
苏ICP备112451047180号-6
射砂制芯机控制系统的PLC设计
摘要:我国从2004年起稳居世界铸件总产量第一位,但产品质量、生产设施、企业规模、生产效率、能耗环保等诸方面与工业发达国家还有较大差距。我国虽是铸造大国,但不是铸造强国。所以如何提高铸造行业的综合自动化水平、增强我国铸造产业的综合实力是一个很好的研究课题。
制芯是铸造行业生产过程中的重要环节,本文以制芯工艺过程为工程背景,介绍了国内目前铸造行业制芯设备自动控制系统的现状,探讨了国内制芯设备控制的发展方向,对制芯设备自动化控制策略进行了研究。设备进行了配置、完成了I/O点的分配,编写了PLC主体程序。调速系统采用变频器调速装置,工艺参数设置及生产数据显示采用e-View触摸屏。从而阐述了一套完整而实用的壳芯机自动控制系统。
本文以壳芯机为研究对象,充分考虑了壳芯机的工作原理及制芯工艺,分析了控制系统控制要求,提出了一套以S7-200系列PLC为中心控制单元的翻转式壳芯机控制系统,并对以PLC为中心单元的控制系统做出了整体控制框图,对PLC输入输出。
关键词:制芯设备 S7-200系列可编程序控制器 自动控制系统
PLC design of sand jet core making machine control system
Abstract:Our country from 2004 the world total output of castings in the first place, but the quality of the products, production facilities, the enterprise scale, production efficiency, energy consumption and environmental protection and other aspects with the industrial developed countries there is a large gap. Although China is a big country but not casting, foundry. Enhance China's foundry industry overall strength is a good research topic how to improve the level of automation, the foundry industry.
Its core is an important link in the foundry industry in the production process, in this paper, core making process as the engineering background, introduces the current situation of the domestic foundry industry system core equipment automatic control system, discusses the development direction of domestic core system control, the system core equipment automation control strategy was studied.
In this paper, the shell core machine as the research object, take full account of the working principle and core making process of shell core machine, analyses the control requirements of the control system, and put forward a set of the S7-200 series PLC as the central control unit of the control system of tilting the shell core machine, and the center for the PLC unit control system made block diagram of PLC overall control, input and output devices are configured, the distribution of I/O points, the preparation of the PLC main program. Control system adopts frequency conversion speed regulating device, process parameters and production data shows that the use of e-View touch screen. Thus this paper introduces the automatic control system of a complete and practical shell core machine.
Keywords: wheel rolling type sand mixer;transmission;sealing device
摘要:我国从2004年起稳居世界铸件总产量第一位,但产品质量、生产设施、企业规模、生产效率、能耗环保等诸方面与工业发达国家还有较大差距。我国虽是铸造大国,但不是铸造强国。所以如何提高铸造行业的综合自动化水平、增强我国铸造产业的综合实力是一个很好的研究课题。
制芯是铸造行业生产过程中的重要环节,本文以制芯工艺过程为工程背景,介绍了国内目前铸造行业制芯设备自动控制系统的现状,探讨了国内制芯设备控制的发展方向,对制芯设备自动化控制策略进行了研究。设备进行了配置、完成了I/O点的分配,编写了PLC主体程序。调速系统采用变频器调速装置,工艺参数设置及生产数据显示采用e-View触摸屏。从而阐述了一套完整而实用的壳芯机自动控制系统。
本文以壳芯机为研究对象,充分考虑了壳芯机的工作原理及制芯工艺,分析了控制系统控制要求,提出了一套以S7-200系列PLC为中心控制单元的翻转式壳芯机控制系统,并对以PLC为中心单元的控制系统做出了整体控制框图,对PLC输入输出。
关键词:制芯设备 S7-200系列可编程序控制器 自动控制系统
PLC design of sand jet core making machine control system
Abstract:Our country from 2004 the world total output of castings in the first place, but the quality of the products, production facilities, the enterprise scale, production efficiency, energy consumption and environmental protection and other aspects with the industrial developed countries there is a large gap. Although China is a big country but not casting, foundry. Enhance China's foundry industry overall strength is a good research topic how to improve the level of automation, the foundry industry.
Its core is an important link in the foundry industry in the production process, in this paper, core making process as the engineering background, introduces the current situation of the domestic foundry industry system core equipment automatic control system, discusses the development direction of domestic core system control, the system core equipment automation control strategy was studied.
In this paper, the shell core machine as the research object, take full account of the working principle and core making process of shell core machine, analyses the control requirements of the control system, and put forward a set of the S7-200 series PLC as the central control unit of the control system of tilting the shell core machine, and the center for the PLC unit control system made block diagram of PLC overall control, input and output devices are configured, the distribution of I/O points, the preparation of the PLC main program. Control system adopts frequency conversion speed regulating device, process parameters and production data shows that the use of e-View touch screen. Thus this paper introduces the automatic control system of a complete and practical shell core machine.
Keywords: wheel rolling type sand mixer;transmission;sealing device
目录
一 绪论 2
1.1选题依据 2
1.2制芯设备控制系统的现状及发展方向 2
1.3研究内容 2
二 铸造制芯机概述及其控制要求 4
2.1铸造制芯工艺 4
2.2射砂制芯机概述 7
2.3射砂制芯机的控制要求 7
三 射砂制芯机控制系统的硬件设计 9
3.1控制系统整体构想 9
3.2射砂制芯机的控制系统结构组成,及结构框图 9
3.3输入设备的介绍 10
3.4输出设备的介绍 11
3.5输入输出的选型 12
3.5.1选型原则 12
3.5.2选型依据 12
3.5.3选型原型 13
3.5.4安装注意 15
3.5.5故障排除 15
3.6 PLC的简介及选型 17
3.6.1可编程控制器产生和发展 17
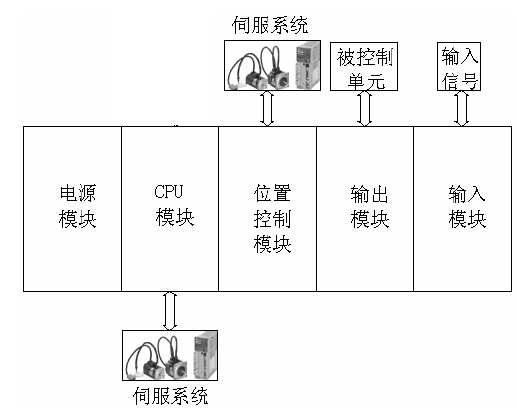
3.6.2可编程控制器结构组成及工作原理 18
3.7 I/O分配表 19
3.8射砂制芯机硬件接线图 21
四 射砂制芯机控制系统的软件设计 22
4.1控制流程 22
4.2软件程序 23
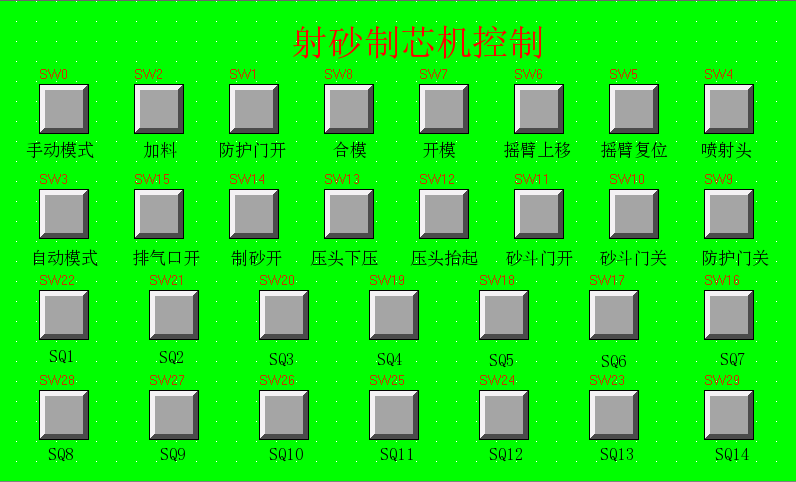
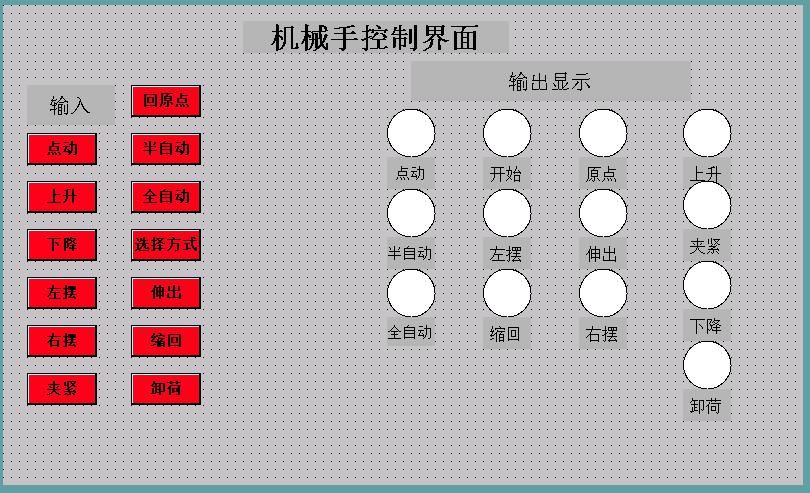
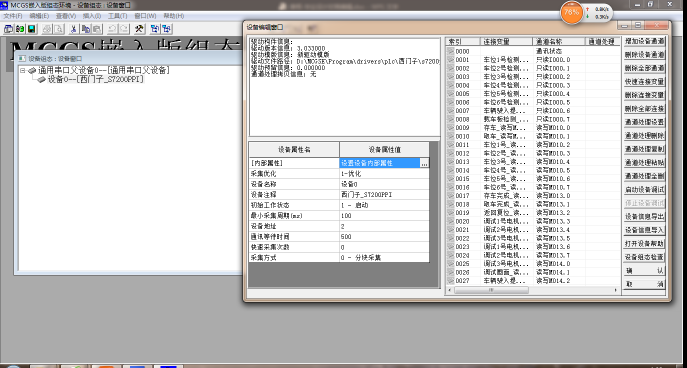
4.3人机界面设置 23
4.3.1.触摸屏中画面的设置 24
五 结论 29
5.1小结 29
5.2致谢 29
六 参考文献 30
七 附录 31
一 绪论
1.1选题依据
如今,我国铸造生产有了很大的发展,机械化程度有了显著提高,中国是当今世界上最大的铸件生产国家,据资料介绍,我国铸造产品的产值在国民经济中约占1%左右。最近几年,铸件进出口贸易增长很快,铸件的产量已经达到了9%左右。我国铸造厂点多达2万多个,铸造行业从业人员达120万之多。“长三角”地区的铸件产量占全国的1/3,该地区主要以民营企业为主,汽车等各零部件行业的发展有力地拉动了铸造行业的发展。尽管如此铸造生产技术和劳动生产率同世界先进水平仍有很大差距,大多数铸造车间都存在不同程度的劳动强度高、温度高、粉尘高和劳动生产率低、产品质量低的现象,这种现象在生产规模小的车间里更为突出。所以,就铸造行业的如今面貌,需要的对铸造机械设备的的技术,特别是电气控制技术进行讨论研究。铸造机械设备的自动化是一个必要的课题。
1.2制芯设备控制系统的现状及发展方向
机械制芯的特点是:尺寸、质量可靠、形位精度高有利于成批量制作;联动强度低,效率高,有利于降低成本;适合一定批量的大型生产。
造型制芯过程是铸造生产的主要工艺过程。造型制芯过程的机械化、自动化水平在很大程度上决定铸造车间的劳动生产率和产品质量。造型制芯过程包括填砂、紧实、起模、下芯、合箱以及砂箱的运输,过去大部分主要是实现填砂、紧实和起模工序的自动化,而且都是利用单纯的气动或电气控制,自动化水平低,生产效率提不上去,而合箱、砂型和砂箱的运输则有其他辅助设备或人工来完成。所以实现造型及制芯设备的全自动化运行,提高生产效率,提高产品质量就是造型制芯设备发展的方向。
1.3研究内容
射砂制芯机是一种成熟的精密制芯工艺机械设备。射砂制芯机由传动机构、射砂机构、机架、加砂、送砂装置、管路系统和电气系统组成。射砂制芯机控制可分为手动操作和自动操作。手动方式用于调整维修设备,自动方式用于正常生产,自动操作又有单周期、单步、连续三种。如表1-1所示:
表11-1:射砂制芯机的自动操作
| 单周期操作 | 指自动操作的一个单循环。按F起动按钮,制芯动作完成一个周期后自动停止。 |
| 单步操作 | 每按一次起动按钮,射砂制芯机完成一个工步后停止 |
| 连续动作 | 按下起动按钮后,射砂制芯机将自动地、连续不断地作周期性循环 |
本文要做的就是以射砂制芯机控制系统为研究对象,完成一套基于西门子PLC为射砂制芯机自动控制系统设计方案,从而实现整个生产工艺流程的自动化运行,实现铸造过程的控制与管理的自动化工艺要求。
参考文献
[1] 姜继海等.液压与气压传动[M].北京:高等教育出版社,2002.3.
[2] 王永昌, 潘先耀. 气动伺服控制系统及阀的应用形式[J]. 燕山大学学报.2002,26(3): 206—208.
[3] 李小宁.气动技术发展的趋势[J].机械制造与自动化.2003,2(2):1—4.
[4] 韩建海,张河新.气动比例/伺服控制技术及应用[J].机床与液压.2001,1(1):3—6.
[5] 薛阳等.气动位置伺服系统的带
[6] 何钺.现代控制理论基础(机械类)[M]. 西安:西安交通大学出版社,1987.1—2.
[8] 易继锴,侯媛彬.智能控制技术[M].北京:北京工业大学出版社,1999. 1—8,238—247.
[9] 高翔,李光华,何国辉.气动伺服控制系统的自适应模糊控制器的研究[J].海军工程大学学报,2002,14(3):14—20.
[10] 贺国保,彭光正,伍清河.模糊PID控制在气动摆动缸位置伺服控制中的应用[J].液压与气动.2004,1(1):24—26.
[11] 何钺.现代控制理论基础(机械类)[M]. 西安:西安交通大学出版社,1987.1—2.
[12] 韩建海,张河新.气动比例/伺服控制技术及应用[J].机床与液压.2001,1(1):3—6.