














苏ICP备112451047180号-6
基于施耐德PLC自动冲床控制系统设计
摘要:本篇文章内容是基于施耐德PLC的冲床自动送料装置控制系统的设计,针对冲床自动送料装置控制系统在工艺系统中的应用,从工艺要求、控制方案拟定控制系统硬件设计和控制系统的软件设计进行了研究; 首先通过首选,对冲床系统进行分析,确定总体的设计方案;接着为了确定系统的硬件构成,研究了冲床的特点和特性,需要的功能——决定采用施耐德可编程控制器作为冲床系统的核心控制器,使系统具有不占用太大空间、灵活的控制、容易检测故障,生产效率提高的优点;执行元件采用安川伺服电机,通过编码器实时反馈所在位置,做到了位置控制精确度远高于人工送料的功能,同时淘汰了人工,大幅提高了安全性;采用了施耐德的人机界面,使系统更加人性化、便捷化。
关键词:PLC 自动送料 冲床
Based on schneider PLC automatic punching machine control system design
Abstract:Content of this article is based on schneider PLC in the design of the control system of punch automatic feeding device, aim at the control system for punch automatic feeding device in the application of the process system, From the technological requirements, control plan to control the system hardware design and software design of the control system to research: Preferred by the analysis of punching system, determine the overall design scheme; Again according to the characteristics of the press and the required functions, determine the hardware structure of the system, adopted the schneider programmable controller as the core of the punch system controller, makes the system easy to achieve small size, flexible control, fault detection, and improves the production efficiency; Using yaskawa servo drives as actuators, the position control accuracy is far higher than that of artificial feeding, make it greatly improve the security of the whole system; Adopt schneider man-machine interface, make the system more humanized and convenient.
Keywords:PLC;automatic;feed punch
目录
第一章:绪论
1.1 引言………………………………………………………………………...1
1.1.1 我国冲压设备和送料装置的现状及课题研究的实际意义………1
1.1.2 现代冲压加工发展趋势……………………………………………1
1.2 可编程控制器在冲床系统中的应用概述………………………………...2
1.3 我国冲床市场发展概述…………………………………………………...2
1.4 我国冲床与国际水平的差距……………………………………………...4
1.5 冲压设备及自动送料装置的发展方向…………………………………...5
1.6 课题研究任务及需要达到目标
第二章 系统的总体设计.
2.1 冲床自动送料控制系统功能概述………………………………………..11
2.2 初步确定冲床自动送料控制系统的架构………………………………..11.
第三章 冲床自动送料控制系统各部分功能分析
3.1 PLC功能分析……………………………………………………………...11
3.2伺服模块功能分析………………………………………………………...12
3.3 人机界面功能分析………………………………………………………..12
3.4系统总体功能分析…………………………………………………………12
第四章 冲床自动送料控制系统功能硬件实现
4.1 可编程逻辑控制器PLC的选型………………………………………….12.
4.1.1 PLC的选型原则……………………………………………………13
4.1.2 本系统中可编程序控制器的选取及其特点………………………14
4.2 伺服选型…………………………………………………………………..14
4.2.1 伺服电机的选型……………………………………………………14
4.2.2 伺服驱动器的选型…………………………………………………15
4.3 人机界面的选型…………………………………………………………...17
第五章 冲床自动送料控制系统功能软件实现
5.1 冲床自动控制系统的流程………………………………………………...18
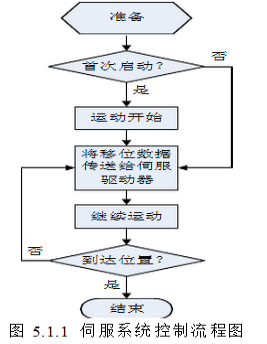
5.1.1 伺服系统控制流程…………………………………………………18
5.2 PLC的I/O地址分配………………………………………………………19
5.3 PLC控制系统程序…………………………………………………………19
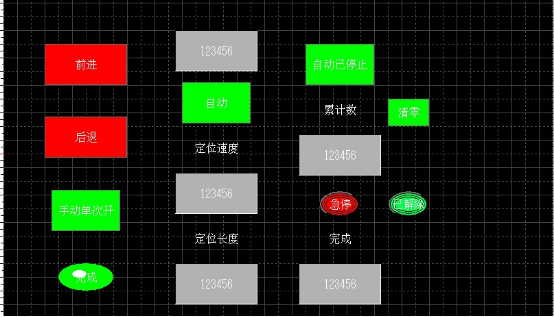
5.4人机界面的编制…………………………………………………………….22
第六章 总结和展望
6.1 总结…………………………………………………...……………………23
6.2 展望……………………………………………………..………………….24
第一章:绪论
1.1 引言
1.1.1 我国冲压设备和送料装置的现状及课题研究的实际意义
冲压或称冲压机,是一种普遍使用的金属加工设备,其加工方式一般为冷加工。主流的应用主要在机械器件的塑性成形方面,主要应用在加工板料零件,所以人们也称之为板料成形。冲压制造的零件可大可小,仪表零件的尺寸很小,达到微米级别,冲压机可以制造,同时大型零件也可以制造,如汽车上的零件比较大,有些压力容器上用的封头也比较大;当然通常尺寸形状的零件也可以制造,还有能够制造非标形状的零件,这种零件要求工艺精密,形状也较通常形状的零件复杂,因此具有广泛的使用。很多中小企业现有的采用接触器,接触器控制,手动送料的方式的自动冲床,跑得比较慢,精确度也很低、加工出的质量低下,最重要还在安全方面存在隐患,传统冲床身上存在这些等等一箩筐的问题,所以需要改进。改进方法最简单的是通过购置新的数控设备来解决这些问题,但数控设备每一台大约都要几十万,对资金需求较大,小企业难以承受资金压力,因此,考虑取其精华的办法,充分利用原有机床的基本功能,对机床进行改进和改造,不失为一种节约成本的好办法,不仅用上了原来冲床,从成本角度也节约了投入。因为这种想法,本文对设计的冲床自动送料控制系统进行了详细的研究,并进行了论述。
本论文在内容安排上首先介绍了题目的来源与意义,并对其相关的背景做了大概的介绍。系统方案的确定、设计思想和理论依据。系统自调试运行以来,无论是在稳定性,还是可靠性,在系统的精确度和效率方面都有了很大的提高,同时节约了成本,降低了操作人员的劳动强度,使劳动人员的人身危险系数大大下降,安全系数大大提高,具有推广与应用的实际意义。
1.1.2 现代冲压加工发展趋势
如果要概括现代冲压加工的发展趋势,可以简单分为以下几个方面:
(1)冲压变形规律是首要的必须的要研究的内容、冲压工艺的变形理论、失稳理论与极限变形程度等要素在研究时也要充分概述;若要对冲压过程进行数字模拟分析,有限元、边界元等技术也必不可免的用到,某一工艺过程中坯料、对冲压的适应性的考虑,及可能后来跟着出现的一系列加工精度问题,从而优化冲压工艺方案,直接发挥使塑性变形理论对生产的指导作用。
(2)金属材料作为冲压件的传统材料,已经正在逐步被高强钢板、塑料夹层钢板、涂敷镀层钢板和其他复合材料以及高分子材料所替代。材料科学的发展,各大科研院所,正在不断研究发明各种新的冲压材料,目的是对冲压成形性能起到改进的作用,使冲压成形技术得到不断改进和发展。
(3),开发了并应用了计算机辅助设计和制造系统(CAD/CAM)应用在模具设计与制造领域中,发展高精确度、高寿命模具和简易模具(软模、低熔点金模具等)制造技术等,以及通用组合模具、成组模具、快速换模装置,这些均用以适应冲压产品的更新换代,各种生产批量的要求。
(4)推广应用到数控冲压设备、多工位高速自动冲压机、冲压柔性加工系统(FMS)、智能机器人送料取件,进行流水线冲压生产。
(5)超塑成形、精冲与半精冲、电磁成形、液压成形、爆炸成形、电水成形等技术得到不断发展和应用,它们将取代某些传统的冲压加工方法,最后产品的冲压加工向更合理、更经济趋近。
1.2 可编程控制器在冲床系统中的应用概述
近年来,随着PLC在工业自动控制领域应用越来越广,它在控制性能、组机周期和硬件成本等方面,表现出来的综合优势,其它工控产品难以比拟。随着时间流逝,PLC技术的发展, 它在过程控制、位置控制、数据处理等方面的应用也越来越多。在自动冲床的实际设计阶段和生产过程中,尤其为了提高其冲床加工精确度,显得尤为重要的是对其定位控制装置的选择。
总结和展望
6.1 总结
2015年3月,我开始了自己的毕业设计工作。时至今日,论文已经基本完成。从最初的茫然不知道做什么,到之后的慢慢摸清思路,这一过程难以用言语来形容,经历了比较长的一段时间的奋战,充实,又紧张的毕业设计工作终于落下了帷幕,暂时划上了一个句点。细细回想这几个月做毕业设计的经历和自己的感受,我不禁生出无穷的感慨,因为在这次毕业设计过程里,我拥有了无数个难以忘怀的收获,相信就算再过几年也是一份难以忘怀的回忆,因为这是我在大学校园里的最后一段时光。
就在今年三月份,我的毕业设计题目就定了下来,题目的名字是:基于施耐德PLC的自动冲床控制系统的设计。当题目一定下来,我立即就开始找资料了。我先准备了一个厚厚的笔记本,打算将找到的资料都记录在笔记本上面,接着,我来到校图书馆,开始检索和施耐德PLC以及自动冲床的相关资料,尤其放在自动送料系统的设计资料上,经过在图书馆一下午的查找,收获颇丰,回到宿舍,打开电脑,我又开始了在网上查找资料,关键词依然是施耐德PLC和自动冲床,冲床自动送料系统,查找到资料后,我把这些堪称宝贵的资料立马都记录在自己的笔记本上,抱着完整,精确,数量多的原则,我记载了厚厚的一沓资料,我相信,事先功夫下足了,做设计时也应该可以手到擒来。
收集完资料以后,我对资料开始进行整理,详细的整理分类,并询问了搜集资料这一环节的进度以及我收到的资料是不是正确。
接下来就是做设计的环节,在整个设计过程中,我觉的最难的部分就是画电路图,流程图的时候,因为自己平时没有设计经验,所以在动手做的时候觉得无从下手,很多设计思路在脑海里盘旋,却不知道到底应该选哪一个,没办法,只好去找老师指导,后来通过查阅资料,逐步逐步的确定了系统到底用哪一个方案。在系统里,伺服定位是比较难的一个环节,因为不仅要实现位置控制,还有实现速度控制,在反复的推敲,不断进行对比的过程里,才将程序弄完成,
后来功夫不负有心人,在我终于完成毕业设计的所有工作后,是一篇一万多字的洋洋洒洒的论文,此时我的整个人都是很累的,可我看着电脑屏幕上的毕业设计,一行行字幕,我觉得是值的,这是一次提高,对我大学学到的知识的一次实际应用,也是对我所学知识的一次测验。
这几个月做毕业设计的时间里,我是无论如何无法忘怀的,它给了我宝贵的回忆。徜徉在书海,为了找到合用的资料,翻遍了一个又一个的书架,伴随这激动和喜悦,自主设计电路图的时候,常常熬到深夜,一小步一小步的实现自己的思路,看着自己已经完成的部分,心里满是喜悦,疲惫都会一扫而空。同时在这次学习里,我也掌握了PLC、伺服驱动器、人机界面的知识,对以往所学进行巩固和提高,也牢牢切着当今发展,了解社会上的应用,学到新知识,开阔视野,增长见识,今后,我一定要充实自己,争取能在这个领域有一番自己的作为。
6.2 展望
21世纪,PLC会有更大的发展。从技术上看,计算机技术的新成果会更多地应用于可编程控制器的设计和制造上,会有运算速度更快、存储容量更大、智能更强的品种出现;从产品规模上看,会进一步向超小型及超大型方向发展;从产品的配套性上看,产品的品种会更丰富、规格更齐全,完美的人机界面、完备的通信设备会更好地适应各种工业控制场合的需求;从市场上看,各国各自生产多品种产品的情况会随着国际竞争的加剧而打破,会出现少数几个品牌垄断国际市场的局面,会出现国际通用的编程语言;从网络的发展情况来看,可编程控制器和其它工业控制计算机组网构成大型的控制系统是可编程控制器技术的发展方向。目前的计算机集散控制系统DCS(Distributed Control System)中已有大量的可编程控制器应用。伴随着计算机网络的发展,可编程控制器作为自动化控制网络和国际通用网络的重要组成部分,将在工业及工业以外的众多领域发挥越来越大的作用。
人机界面(OI)——正日益向着更详细,更有效、功能更强大的方向发展。现今的操作界面系统比以往的都要复杂,对他们所监控的处理过程提供更高精度的监视和控制。其功能可以从一个PLC终端到一个强大的处理平台。在它的基础形态中,界面可以做数据处理,并可以以任意一种方式发送信息给操作者,从文本信息到生动的图形。如今,由于技术的推进,应用规模也日益增大。虽然OI正被开发适应更多的需求,然而用户仍然不断地提出更多的要求。
伺服系统,正日益朝着高效率化,直接驱动,高速、高精、高智能化、一体化和集成化、通用化、智能化模块化的方向发展。高效率化主要包括电机本身的高效率比如永磁材料性能的改进和更好的磁铁安装结构设计,也包括驱动系统的高效率化,包括逆变器驱动电路的优化,加减速运动的优化,再生制动和能量反馈以及更好的冷却方式等。 尽管这方面的工作早就在进行,但是仍需要继续加强。直接驱动包括采用盘式电机的转台伺服驱动和采用直线电机的线性伺服驱动,由于消除了中间传递误差,从而实现了高速化和高定位精度。直线电机容易改变形状的特点可以使采用线性直线机构的各种装置实现小型化和轻量化。高速、高精、高性能化采用更高精度的编码器(每转百万脉冲级),更高采样精度和数据位数、速度更快的DSP,无齿槽效应的高性能旋转电机、直线电机,以及应用自适应、人工智能等各种现代控制策略,不断将伺服系统的指标提高。随着机器安全标准的不断发展,传统故障诊断和保护技术(问题发生的时候判断原因并采取措施避免故障扩大化)已经落伍,最新的产品嵌入了预测性维护技术,使得人们可以通过Internet及时了解重要技术参数的动态趋势,并采取预防性措施。比如:关注电流的升高,负载变化时评估尖峰电流,外壳或铁芯温度升高时监视温度传感器,以及对电流波形发生的任何畸变保持警惕。 展望未来,随着伺服价格的不断下降、交流伺服的市场接受度不断上升,中低端市场有非常大的增长空间,因此本土厂商仍将有很大作为;同时台湾、日本厂商也将在整个市场的扩大中获益,欧美品牌的市场占有率将逐渐下降,但仍将保持很高的毛利水平。
参考文献
[1]吴祖育,秦鹏飞 .数控机床(第三版)[M]. 上海科学技术出版社 2009.7.
[2]罗良玲,刘旭波.数控技术及应用[J].清华大学出版社 2008.4.1 .
[3]张万忠,可编程控制器应用技术[M].北京:化学工业出版社,2003.
[4]王永华.现代电气及可编程控制技术[M].北京:北京航空航天社,2002,9.
[5]罗良玲,刘旭波.数控技术及应用[J].清华大学出版社 2008.4.1.
[6]陈立定等.电气控制与可编程控制器[M].北京:华南理工大学出版社,2001.
[7]周希章.电工技术手册.[M].北京:中国电力出版社,2004.6.
[8]施耐德电气著. 《Twido可编程控制器软件操作指南》. [Z] . 施耐德电气, 2005-10.
[9]施耐德电气著. 《Twido可编程控制器硬件参考手册》. [Z] .施耐德电气, 2005-10.
[10]安川电机著.安川伺服驱动的设计与维护手册[Z].安川电机株式会社.1997.
摘要:本篇文章内容是基于施耐德PLC的冲床自动送料装置控制系统的设计,针对冲床自动送料装置控制系统在工艺系统中的应用,从工艺要求、控制方案拟定控制系统硬件设计和控制系统的软件设计进行了研究; 首先通过首选,对冲床系统进行分析,确定总体的设计方案;接着为了确定系统的硬件构成,研究了冲床的特点和特性,需要的功能——决定采用施耐德可编程控制器作为冲床系统的核心控制器,使系统具有不占用太大空间、灵活的控制、容易检测故障,生产效率提高的优点;执行元件采用安川伺服电机,通过编码器实时反馈所在位置,做到了位置控制精确度远高于人工送料的功能,同时淘汰了人工,大幅提高了安全性;采用了施耐德的人机界面,使系统更加人性化、便捷化。
关键词:PLC 自动送料 冲床
Based on schneider PLC automatic punching machine control system design
Abstract:Content of this article is based on schneider PLC in the design of the control system of punch automatic feeding device, aim at the control system for punch automatic feeding device in the application of the process system, From the technological requirements, control plan to control the system hardware design and software design of the control system to research: Preferred by the analysis of punching system, determine the overall design scheme; Again according to the characteristics of the press and the required functions, determine the hardware structure of the system, adopted the schneider programmable controller as the core of the punch system controller, makes the system easy to achieve small size, flexible control, fault detection, and improves the production efficiency; Using yaskawa servo drives as actuators, the position control accuracy is far higher than that of artificial feeding, make it greatly improve the security of the whole system; Adopt schneider man-machine interface, make the system more humanized and convenient.
Keywords:PLC;automatic;feed punch
目录
第一章:绪论
1.1 引言………………………………………………………………………...1
1.1.1 我国冲压设备和送料装置的现状及课题研究的实际意义………1
1.1.2 现代冲压加工发展趋势……………………………………………1
1.2 可编程控制器在冲床系统中的应用概述………………………………...2
1.3 我国冲床市场发展概述…………………………………………………...2
1.4 我国冲床与国际水平的差距……………………………………………...4
1.5 冲压设备及自动送料装置的发展方向…………………………………...5
1.6 课题研究任务及需要达到目标
第二章 系统的总体设计.
2.1 冲床自动送料控制系统功能概述………………………………………..11
2.2 初步确定冲床自动送料控制系统的架构………………………………..11.
第三章 冲床自动送料控制系统各部分功能分析
3.1 PLC功能分析……………………………………………………………...11
3.2伺服模块功能分析………………………………………………………...12
3.3 人机界面功能分析………………………………………………………..12
3.4系统总体功能分析…………………………………………………………12
第四章 冲床自动送料控制系统功能硬件实现
4.1 可编程逻辑控制器PLC的选型………………………………………….12.
4.1.1 PLC的选型原则……………………………………………………13
4.1.2 本系统中可编程序控制器的选取及其特点………………………14
4.2 伺服选型…………………………………………………………………..14
4.2.1 伺服电机的选型……………………………………………………14
4.2.2 伺服驱动器的选型…………………………………………………15
4.3 人机界面的选型…………………………………………………………...17
第五章 冲床自动送料控制系统功能软件实现
5.1 冲床自动控制系统的流程………………………………………………...18
5.1.1 伺服系统控制流程…………………………………………………18
5.2 PLC的I/O地址分配………………………………………………………19
5.3 PLC控制系统程序…………………………………………………………19
5.4人机界面的编制…………………………………………………………….22
第六章 总结和展望
6.1 总结…………………………………………………...……………………23
6.2 展望……………………………………………………..………………….24
第一章:绪论
1.1 引言
1.1.1 我国冲压设备和送料装置的现状及课题研究的实际意义
冲压或称冲压机,是一种普遍使用的金属加工设备,其加工方式一般为冷加工。主流的应用主要在机械器件的塑性成形方面,主要应用在加工板料零件,所以人们也称之为板料成形。冲压制造的零件可大可小,仪表零件的尺寸很小,达到微米级别,冲压机可以制造,同时大型零件也可以制造,如汽车上的零件比较大,有些压力容器上用的封头也比较大;当然通常尺寸形状的零件也可以制造,还有能够制造非标形状的零件,这种零件要求工艺精密,形状也较通常形状的零件复杂,因此具有广泛的使用。很多中小企业现有的采用接触器,接触器控制,手动送料的方式的自动冲床,跑得比较慢,精确度也很低、加工出的质量低下,最重要还在安全方面存在隐患,传统冲床身上存在这些等等一箩筐的问题,所以需要改进。改进方法最简单的是通过购置新的数控设备来解决这些问题,但数控设备每一台大约都要几十万,对资金需求较大,小企业难以承受资金压力,因此,考虑取其精华的办法,充分利用原有机床的基本功能,对机床进行改进和改造,不失为一种节约成本的好办法,不仅用上了原来冲床,从成本角度也节约了投入。因为这种想法,本文对设计的冲床自动送料控制系统进行了详细的研究,并进行了论述。
本论文在内容安排上首先介绍了题目的来源与意义,并对其相关的背景做了大概的介绍。系统方案的确定、设计思想和理论依据。系统自调试运行以来,无论是在稳定性,还是可靠性,在系统的精确度和效率方面都有了很大的提高,同时节约了成本,降低了操作人员的劳动强度,使劳动人员的人身危险系数大大下降,安全系数大大提高,具有推广与应用的实际意义。
1.1.2 现代冲压加工发展趋势
如果要概括现代冲压加工的发展趋势,可以简单分为以下几个方面:
(1)冲压变形规律是首要的必须的要研究的内容、冲压工艺的变形理论、失稳理论与极限变形程度等要素在研究时也要充分概述;若要对冲压过程进行数字模拟分析,有限元、边界元等技术也必不可免的用到,某一工艺过程中坯料、对冲压的适应性的考虑,及可能后来跟着出现的一系列加工精度问题,从而优化冲压工艺方案,直接发挥使塑性变形理论对生产的指导作用。
(2)金属材料作为冲压件的传统材料,已经正在逐步被高强钢板、塑料夹层钢板、涂敷镀层钢板和其他复合材料以及高分子材料所替代。材料科学的发展,各大科研院所,正在不断研究发明各种新的冲压材料,目的是对冲压成形性能起到改进的作用,使冲压成形技术得到不断改进和发展。
(3),开发了并应用了计算机辅助设计和制造系统(CAD/CAM)应用在模具设计与制造领域中,发展高精确度、高寿命模具和简易模具(软模、低熔点金模具等)制造技术等,以及通用组合模具、成组模具、快速换模装置,这些均用以适应冲压产品的更新换代,各种生产批量的要求。
(4)推广应用到数控冲压设备、多工位高速自动冲压机、冲压柔性加工系统(FMS)、智能机器人送料取件,进行流水线冲压生产。
(5)超塑成形、精冲与半精冲、电磁成形、液压成形、爆炸成形、电水成形等技术得到不断发展和应用,它们将取代某些传统的冲压加工方法,最后产品的冲压加工向更合理、更经济趋近。
1.2 可编程控制器在冲床系统中的应用概述
近年来,随着PLC在工业自动控制领域应用越来越广,它在控制性能、组机周期和硬件成本等方面,表现出来的综合优势,其它工控产品难以比拟。随着时间流逝,PLC技术的发展, 它在过程控制、位置控制、数据处理等方面的应用也越来越多。在自动冲床的实际设计阶段和生产过程中,尤其为了提高其冲床加工精确度,显得尤为重要的是对其定位控制装置的选择。
总结和展望
6.1 总结
2015年3月,我开始了自己的毕业设计工作。时至今日,论文已经基本完成。从最初的茫然不知道做什么,到之后的慢慢摸清思路,这一过程难以用言语来形容,经历了比较长的一段时间的奋战,充实,又紧张的毕业设计工作终于落下了帷幕,暂时划上了一个句点。细细回想这几个月做毕业设计的经历和自己的感受,我不禁生出无穷的感慨,因为在这次毕业设计过程里,我拥有了无数个难以忘怀的收获,相信就算再过几年也是一份难以忘怀的回忆,因为这是我在大学校园里的最后一段时光。
就在今年三月份,我的毕业设计题目就定了下来,题目的名字是:基于施耐德PLC的自动冲床控制系统的设计。当题目一定下来,我立即就开始找资料了。我先准备了一个厚厚的笔记本,打算将找到的资料都记录在笔记本上面,接着,我来到校图书馆,开始检索和施耐德PLC以及自动冲床的相关资料,尤其放在自动送料系统的设计资料上,经过在图书馆一下午的查找,收获颇丰,回到宿舍,打开电脑,我又开始了在网上查找资料,关键词依然是施耐德PLC和自动冲床,冲床自动送料系统,查找到资料后,我把这些堪称宝贵的资料立马都记录在自己的笔记本上,抱着完整,精确,数量多的原则,我记载了厚厚的一沓资料,我相信,事先功夫下足了,做设计时也应该可以手到擒来。
收集完资料以后,我对资料开始进行整理,详细的整理分类,并询问了搜集资料这一环节的进度以及我收到的资料是不是正确。
接下来就是做设计的环节,在整个设计过程中,我觉的最难的部分就是画电路图,流程图的时候,因为自己平时没有设计经验,所以在动手做的时候觉得无从下手,很多设计思路在脑海里盘旋,却不知道到底应该选哪一个,没办法,只好去找老师指导,后来通过查阅资料,逐步逐步的确定了系统到底用哪一个方案。在系统里,伺服定位是比较难的一个环节,因为不仅要实现位置控制,还有实现速度控制,在反复的推敲,不断进行对比的过程里,才将程序弄完成,
后来功夫不负有心人,在我终于完成毕业设计的所有工作后,是一篇一万多字的洋洋洒洒的论文,此时我的整个人都是很累的,可我看着电脑屏幕上的毕业设计,一行行字幕,我觉得是值的,这是一次提高,对我大学学到的知识的一次实际应用,也是对我所学知识的一次测验。
这几个月做毕业设计的时间里,我是无论如何无法忘怀的,它给了我宝贵的回忆。徜徉在书海,为了找到合用的资料,翻遍了一个又一个的书架,伴随这激动和喜悦,自主设计电路图的时候,常常熬到深夜,一小步一小步的实现自己的思路,看着自己已经完成的部分,心里满是喜悦,疲惫都会一扫而空。同时在这次学习里,我也掌握了PLC、伺服驱动器、人机界面的知识,对以往所学进行巩固和提高,也牢牢切着当今发展,了解社会上的应用,学到新知识,开阔视野,增长见识,今后,我一定要充实自己,争取能在这个领域有一番自己的作为。
6.2 展望
21世纪,PLC会有更大的发展。从技术上看,计算机技术的新成果会更多地应用于可编程控制器的设计和制造上,会有运算速度更快、存储容量更大、智能更强的品种出现;从产品规模上看,会进一步向超小型及超大型方向发展;从产品的配套性上看,产品的品种会更丰富、规格更齐全,完美的人机界面、完备的通信设备会更好地适应各种工业控制场合的需求;从市场上看,各国各自生产多品种产品的情况会随着国际竞争的加剧而打破,会出现少数几个品牌垄断国际市场的局面,会出现国际通用的编程语言;从网络的发展情况来看,可编程控制器和其它工业控制计算机组网构成大型的控制系统是可编程控制器技术的发展方向。目前的计算机集散控制系统DCS(Distributed Control System)中已有大量的可编程控制器应用。伴随着计算机网络的发展,可编程控制器作为自动化控制网络和国际通用网络的重要组成部分,将在工业及工业以外的众多领域发挥越来越大的作用。
人机界面(OI)——正日益向着更详细,更有效、功能更强大的方向发展。现今的操作界面系统比以往的都要复杂,对他们所监控的处理过程提供更高精度的监视和控制。其功能可以从一个PLC终端到一个强大的处理平台。在它的基础形态中,界面可以做数据处理,并可以以任意一种方式发送信息给操作者,从文本信息到生动的图形。如今,由于技术的推进,应用规模也日益增大。虽然OI正被开发适应更多的需求,然而用户仍然不断地提出更多的要求。
伺服系统,正日益朝着高效率化,直接驱动,高速、高精、高智能化、一体化和集成化、通用化、智能化模块化的方向发展。高效率化主要包括电机本身的高效率比如永磁材料性能的改进和更好的磁铁安装结构设计,也包括驱动系统的高效率化,包括逆变器驱动电路的优化,加减速运动的优化,再生制动和能量反馈以及更好的冷却方式等。 尽管这方面的工作早就在进行,但是仍需要继续加强。直接驱动包括采用盘式电机的转台伺服驱动和采用直线电机的线性伺服驱动,由于消除了中间传递误差,从而实现了高速化和高定位精度。直线电机容易改变形状的特点可以使采用线性直线机构的各种装置实现小型化和轻量化。高速、高精、高性能化采用更高精度的编码器(每转百万脉冲级),更高采样精度和数据位数、速度更快的DSP,无齿槽效应的高性能旋转电机、直线电机,以及应用自适应、人工智能等各种现代控制策略,不断将伺服系统的指标提高。随着机器安全标准的不断发展,传统故障诊断和保护技术(问题发生的时候判断原因并采取措施避免故障扩大化)已经落伍,最新的产品嵌入了预测性维护技术,使得人们可以通过Internet及时了解重要技术参数的动态趋势,并采取预防性措施。比如:关注电流的升高,负载变化时评估尖峰电流,外壳或铁芯温度升高时监视温度传感器,以及对电流波形发生的任何畸变保持警惕。 展望未来,随着伺服价格的不断下降、交流伺服的市场接受度不断上升,中低端市场有非常大的增长空间,因此本土厂商仍将有很大作为;同时台湾、日本厂商也将在整个市场的扩大中获益,欧美品牌的市场占有率将逐渐下降,但仍将保持很高的毛利水平。
参考文献
[1]吴祖育,秦鹏飞 .数控机床(第三版)[M]. 上海科学技术出版社 2009.7.
[2]罗良玲,刘旭波.数控技术及应用[J].清华大学出版社 2008.4.1 .
[3]张万忠,可编程控制器应用技术[M].北京:化学工业出版社,2003.
[4]王永华.现代电气及可编程控制技术[M].北京:北京航空航天社,2002,9.
[5]罗良玲,刘旭波.数控技术及应用[J].清华大学出版社 2008.4.1.
[6]陈立定等.电气控制与可编程控制器[M].北京:华南理工大学出版社,2001.
[7]周希章.电工技术手册.[M].北京:中国电力出版社,2004.6.
[8]施耐德电气著. 《Twido可编程控制器软件操作指南》. [Z] . 施耐德电气, 2005-10.
[9]施耐德电气著. 《Twido可编程控制器硬件参考手册》. [Z] .施耐德电气, 2005-10.
[10]安川电机著.安川伺服驱动的设计与维护手册[Z].安川电机株式会社.1997.