


苏ICP备112451047180号-6
基于PLC的线材弯制工序电气控制设计
一、选题简介、意义
随着社会经济的高速发展,以及德国制造业工业4.0浪潮的影响,中国也正在将传统的制造行业也是正在朝着自动化、智能化的方向转型升级,本次论文选取了现实生产中常见的线材折弯设备。
本课题在线材折弯机的设计上,针对线材折弯以气压为主要动力完成自动化生产工作的要求,采用了继电-接触器系统和PLC控制与气动机械配合完成自动化工作过程。
继电器控制是自动化专业学生的一门基础课程,对学生掌握逻辑控制有着非常大的帮助,而PLC控制是自动化专业学生的一门核心课程,相比继电器系统具有体积小、可靠性高、编程简单等众多优点,是衡量自动化学生学业能力的最重要的课程。
选用PLC作为控制系统主要考虑到它操作灵活方便,能够实现启动与暂停,其中的常开和常闭触点可以灵活使用,并且通过端子排控制继电器系统。
本课题的完成将会使线材折弯机的操作模式更加自动化、可控化,同时也更加安全可靠,作为大学三年学习成果的展示。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
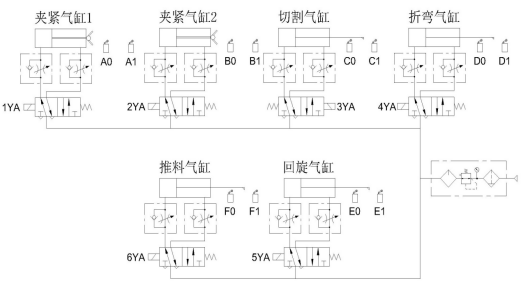
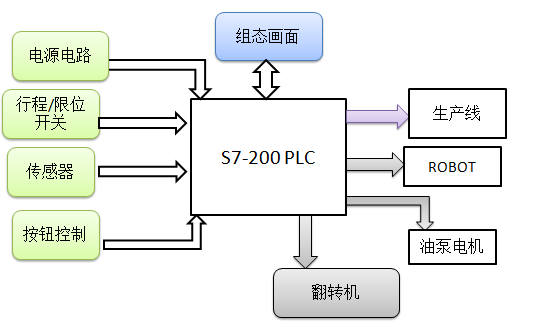
本课题研究线材弯制工序的电气控制,通过对PLC编写程序来控制气缸协同动作,完成线材弯制。
(一)拟解决的主要问题:
(1)气缸的整个动作流程分析
(2)气缸的选型
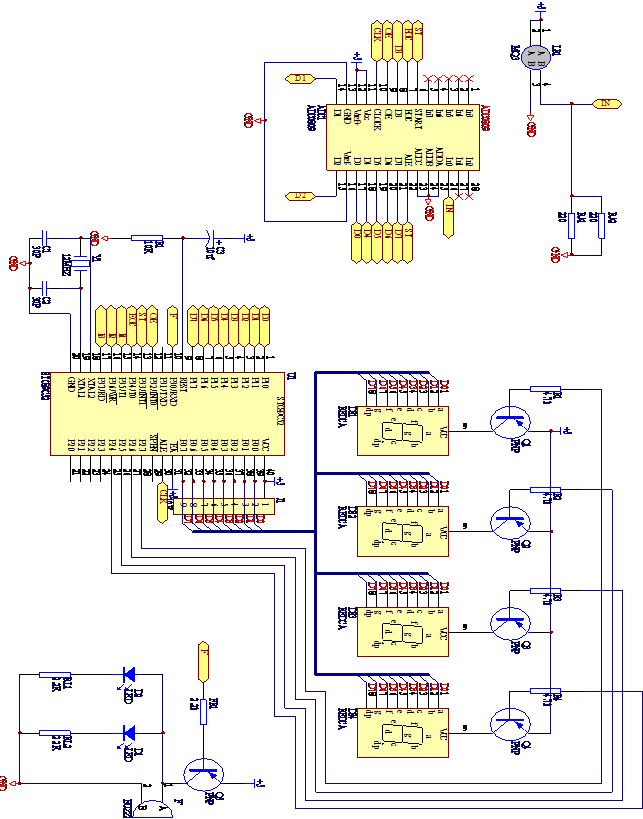
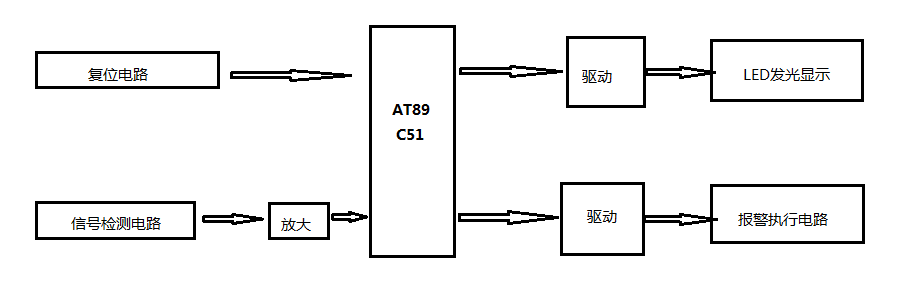
(3)继电器控制的硬件结构和程序设计
(4)PLC系统的硬件结构和软件设计
(二)预期目标:
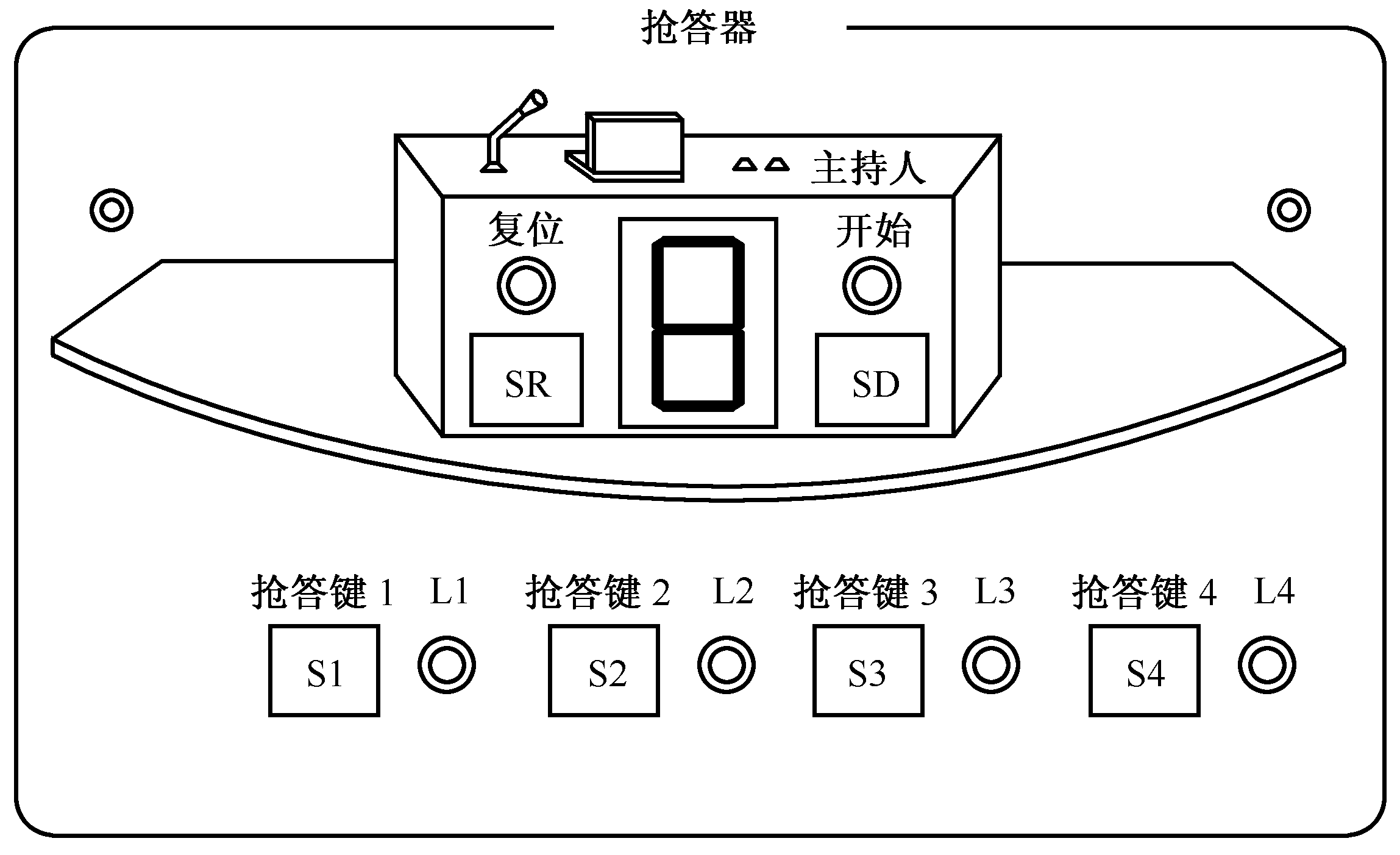
(1)线材弯制的控制首先要拥有自动控制和手动操作两项基本功能,自动操作适用于机器正常工作,手动操作可以使各个步骤独立动作。
(2)设计设备的大致操作:设备通电后,人员通过触摸屏上的报警复位按钮来复位相关报警,当设备处于无报警待机状态时,长按触摸屏上的初始化按钮,此时设备进入初始化流程,会将所有气缸复位到初始状态,初始化完成后,三色灯的黄灯常亮,绿灯以1s的间隔闪亮提示设备已进入自动待运转状态;此时长按触摸屏上的启动按钮2s,设备进入自动运转状态,此时三色灯的绿灯常亮,黄灯熄灭,在运转过程中如果设备出现异常报警,则红灯闪烁,蜂鸣器响,以此来提示人员处理异常,此时设备自动进入暂停状态,人员处理并确认异常后,通过触摸屏复位报警后,长按启动按钮2s,设备重新启动进入自动运转状态;自动运转过程中按停止按钮,设备进入暂停状态,如果长按停止按钮2s,则设备进入停机状态。
(3)设计预留交握接口,后期规划机械手自动上下料,实现无人化生产。
(三)工作方法及措施:
工作方法:本课题主要采用实验法。
措施:基于以往学习、实训所获得的实践经验,在教师指导下,以继电接触器和PLC控制为基础,设计开发线材折弯机的自动生产功能。
目 录
第一章 绪论 1
1课题背景及意义 1
2线材弯制机控制系统的发展历史和现状 2
第二章 线材弯制机控制系统的控制要求 5
1线材弯制机的工作原理与控制要求 5
2线材弯制机的安全防护设计 5
3线材弯制机的故障处理要求 5
4线材弯制机控制系统的构成与动作流程 6
第三章 线材弯制机控制系统PLC程序设计 7
1线材弯制机控制系统设计基本步骤 7
2 PLC控制电路设计 8
(1) I/O地址分配 8
(2) PLC接线图 9
3 PLC控制程序开发 10
(1)系统程序概览 12
第四章 线材弯制机PLC控制程序仿真 22
第五章 线材弯制机的气路原理图 24
第六章 结语 25
第七章 致谢 26
结语
本文根据带输送机集中控制系统在实际应用中的控制要求与工作要求,设计了基于 PLC控制程序的线材弯制机控制系统, 并在此基础上使用三菱编程软件对此控制系统的控制程序进行模拟仿真。主要实现了线材弯制机在手自动方式下的各种操作及自动启停,通过研究得出以下结论:
(1)在编写程序前一定要先完整全面的规划程序,包括IO点位的确定、程序里各个部分程序软元件的使用,同时还包含硬件元器件的选型。
(2)手动方式下的起停。 手动方式下的起停是在皮带输送机需要检修或维护时而采用的控制方式。通过人为的控制能有效的操作每一台需要检修的皮带输送机,在操作的过程中皮带输送的起停没有顺序的限制,可随意起停任一台皮带输送机。本系统的手动方式下的起停设计可以实现手动方式下五条皮带输送机的有效运行,满足系统设计的控制要求。另一方面,手动控制方式虽然主要用于对皮带输送机的检修和维护,但在工况不适合或自动控制方式发生故障时也能有效地弥补自动控制方式对系统和生产带来的不利影响。
(3)控制系统的安全防护设计。安全防护是线材弯制机控制系统不可缺少的一部分。本文设计的安全防护程序可以在任何时间,任何阶段保证人员的操作安全,确保设备安全稳定的生产,安全门跟安全光栅的使用更加提高了线材弯制机控制系统的安全性和可靠性。
由于本人水平有限,在实际应用中肯定还会存在许多要改进的地方。在本文的成文过程中还有以下问题需要改进: 在对线材弯制机控制系统的仿真中,由于本人是使用三菱的软件对线材弯制机控制程序进行仿真的,并没有使用实际的PLC进行实验仿真,因而在这方面还有许多工作可以进一步完善。
参考文献
1.严盈富编著.PLC实战指南.北京:电子工业出版社,2014.01
2.初航, 史进波编著.三菱FX系列PLC编程及应用.北京:电子工业出版社,2014.03
3.常斗南, 翟津编著.三菱PLC控制系统综合应用技术.北京:机械工业出版社,2013.01
4.李元贵,付焕森主编.电气控制与PLC应用.北京:中国水利水电出版社,2014.03
5.张万忠, 刘明芹主编.电气控制与PLC应用技术.三菱FX系列.北京:化学工业出版社,2012.09
6.张晓君, 于宝琦, 吴光路主编.电气控制线路讲用200例.北京:化学工业出版社,2011.06