

苏ICP备112451047180号-6
基于PLC控制的布料切割机控制系统设计
一、选题简介、意义
常熟有着服装之都的美誉,我生活在常熟,每天看着来来往往的人进出服装城,在这背后,有很多厂家做着布料的前序工作,那就是布料切割。因为客户们通常需要不一样长短的布料,所以厂家需要雇佣人力来完成布料切割,由于这样效率不高,所以要生产出一台自动切割布料的机器。
现在市面上也有不少的商家开始做这种机器,我希望能设计出合理的机器来节约成本,提高生产效率,并且做到效率、安全两不误。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
主要研究的内容:
布料切割机采用异步电动机作为主要动力来源,保证加速稳定快速。中央控制单元使用可编程序中央控制PLC,设定多种尺寸,实现自动化。
要解决的问题:
1,能实现自动纵向进给
2,切布刀的自动进给
3,主轴的主运动
预期目标:
1,选择合适型号的异步电动机
2,选择合适的触摸屏控制器和PLC
3,绘制逻辑程序图、工作流程图、PLC系统结构图
研究步骤:
1,熟悉自动切割机的工作原理
2,设计并绘制PLC控制结构图和电路图,根据控制要求来进行硬件设计和软件设计
3,控制系统的调试
方法及措施:
1,参考有关的图书和论文
2,向指导老师寻求帮助
3,整理资料并完善设计
三、设计(论文)体系、结构(大纲)
目录
摘要
第一章绪论
1.1 课题的概述及意义
1.2 研究内容
第二章控制系统的总体设计
2.1系统整体方案设计思路
2.2 控制要求
第三章自动切割机的硬件设计
3.1 硬件元器件选型
3.1.1 PLC选型
3.1.2 步进电机的选择
3.1.3 触摸屏的选择
3.2 I/O分配表
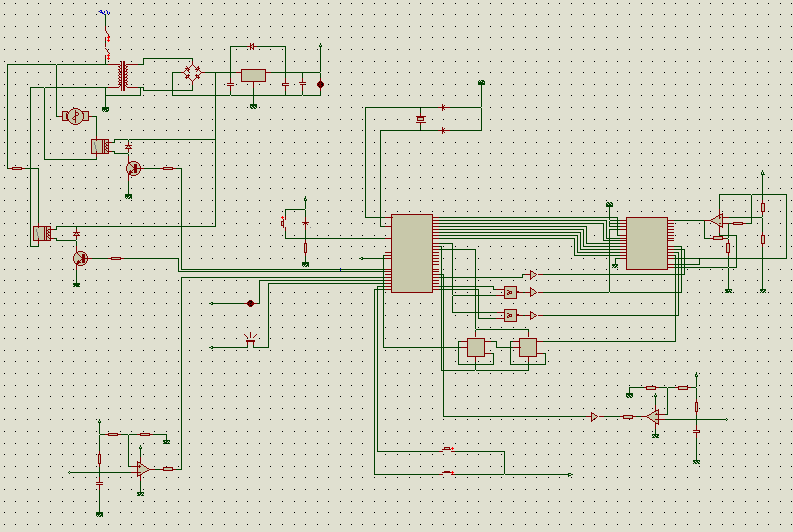
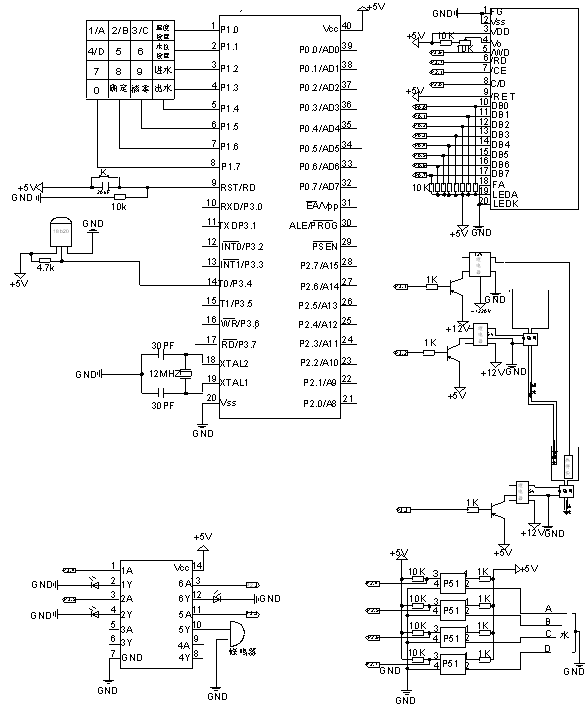
3.3电器原理图
第四章自动切割机的软件设计
4.1 设计思路
4.2 流程图
4.3 PLC控制梯形图
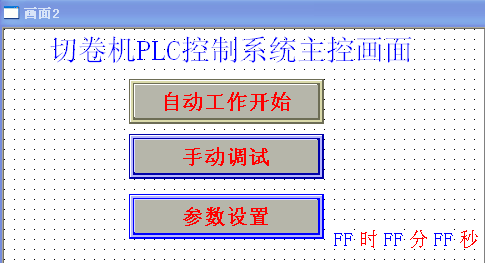
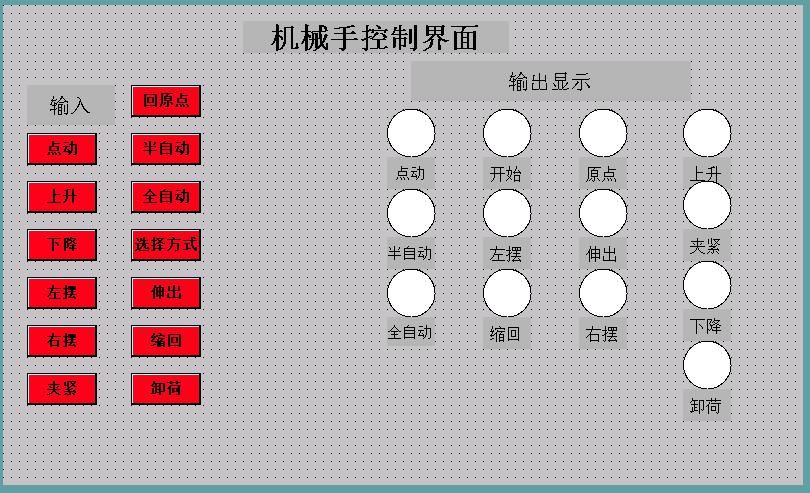
4.4 触摸屏状态
第五章小结
第六章致谢
参考文献
摘要:市面上做服装的越来越多,服装样式也是各式各样,其原材料就是布,怎么把布料更有效率的切割成客户们想要的尺寸,以现在的形式来看,需要满足人们的需求,所以劳动力成本提高,而效率就降低了,为了能跟上现在的形势,这就需要一台能自动切割的机器了。由于人工的效率低、安全性不高,所以做出这种机器显得尤为重要。本文首先阐述了研究该课题的目的和意义,通过对国内外切割机的了解,把知识运用到本次设计中,通过介绍PLC、步进电机、触摸屏的相关知识,引出了PLC在自动化生产中的重要作用,加上I/O分配图和总体的设计程序使得更加清楚的明白总体的过程。
关键词:PLC、自动切割机、步进电机
第一章 绪论
1.1 课题的背景及意义
布料是装饰必不可少的料子,生活中无处不需要布料来装饰,它作为作为服装最底层的料子,需要经过许多步骤,加工成新颖的样式来博得顾客的喜欢,生活中无处不需要布料来装饰,所以布料可谓是必不可少。
市面上做服装的越来越多,服装样式也是各式各样,其原材料就是布,通常布的尺寸很大,怎么把布料更有效率的切割成客户们想要的尺寸,由于服装是一个人生活的必需品,需求量就比较大,批量也就大,这时候让人来完成这些事,那就不太现实了,毕竟人工的效率不高,而且会引发安全事故,所以这就需要一台能自动切割布料的机器了。
现在国外很多先进的生产切割机或拥有切割机技术的有很多。我希望我能学习然后借鉴了他们的技术和经验之后,能设计出合理的采用可调气动刀台、精密滚珠丝杆、直线导轨,可编程控制技术的机器,这样将节约了成本,提高了生产效率,对服装产业起到了很大的帮助。
1.2 研究的内容
自动控制在当今社会的影响力可谓是非常之高,有许多做得成功的企业运用自动控制非常之熟练。当然自动控制也离不开PLC,我通过对PLC、触摸屏和步进电机技术及其发展的研究和了解展开了设计。
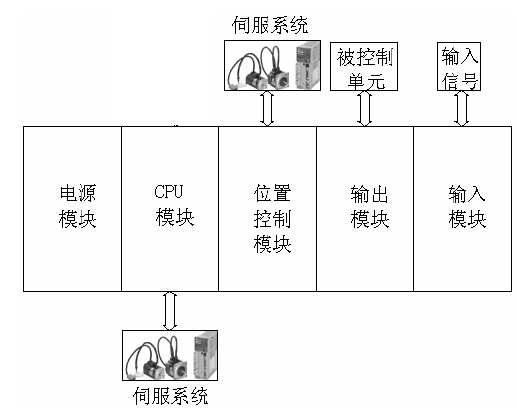
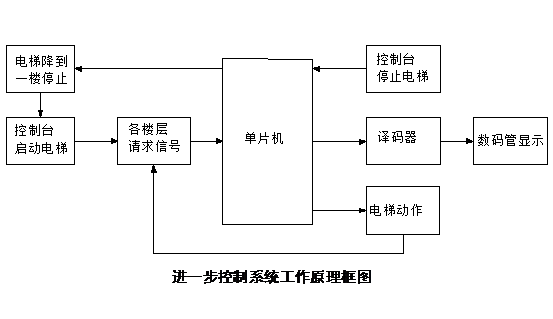
我们深入了解自动控制系统,现在的自动控制系统一般主要是由控制器、被控对象、执行机构和反馈装置这几大模块组成的,如图1-2所以。控制器是根据所发出的任务提示和当前的实际情况进行判断然后采取相应的措施,以机械的或者其他的物理方式向执行机构发出命令,使其能准确的执行。执行机构可能是某种工作母机,用来执行控制器所给出的命令。反馈装置的任务则是把执行机构和测量对象的工作状态的结果反映出来。控制器可以是台数字计算机,可以按照事先设定好的目标或者给定的信息、程序,对被控对象的状态和执行机构完成指定好的任务的状态进行分析。如果所要执行的任务发生改变,控制器会根据所改变的任务来改变整个工作系统的目标,调换执行机构,改变收集反馈信息的范围,来适应新的任务。
PLC在现在被运用到许多领域中去,现在绝大多厂都是靠着PLC来实现高效率的生产,但是PLC技术的发展历史并不长,仅仅在1968年才生产出来。PLC的发展绝非而然,它代表着工业发展的崛起,是新生一代的控制器。PLC除了基本的开关量控制和模拟量控制之外,它还具有运动控制、过程控制、数据处理和通信功能。
随着科技的越来越进步,仅仅使用开关、按钮作为控制方式来控制PLC已经远远不够了。为了使PLC的强大功能得以发挥,为了能方便的操作PLC,人们研究出了触摸屏,通过在人机画面上设置按钮、程序来控制PLC,这样既方便又美观。
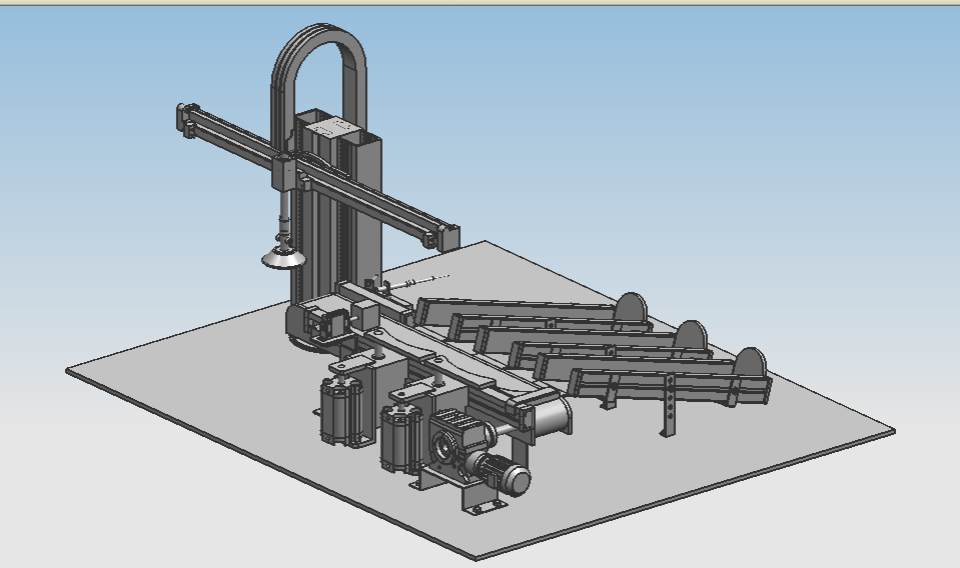
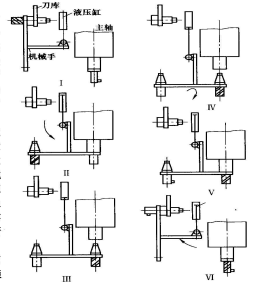
本课题主要研究用PLC控制步进电机控制主轴转动来使滚珠丝杆旋转带动切割刀切割布料。首先步进电机启动后带动滚珠丝杆旋转,控制刀具上下运动,控制夹具前后、左右运动。那步进电机是怎么运动的呢?对步进电机的运动进行了研究。步进电机运动方式主要有两种:工进和快进。工进模式就是切割机在工作时以设定好的速度进行匀速切割,一般比快进的速度要慢些;而快进模式就不需要工进时那么慢,因为快进时不在切割,只需要将刀具移动到所要切割的位置,或者复位到原来的位置。一般工进速度要比快进速度慢些,切割之前根据给定材料的不同来改变不同的切割方式。
参考文献
[1] 机械零件设计手册 第二版 上册 冶金工业出版社
[2] 机械零件设计手册 第二版 下册 冶金工业出版社
[3] 黄平 刘建素 陈扬坚 常用机械零件及机构图册 化学工业出版社
[4] 顾乐观 郑萍 现代电气控制技术 重庆大学出版社
[5] 梁德本 叶玉驹 机械制图标准手册 机械工业出版社
[6] 成大 机械设计手册 化学工业出版社
[7] 王邵俊 机械制造工艺设计手册 哈尔滨工业出版社
[8] 粱涛 现代电气控制技术 重庆大学出版社
[9] 郭琼PLC应用技术 机械工业出版社