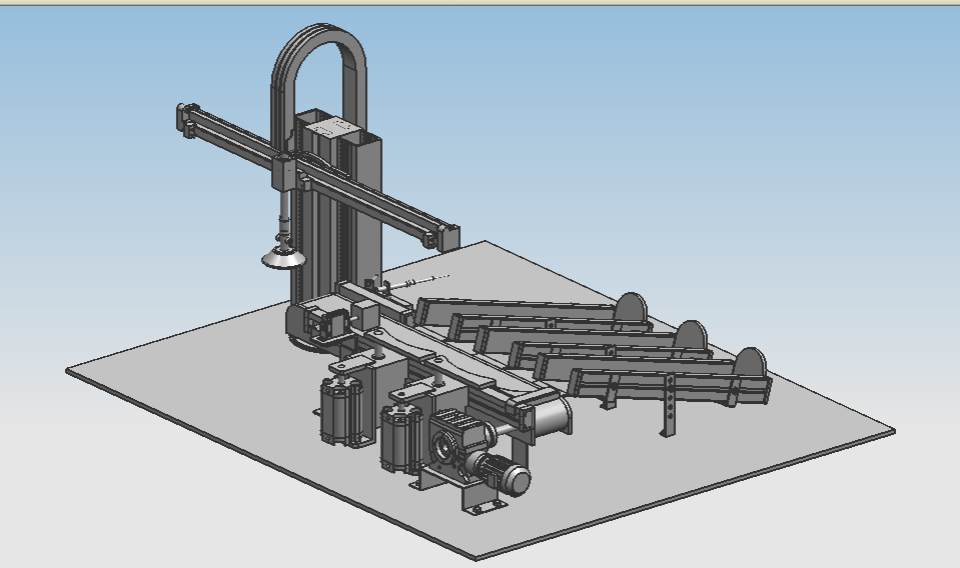
本次毕业设计的加工中心采用圆盘刀库(刀库刀具为24把刀),因为圆盘刀库的刀具布局占较大空间,一般置于机床立柱上端,其换刀时间较短,使整个换刀装置较简单。其自动换刀装置由圆盘式刀库、凸轮机械手装置和机械手组成。
2.2 电气原理图的设计
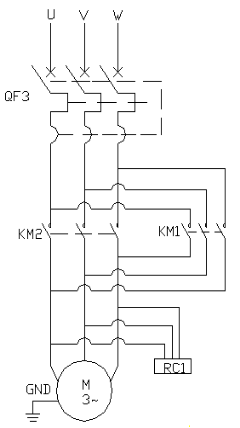
2.2.1 主电路原理图
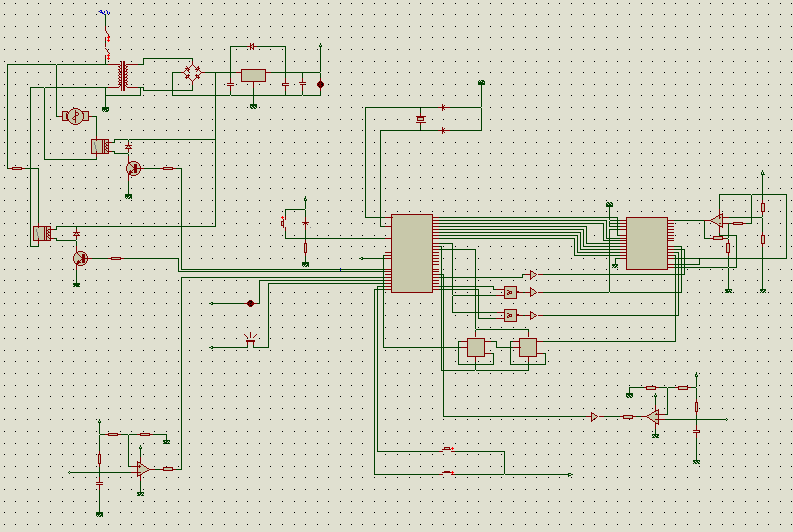
图2-1所示,其中QF3是空气开关,为刀库电机的主电路的总电源。KM1、KM2是两个交流接触器,当KM1接通时刀库电动机反转,当KM2接通时刀架电机正转;RC1为阻容吸收器,当刀库电动机断电后,能吸收电动机中的能量,以避免产生过电压而损坏器件。
[2] 王北平,徐良雄,陈泽宇.数控机床电气控制与联调[M].武汉:华中科技大学出版社,2012.9
[3] 曹智军,肖龙.数控PMC编程与调试[M].北京:清华大学出版社,2010.8
参考文献
[1] 刘永久.数控机床故障诊断与维修技术(FANUC系统)第2版[M].北京:机械工业出版社,2009.6[2] 王北平,徐良雄,陈泽宇.数控机床电气控制与联调[M].武汉:华中科技大学出版社,2012.9
[3] 曹智军,肖龙.数控PMC编程与调试[M].北京:清华大学出版社,2010.8