


苏ICP备112451047180号-6
基于三菱PLC的断路器箱上盖封装工序的电气控制设计
一、选题简介、意义
上盖封装是不少包装中、大型设备常用到的工序之一,不仅减少包装时间,同时满足各种运输条件,并能保证箱内产品完好无损。
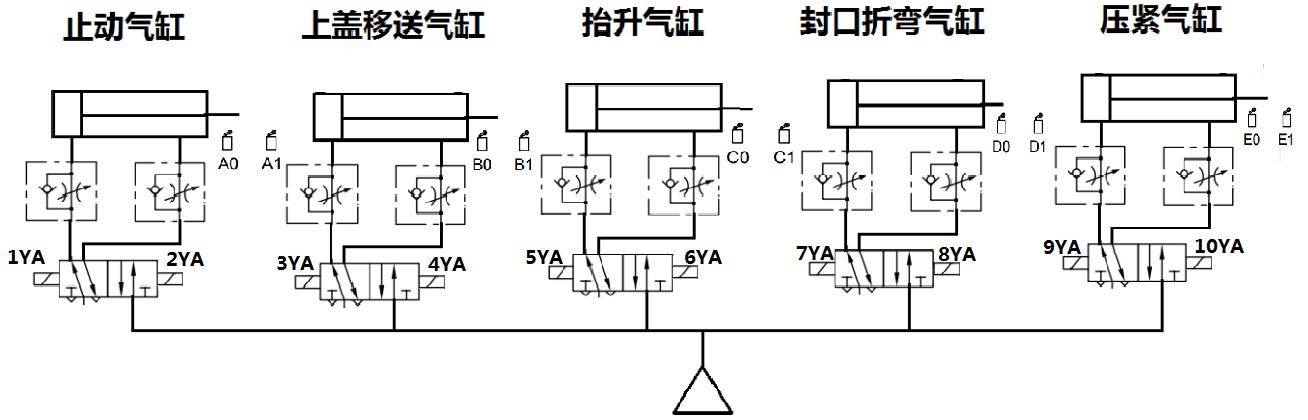
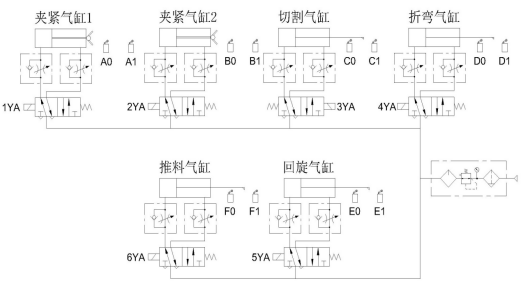
本次论述的断路器箱上盖封装工序,它采用继电器控制和PLC控制两种方式,由于该封装使用到多组气缸,在气缸选用方面考虑选择以电控气的带阀气缸,气路方面通过控制电磁阀得失电,将输出气压直接控制气缸伸缩,电路方面由继电器控制,PLC采用顺序控制,共同配合完成整个封装工序。
断路器箱上盖封装这一工艺是企业销售产品前必不可少的环节,它直接影响企业效益和环保的理念。由此可见,高效率的自动化包装生产线也是目前企业和全社会的要求,提高企业自动化水平,增强企业核心竞争力,是企业发展的一大趋势。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
该课题研究对象是框架式断路器箱上封盖的包装工序,以研究符合包装工序和企业要求为目的的先进控制方法为目的。目前以人工包装或机械包装为主要手段的老套包装技术,不但效率低,破损率高,而且包装水平参差不齐,严重影响到企业的发展。
在调查了解行业的现状和未来的发展前景的基础下,结合目前专业知识和指导老师的帮助下,根据包装工序的要求,以自动化生产为前提,为企业带来好的经济效益。
人工/机械包装箱上封盖,人为干预较多,会出现封盖受力不均,导致箱盖脱落,大量的返工和重复的劳动力,以及包装不当产生的破损箱,不但影响企业效益,也与环保的概念差之千里。
采用电气控制,结合气路原理,既能减少包装时间,减低人员劳动强度,也能精确地规范箱上封盖的要求,根据工序要求做出相应动作,减少包装破损度,从而达到环保的目的。
目 录
第一章 绪论 1
1.1 课题背景及研究的意义 1
1.2 课题主要研究的内容 1
第二章 断路器箱上盖封装的气动部分 2
2.1 断路器箱上盖封装的气动系统综述2
2.1.1气动执行元件 3
2.1.2 气动控制元件 6
2.1.3 气动辅助元件 6
2.2断路器箱上盖封装的气动系统实现的功能 7
第三章 断路器箱上盖封装的电气控制电路的设计 8
3.1电气部分系统综述 8
3.2 继电接触器系统控制 8
3.2.1 硬件部分8
3.2.2 电气原理图 9
第四章 断路器箱上盖封装的PLC控制部分 13
4.1 PLC选型 13
4.2 PLC的基本结构以及工作过程 13
4.3 PLC硬件部分 15
4.4 梯形图程序的设计 17
总结与期望 21
参考文献 23
第一章 绪论
1.1 课题背景以及研究的意义
跟随着时代的飞速发展,工业技术也相应开始迅猛发展。更多的产品也越来越快地进入市场,工艺环节也相对更加环保且具有更高的效率。在调查了解行业的现状和未来的发展前景的基础下,越来越多的企业选择了上盖封装的包装技术,从而淘汰了以人工包装或机械包装为主要手段的老套包装技术,不但效率低,破损率高,而且包装水平参差不齐,人为干预较多,会出现封盖受力不均,导致箱盖脱落,大量的返工和重复的劳动力,以及包装不当产生的破损箱,不但影响企业效益,也与环保的概念差之千里。严重影响到企业的发展,结合目前专业知识和指导老师的帮助下,根据包装工序的要求,由此可见,高效率的自动化包装生产线也是目前企业和全社会的要求,提高企业自动化水平,增强企业核心竞争力,是企业发展的一大趋势。
本课题就是对现有的断路器箱上盖封装所进行的改造项目的一个组成部分,采用了继电器控制和PLC控制,再结合气路原理,气路方面通过控制电磁阀得失电,将输出气压直接控制气缸伸缩,电路方面由继电器控制,PLC采用顺序控制,共同配合完成整个封装工序。既能减少包装时间,减低人员劳动强度,也能精确地规范断路器箱上盖封装这一工艺的要求,根据工序要求做出相应动作,减少包装破损度,从而达到环保的目的。
1.2 课题主要研究的内容
此次课题主要研究的是对象是框架式断路器箱上封盖的包装工序,以研究符合包装工序和企业要求为目的的先进控制方法为目的。其主要涉及到4个领域的部分:
① 气动结构部分的策划:具体包括气动执行元件和气动辅助元件的选择。
② 气动上盖封装工艺的过程策划 :气动执行的动作流程和等待的时间以及所需要实现的控制要求。
③ 电气控制原理的策划:采用继电器接触控制使上盖封装这一包装过程实现自动的控制和手动的控制。
④ PLC程序控制的策划:对PLC程序控制原理来完成气动执行元件的自动控制流程。
总结与展望
此类有关断路器箱上盖封装改造的技术方案的研究让我获益匪浅,不仅学到了许多书本上学不到的东西,而且还使我对做事情有了更深一步的理解,一定要认认真真,一步一个脚印的走下去才能得到想要的结果。有关此次课题所学到的内容:
(1)本文完成的主要工作
本人在基于的PLC控制程序的开发中完成了以下工作:
以断路器箱上盖封装为典型对象,深入了解了电气自动控制技术的基本原理、方法和应用,并重点分析了该断路器箱上盖封装的电气控制电路,熟悉了被控对象的工作原理。比较系统地学习了PLC的工作原理、特点及控制系统的设计方法,利用三菱PLC完成了PLC控制程序的开发以代替原继电器--接触器控制方式。
(2)程序设计体会:
PLC编程中最常用到的是3个元素:线圈、触点和时间继电器(定时器)。
①线圈。一般,电气控制原理都比较复杂,各部分之间的相互关系错综复杂,要想理顺整个控制过程和动作顺序相当麻烦。而线圈(无论是继电器还是接触器)在梯形图中只能出现一次,所以设计程序时要抓住它。当决定了它出现在梯形图的哪一个网络后,针对这个特定线圈的所有依属关系都要出现在这个网络内。这时只要将电气原理图中相应的触点从和连接线引入这个网络即可。
② 将控制原理图中的按钮开关变换为输入触点。中间继电器或接触器的辅助触头变换为输出或寄存器等,相应的连线在PLC梯形图中对应连接好。
③ 合理且巧妙地使用定时器。在本次断路器箱上盖封装的PLC控制梯形图设计中就恰到好处地使用它来实现或取代了一些功能,其简捷、准确的控制功能是其他控制方式所难以比拟的。
(3)通过对此项目的设计研究,我的收获很大:
①我对断路器箱上盖封装,特别是断路器箱上盖封装有了深刻的了解,
对断路器箱上盖封装的工作原理、组成结构、电气控制等方面的知识进行了全面的学习。
②系统地学习了PLC的相关知识。阅读了大量有关PLC的书刊及相关技术资料,为今后从事控制系统设计工作奠定了基础。
③训练了综合运用知识的能力,锻炼了实践操作能力。
总之,有了这次的设计改造经验,我今后的学习与工作发展就有了一个新的起点。
展望
本文通过继电-接触器系统和PLC控制气动部分完成断路器的上盖封装工序,是断路器自动化包装工艺的关键环节,可有效降低人工/机械包装箱上封盖过程中人为干预因素带来的种种弊端,提升产品外观质量和企业自动化水平,具体体现在:
(1)有效降低人员的劳动强度,压缩了人工/机械包装过程中的用工数量,从而节约企业人力资源成本;
(2)降低了人工/机械包装过程中,包装质量参差不齐、返工率高带来的重复劳动和资源浪费,节约了企业质量成本;
(3)PLC控制系统具有可靠性高、程序设计方便灵活、抗干扰能力强、运行稳定等诸多优点,是产品自动化包装/封装行业的首选,上盖封装作为自动化包装工艺的重要工序,本文设计的断路器上盖封装工序可与断路器包装的其它工序实现接口统一,利于形成整体的断路器封装线;
(4)除断路器外,其它电力元件的封装,可借鉴本文设计的断路器上盖封装工序,形成智能化包装生产线,实现高速、优质、低耗和安全生产。
参考文献
[1]郭琼主编. PLC应用技术第二版. 北京:机械工业出版社,2014年
[2] 王淑英主编.电器控制与PLC控制技术.北京:机械工业出版社,2005年
[3] 廖常初主编.可编程序控制器的编程方法与工程应用. 重庆:重庆大学出版社,2001年
[4] 李建新主编.可编程序控制器应用技术. 北京:机械工业出版社,2004年
[5] 白柳、于军主编.液压与气压传动,北京,机械工业出版社,2009年
[6] 张晓娟主编. 工厂电气控制设备. 北京:电子工业出版社,2012年
[7] Mitsubishi Electric Corporation. FX2N系列微型可编程控制器使用手册,1999年
[8] Mitsubishi Electric Corporation. 三菱微型可编程控制器 FX2N系列编程手册,1999年
[9] 李道霖.电气控制与PLC原理及应用.北京:电子工业出版社,2009
[10] 高勤.电器及PLC控制技术.北京:北京高等教育出版社,2002
[11] 罗伟.PLC与电气控制.北京:中国电力出版社,2009