

苏ICP备112451047180号-6
基于PLC、触摸屏、变频器的多段速控制系统设计与制作
摘要:本文是基于PLC、触摸屏、变频器的多段速控制系统设计与制作,采用三菱FX2NC可编程控制器输入/输出模块控制ATV31变频器通过施耐德触摸屏显示控制,已实现对纺纱系统的多段速控制。
关键词:PLC;ATV31变频器;触摸屏;多段速控制
Multi section PLC, touch screen, frequency converter speed control system design and Implementation Based on
Abstract:In this paper, multi segment PLC, touch screen, frequency converter speed control system design and Implementation Based on FX2NC, using Mitsubishi programmable controller input / output module ATV31 inverter control by Schneider touch screen display control, has realized the multi section of spinning speed control system.
Keywords:PLC,ATV31 Frequency converter,Touch screen,The multi speed control
第一章 引言
近年来,随着电力电子技术、计算机技术和自动控制技术的快速发展,交流传动与控制技术成为母亲发展最为迅速的技术之一,电气传动技术面临着一场历史革命,即交流调速取代直流调速和计算机数字控制技术取代模拟控制技术已成为发展趋势。电机交流变频调速技术是当今节电、改善工艺流程以提高产品质量和改善环境、推动技术进步的一种主要手段。变频调速以其优异的调速和起制动性能,高效率、高功率因数和节电效果,广泛的适用范围以及其他许多优点而被国内外公认为最有发展前途的调速方式。
在工业自动化控制系统中,最为常见的是PLC和变频器的组合应用,并且产生了多种多样的PLC控制变频器的方式,比如可以利用PLC的模拟量输出模块控制变频器,PLC黑可以通过485通信接口控制变频器,也可以利用PLC的开关量输入、输出模块控制变频器。
摘要:本文是基于PLC、触摸屏、变频器的多段速控制系统设计与制作,采用三菱FX2NC可编程控制器输入/输出模块控制ATV31变频器通过施耐德触摸屏显示控制,已实现对纺纱系统的多段速控制。
关键词:PLC;ATV31变频器;触摸屏;多段速控制
Multi section PLC, touch screen, frequency converter speed control system design and Implementation Based on
Abstract:In this paper, multi segment PLC, touch screen, frequency converter speed control system design and Implementation Based on FX2NC, using Mitsubishi programmable controller input / output module ATV31 inverter control by Schneider touch screen display control, has realized the multi section of spinning speed control system.
Keywords:PLC,ATV31 Frequency converter,Touch screen,The multi speed control
第一章 引言
近年来,随着电力电子技术、计算机技术和自动控制技术的快速发展,交流传动与控制技术成为母亲发展最为迅速的技术之一,电气传动技术面临着一场历史革命,即交流调速取代直流调速和计算机数字控制技术取代模拟控制技术已成为发展趋势。电机交流变频调速技术是当今节电、改善工艺流程以提高产品质量和改善环境、推动技术进步的一种主要手段。变频调速以其优异的调速和起制动性能,高效率、高功率因数和节电效果,广泛的适用范围以及其他许多优点而被国内外公认为最有发展前途的调速方式。
在工业自动化控制系统中,最为常见的是PLC和变频器的组合应用,并且产生了多种多样的PLC控制变频器的方式,比如可以利用PLC的模拟量输出模块控制变频器,PLC黑可以通过485通信接口控制变频器,也可以利用PLC的开关量输入、输出模块控制变频器。
第二章 选题的意义
在现代工业社会中许多机械由于工艺需要,要求对电动机调速。随着变频调速技术的发展和成熟,交流电动机的应用越来越广泛,采用变频调速能够更好的提高生产机械的控制精度、生产效率和产品质量,有利于实现生产过程的自动化,和工作经济的需要.使交流拖动系统具有优良的控制性能,而且在许多生产场合具有显著的节能效果,交流调速正逐步取代直流调速,往往需要进行是失量控制和直接转矩控制,来满足各种工艺要求。
近年来,随着大功率电力晶体管和计算机控制技术的发展,变频器被广泛应用于三相交流异步电动机的调速、节能改造、改善生产工艺等。异步电动机调速的基本途径有:改变电动机的级对数p(即变极调速)、改变电动机的转差率s(即变转差率调速)和改变电动机的电源频率f1(即变频调速)。本文是针对变频调速的设计,采用变频对异步电动机进行调速,具有调速范围广、静态稳定性好、运行效率高、使用方便、可靠性高、经济效益显著等优点。
第三章 设计方案
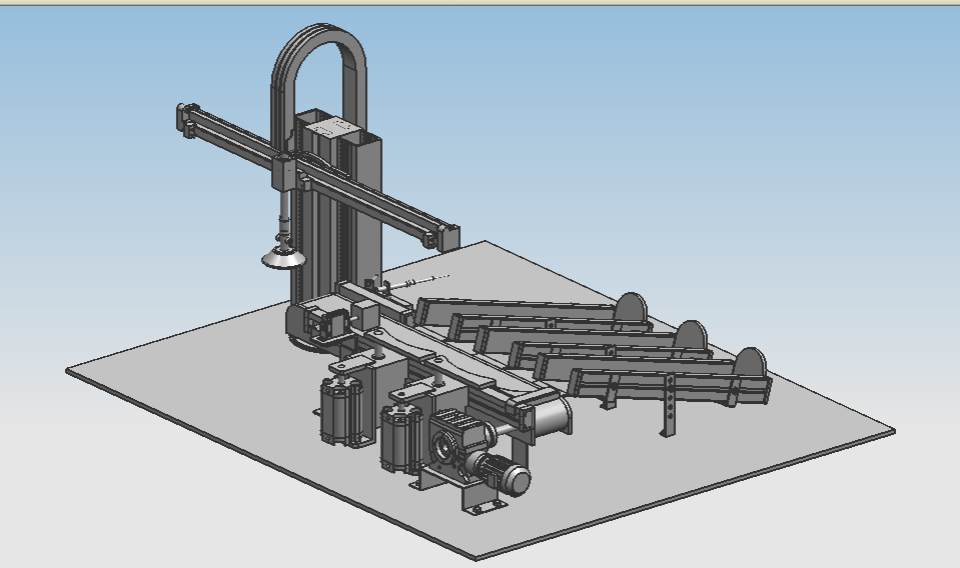
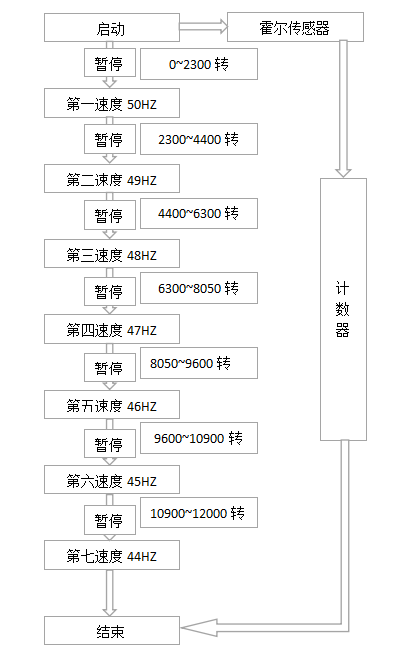
本次是设计某纺纱设备电气控制系统使用PLC和变频器,设计电机启动时间为20S,满足启动过程平稳要求。使用霍尔传感器将输出纱线机轴的旋转圈数转换为高速脉冲信号,送入PLC进行计数,达到定长值(12000转)后自动停车。为了保证纱线张力均匀,卷绕电动机将逐步降速。中途停车时,因为高速计数器已经记住当前已转圈数,再次启动后电机将按照停车前速度运转。
目录
摘要、关键词 6
第一章 引言 6
第二章 选题的意义 7
第三章 设计方案 7
第四章 构建电气控制系统及设备的选用 8
4.1、电气控制系统 8
4.1.1系统工作原理 8
4.2、设备选用 9
4.2.1、PLC选型 9
4.2.2、触摸屏选型 11
4.2.3、霍尔传感器选型 12
4.2.4、变频器选型...................................................................................................13
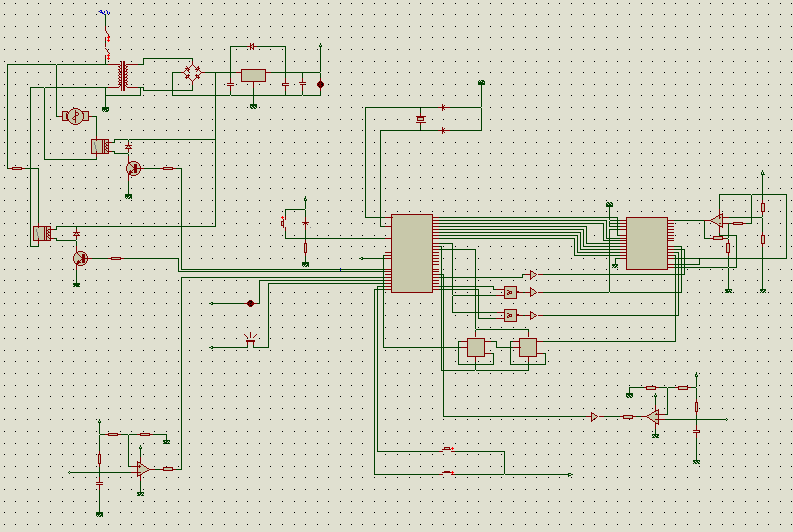
第五章 系统硬件电路设计 14
第六章 软件部分 15
6.1、 FX2NC-16MR PLC软件部分…………………………………………………………………………15
6.1.1、FX2NC-16MR PLC I/O分配表…….……………………………………………………………16
6.1.2、FX2NC-16MR PLC 主程序.............................................................................16
6.2、TPC7062KS触摸屏软件组态设置………………………………………………………………….19
6.2.1、触摸屏窗口设置………………………………………….……………………………………………19
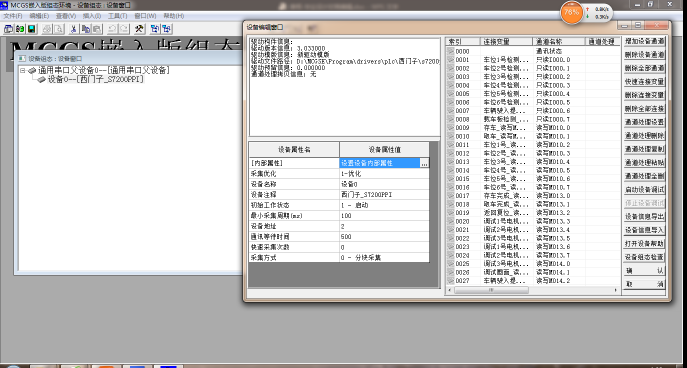
6.3、变频器设置………………………………………………..…………………………………………………27
第七章 通信设置…………………………………………………………………………………………………..29
7.1、FX2NC-16MR PLC通信设置………………………………………………..…………………………30
7.2、TPC7062KS触摸屏通信设置…………………………………………………………………………31
第八章 控制系统调试…………………………………………………………………………………………..32
8.1、TPC7062KS触摸屏组态调试…………………………………………………………………………32
8.2、ATV31 变频器设置 38
第九章 结束语………………………………………………………………………………………………………43
第十章 参考文献…………………………………………………………………………………………………..44
结束语
通过这次课程设计让我学会了PLC基本的编程方法,对PLC的基本原理和使用方法有了更深刻的理解。在对理论的运用当中,提高了我们的工程素质,在没有做课程设计以前,我们对知道的掌握都是思想上的,对一些细节不加重视,当我们自己想出来的程序应用到PLC中的时候,,不是不能运行,就是运行的结果和要求与结果不符合。能通过解决一个个在调试中出现的问题,我们对PLC的理解得到了加强,看到了时间与理论的差距。
PLC技术是一门实践性非常强的技术,如果想学好,那么久必须通过实践它,只有通过实践我们才能真正掌握这门技术,不然你永远都只是个理论者,通过这次实践让我发现了很多问题,对很多指令都不是很了解,为此,我以后一定会通过实践与理论相结合的方式来好好学号这门课程的。
参考文献
[1.] 郭琼. PLC应用技术[M]. 北京:机械工业出版社,2009
[2.] 易传禄. 可编程序控制器应用指南[M]. 上海:上海科普出版社,2005
[3.] 王兆义. 可编程序控制器教程[M]. 北京:机械工业出版社,2007
[4.] 方承远. 工厂电气控制技术[M]. 北京:机械工业出版社,2005
[5.] 赵金荣. 可编程序控制器原理及应用[M]. 上海:上海应用技术学院, 2004
[6.] 廖常初. PLC编程及应用[M]. 北京:机械工业出版社,2006
[7.] 宋伯生. PLC编程应用技术[M]. 北京: 机械工业出版社,2005
[8.] 罗光伟. 可编程控制器教程[M]. 成都:电子科技大学出版社,2007
[9.] 孙振强. 可编程控制器原理及应用教程[M]. 北京:清华大学出版社,2007
[10.] 三菱电机. FX2N系列微型可编程控制器使用手册,1999
[11.] 黄麟. 交流调速系统及应用[M].大连:大连理工大学出版社,2009
[12.] 施耐德. 施耐德ATV31变频器说明书,2006