














��ICP��112451047180��-6
̥�浹̥���������ŷ�����ϵͳ�������ʵ��
һ��ѡ���顢����
���������о����漰����������PLC���ŷ�������������Լ�һЩƽʱ�Ͽ���ѧ���Ķ����������˵�Ƕ�����ѧ֪ʶ��һ����õļ��鷽����ͨ�������ҵ��Ƶ��о��ҿ��Զ���֮ǰ��ѧ��֪ʶ�и�����ļ��飬�����������֪�����Ƿ��������˽Ⲣ��Ԧ���ǡ�
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
��һ��PLC���ŷ����Ϊ���ƺ��ĵ�̥�浹̥�������п���ϵͳ
�ڶ�����Ҫ�о��������У�
1������PLC���ŷ�������������
2�����������ŷ������ѡ��
3����Ϥ�����õ�PLC����Ҫ���ܣ�����Ϊ�����������ϵͳ
������Ҫ���������:
PLC���ŷ�����Ŀ���ϵͳ����
���ġ�����Ҫ��
1���̶��ϳ����ֶ���̥����������͵��������
2�������Զ����أ��ŷ������ʼ��ǰ���ͣ����������̿����״����ȴ��̿��������������̿ף�ֱ����һ̥��̿���ɣ�����翪��1λ�ã����ŷ������ת������������λ�á�
3��ͨ����������������������̥�泤��λ�á� �õ�����õ�ѹ������ѹ�ϣ��õ����в��У�
4���öϺ�õ����и�λ������õ�ѹ��̧��ͨ���Զ���λ�ŷ����ת����̥�������Զ���̥��λ�ã�
5��ͨ������λ��̥����ϣ�ѹ������ѹ�ϣ�̥�����ת����̥���Զ�������ɣ�
6��̥��ģ�巵����ʼλ������ѭ��������
���塢Ԥ��Ŀ�꣺
ͨ����Ŀ�о���ʵ��PLC��������ܹ�ȷ�Ķ��������Ѳ��кõ�����̥��ģ��ȷ�ͳ���
�������о����衢��������ʩ��
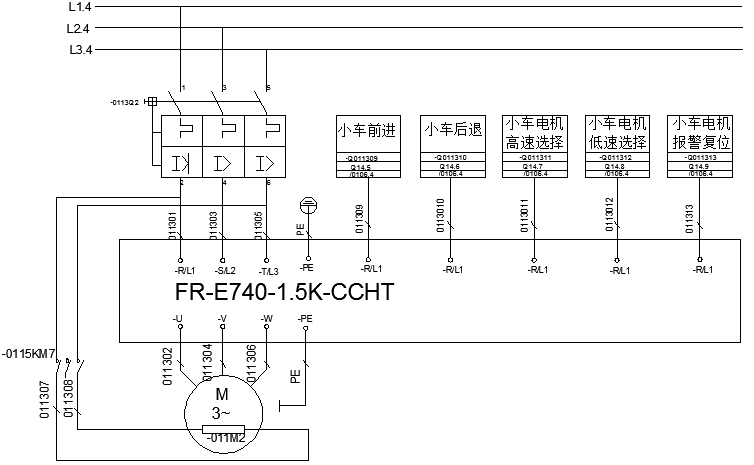
ͨ���˽�̥�浹̥�����öϿ���ϵͳ��ϵͳ�������Ȱ�ϵͳ�ṹ��ͼ��������һ��һ����Ӧ������Ӧ�ĵ���ԭ��ͼ�Լ�PLC����ͼ��ѡ�����˵ĵ����豸��������Ӧ�ı��������ŷ����������������������Ӹ������豸��װ���ԡ�
ժҪ�����Ÿ��¿Ƽ��IJ��Ͻ�����ȫ�����ص�������ҵҲ�ڿ��ٷ�չ����������Ҫ����PLC��������̥̥��ö������ߵĿ���ϵͳ�����о���������̥���������������������ϡ����͡��ȼ������衣�⼸�������бȽ���Ҫ�Ķ���̥�ij��ͣ���������̥���Ʒ�Ĺؼ���ֱ��Ӱ���˰��Ʒ����������Ϊ��ȷ�IJü��ͻ����̥��̥�����ֱ�ӵ�Ӱ�����á�Ϊʵ����̥̥�涨�����������ߵİ�ȫ���߾��ȡ��ɿ���Ч���Զ����ƣ�ȫ�������̥�涨�����������ߵĽṹ������ԭ���������ص㣬�����һ�ֻ��ڿɱ�̿�������̥�涨������������ PLC ����ϵͳ����ϵͳ��PLC���ɱ�̿�������Ϊ���ƺ���, ���ù�����������̥�泤�ȣ����������ת�ٳ�һ����ϵ�������źţ�ͨ��PLC���ټ�������¼����ĸ����ã���Ӳ�����̥��ij��ȣ���̥�泤�ȴﵽ�ڸ��ټ�������Ԥ���趨����ֵʱ�����綯���ƶ��Ҽ��л���������ʵ�ֶ����и
�ؼ���:�������У��ɱ�̿�����PLC����������
Ŀ ¼
һ������ 1
1.1������Դ���о����� 1
1.2̥�涨���ü�ϵͳ���о���Ӧ����� 1
1.3ϵͳ����Ҫ���� 2
��������ϵͳ������� 4
2.1̥�涨���ü����� 4
2.2ϵͳ�ṹ������ԭ�� 4
2.2.1 �����ü�����ṹ 4
2.2.2�õ�װ�� 5
2.2.3̥�洫�ͼ�����װ�� 5
2.3ϵͳ���ٶȲ�����ͬ������ 6
����ϵͳӲ��� 7
3.1 PLC�ɱ�̿��������� 7
3.1.1 PLC��ѡ�ͺ�Ӳ����ɲ��� 7
3.1.2 PLC������ԭ������ 8
3.1.3 PLC I/O���� 9
3.2 �������� 9
3.2.1������������ԭ�� 9
3.2.2��ϵͳ�й���������ѡ�� 10
3.2.3�������������������� 12
3.3�ŷ�������ŷ������� 12
3.3.1�ŷ��������ԭ�� 12
3.3.2���б�բװ�õ��ŷ���� 13
3.3.3�ŷ���������� 14
3.4 PLC������������ӷ�ʽ 15
�ġ�����ԭ����������� 16
4.1����ԭ����� 16
4.2 PLC I/O����� 16
4.3 PLCӲ������ͼ 19
4.3.1 PLC�ⲿ��չ�ӿ��������ͼ 19
4.3.2 PLC�ⲿ��չ�ӿ��������ͼ 24
4.4��������ͼ 27
�塢С������л 28
����� 30
��¼ 31
һ������
1.1������Դ���о�����
���ϸ�����60�����ʱ�����ǹ��ҵ���̥���ͻ��Ϳ�ʼ�Լ��������ѹ�����߳��ͻ�������Ϊ�������̥���ͻ��ĸ�Ч�ʺ������������������������в����Զ�������ߵı�̷�ʽ���л�е�Ŀ��ơ���������ͨ��С�γ��ij�̥���������������Ǵ�����ר����̥��������ˮ�ߵ����죬������Щ��̥��ѹ�����߳��ͻ��Լ�̥�涨���и�ϵͳ���Ѿ����߹�ģ���Ѿ��γ�һ����ϵ�����ʮ���ҹ�����̥��������ˮƽ���˺ܴ����ߣ������Ѿ��ɹ����о���һϵ�и�ˮƽ����̥�����豸����������������̥�������ͻ������������̥���ͻ��������ҹ���ȫ�����з�����Ʋ�������������һ�����ͣ����������˸��ٷ�չ��̥��ҵ����Ҫ��ͬʱҲ����̥���������е�̥�涨���ü��ľ��������һ���ӿ�����̥̥�涨���ü����Զ���ˮƽ��
���������о�̥�涨���ü�ϵͳ���漰����������PLC���ŷ�������������Լ�һЩƽʱ�Ͽ���ѧ���Ķ����������˵�Ƕ�����ѧ֪ʶ��һ����õļ��鷽����ͨ�������ҵ��Ƶ��о��ҿ��Զ���֮ǰ��ѧ��֪ʶ�и�����ļ��飬�����������֪�����Ƿ��������˽Ⲣ�ú�ʹ�����ǡ�
1.2̥�涨���ü�ϵͳ���о���Ӧ�����
�����ҹ����õij��������������ҹ���������ҵ��չѸ�٣�������̥���������������ӣ������̥�����ڲ�����Ч��������˸����Ҫ����������ϣ����̥���и��ʱ�����ʵ�־�ȷ�Ķ�̥����ж����и����ĺܶ˾�����ϸ�������ʮ����Ϳ�ʼ�о�����̥�ü��豸����ƣ�����ȡ����һ���ļ����ɹ������ڹ����ڹ�ҵ�����������Զ���������Զ�����й������Թ������̥�ü��豸�ľ��Ⱥ�Ч�ʶ��dz��ĸߣ�������Ƚ������豸Ϊ�����и������豸�ṩ�˼���֧�֡��ڹ������̥������ҵ�кܶ�Dz��õ¹���˾Fischer������̥��ü���������ü����䱸�¹��Ƚ��ĵ�ͷ�Լ�ʹ��������ϵ��PLC��Ϊ�����غ���ģ�飬�������ϵͳ���Զ����̶ȷdz��ߡ��ҹ�Ŀǰ����̥�����豸������Ҫ�Ǵ��ϸ����͵İ�ʮ�����ʼ�����������ؼ�������ͨ���������ѧϰ�������еļ�������ĿǰΪֹ�ҹ��Ѿ��кܶ������ҵ��������������������Զ������ü�ϵͳ������������һЩ�����������ҹ����豸ˮƽ��ʵ�������еľ�ȷ�������һЩ������ҹ��ĺܶ���̥�������һ�����������Ƚ������豸��
�ҹ���Ȼ�Ѿ�����������Ƶ�̥�涨���ü��豸����Ŀǰ�ܶ���ҵ����ʹ�ð��Զ��˹��ü��豸����������̥ͨ�涨�����л�������������Ŀǰ�ܶ���ҵ�����ٵ����⡣
(1) �ӹ����Ȳ���
���Զ�����е�ӹ��кܶȷ�����������棬����ÿ�����ڶ�����Ҫ���˽��в�������Ȼ�������˹����мӹ�̥���һϵ�����������ǻ�����һ���ֻ�����Ҫ�˹���ֱ�Ӳ��룬һЩ������̥��IJ���������ͨ�������øֳ߽��в���Ȼ����ͨ�������IJü�����һ��̥��������ϵͳ�Ĵ���������ʹ�ô�ͳ���������ͷ�ʽ���������������̥���ڶ�λ��ʱ�Ȳ������и��ʱ�����ɻ�еƫ���̥��ij��Ȳü��д�С��Ӱ�졣
(2) �������������׳���
�ڰ��Զ�������ҵ�У�����̥��ij�����Ҫ�˹��IJ����������ü���Ҳ��Ҫ�˹������ſ��Ծ�ȷ��λ����Ҫ�ü���̥��ˮƽֱ���ϣ���������IJ�����ʽ���������������Դ����������������Ч�ʡ�
(3) �ܺĴ�Ч�ʵ�
���Զ�����ҵ�г���ռ�ô�������Ա�⣬����ͬʵ������ϵͳ������ʹ�ã����������̿����ѹ����������ü����ͬʱͨ�繤����û��һ������˳���ԣ�������ʽ�ܺľ�Ч�ʷ������¡�
�������о���������ѿ������ҹ����е���̥̥�涨���ü�ϵͳ��ʵ��������������Ȼ���кܶ����⣬�������������һ̨�߾��ȡ������ʵ�̥�涨���и��е�豸�ǵ���֮������������������г�������ͨ�������л���ͳ�Զ����л����м�������������Ҳ������������Ч�ʣ�Ҳ�������̥��ü��ľ��ȡ�
���ִ��Զ�����ҵ�У���������һ̨�豸��Ч�ʺ;��ȣ���Ҫ�ķ�����ͨ��PLC���п��ƻ�еװ�ý��мӹ�����������Ϊ�˱��Ͼ��ȵIJ�Ʒ�����Զ�����ҵ���ŷ�����������������ʹ��Ҳ�Ƿdz��������õ�Ч�ã����ǰ�ҹ��Ѿ��о�����PLC���ŷ����Ϊ������������̥����һ�γ��ͻ���������ϵͳ�����������У�̥�涨���ü�������ϵͳ����Ҫ��һ�����ڣ��ڱ��������ҽ���̥�涨��ϵͳ����һ����ϸ���о���
1.3ϵͳ����Ҫ����
����������ʵ������һ���ǹ̶��ϳ�������ͨ���˹���ԭ��̥����ƽ�������͵�������ϣ���ʱ�ֶ������Զ����п��أ�ͨ��PLC�����źŸ��ŷ����������϶�����ת����ƽ���ԭ��̥����ǰ���ͣ���̥���ʹﵽ�̿����״�ʱֹͣ��Ȼ��ȴ�һ�룬��ʱ�̿�����ʼ��������̥��������������̿ף��ڶ���ֱ���̿Ӵ�����翪�ش���˵��һ������̥��̿�����ɡ��ŷ�����ٴ�ͨ�粢�������ᷴת���̿���ϵ�̥�����͵���ʼλ�á�������̥�����͵���ʼλ�õ�ʱ��ͨ���������ⶨ�̶�̥�泤��λ�ò�ֹͣ�ŷ������ת����ͬʱ�õ���ʼ���������Ҳõ�������ѹ������ѹ�ϣ�Ȼ��õ���ʼ���вü�̥�档���IJ����õ���̥��ü���Ϻ�ʱ�õ��Զ����и�λ��ԭʼλ�ã�Ȼ��õ�ѹ���Զ�̧��ͬʱ�ŷ����ת����̥�������Զ���̥��λ�á����岽ͨ������λ��̥����ϣ�ѹ��������ѹ�ϣ�̥�����ת����̥���Զ�������ɡ�������̥��ģ�巵����ʼλ�ã����ν���ѭ��������
�����
��1����͢��.������.��ΰ��.����̥̥�漷�����������и����ϵͳ���衷.��̥��ҵ.2000
��2���Ŷ�.������.��PLC��ȷ��λϵͳ�е�Ӧ�õ���������.2000
��3����ѧ��.����Ƭ������̥̥��һ�ζ����ö�ϵͳ�е�Ӧ�á�.���Ӽ���.1997
��4���Գɾ�.��̥��öϻ�����ơ�.������װ��.1997
��5��������.��PLC�ͱ�Ƶ����̥���Զ��ö�ϵͳ�е�Ӧ�á�.��Ӧ�����Զ�����2003
��6������.������������PLC������.��ѧ������.2014
��7��������.���ִ��������Ƽ�PLCӦ�ü�����.�������պ����ѧ������.2014
��8���������������.������ԭ����Ӧ�ã�M��.�������������ӿƼ���ѧ�����磬2007.
��9����翪. ���������ڼ��г��Ȳ����е�Ӧ��[A]. ������������2005��24(7)
��10���½������ȣ�����������PLCӦ�ã�M�ݣ����������ӹ�ҵ�����磬2006