





苏ICP备112451047180号-6
一种低成本、轻质量空心微珠–铝基复合材料在制动盘中的应用
摘要:制动盘转子常用的复合材料是碳化硅(SiC)或更加昂贵的氧化铝(Al2O3)颗粒。与基合金相比常用复合材料的重量更加笨重。本文的目的是开发一种轻质的制动盘应用材料,从=而取代基合金与常规复合材料。通过分析结果发现10%体积的空心微珠增强铝合金(AA)6063复合材料是制动盘最合适的材料。为了保证复合材料制造工艺,复合制动转子采用砂型铸造和机械加工技术来获得最终的零件。通过对整车试验过程中盘式制动器温度变化的研究,确定制动盘的热性能。降低成本是使用空心微珠增强复合材料的一项重要收益。这是由成本估算和分析所确保的。本文将该复合材料制动盘制造成本估计及其综合成本与普通AA6063材料制动盘相比较。
关键词:制动盘;铝基复合材料;温度测量;成本估算
1、介绍
在过去的十年中,传统的金属基复合材料已经在一些汽车部件上应用,包括制动盘和制动鼓、活塞、气缸套和阀门。由于复合材料的成本较高,复合材料制动鼓和转子已被限制在低体积的特殊应用中。作为鼓式制动器的一种替代者,盘式制动器在汽车工业和航空工业具有重大意义且不可或缺。进一步的研究改进表明复合材料的应用取决于其低重量和较高热特性。近几年,减轻重量和提高燃油效率的需求使铝基复合材料在航空工业得到广泛地使用。
这些应用中常用的铝复合材料是比取材于粉煤灰的陶瓷颗粒更加昂贵的多的陶瓷颗粒增强型金属基体铝合金[1]。相比于传统的铝碳化硅材料,空心微珠复合材料除混合加工成本以外的材料成本是具有非常有利的条件的。由于空心微珠颗粒的低成本,总成本随增强体颗粒的增加而大幅下降。和普通灰铸铁相比的低密度,使这种材料在应用中的重量减少高达20%。本研究分析了一种称为空心微珠增强铝合金6063的新复合材料。它较低的热膨胀和对冷热环境的较高耐性,使其适用于盘式制动器。
最优成本估计可以提高企业的性能和效益,正如高估导致商誉和市场份额的损失,而低估导致财务损失。因此,成本估计在组织的设计和经营策略中起着至关重要的作用,并且是管理政策和商业决策的关键工具[2]。通过连贯的产品和工艺设计预防潜在制造问题以及投入更多的资源进行早期识别,可以大大降低整体成本和交货时间。在对几何形状确定、材料选材和工艺参数确定的决定中,初始成本估算是必要的和有用的。在这一部分中,AA6063的铸造成本是经过与复合材料制动转子成本相比较的。
2、文献综述
汽车传动系统中经常使用盘式制动器来制动车辆。由于空间约束和性能要求,盘式制动器有导致局部应力和挠度的波动负载特性。在所有车辆的组成部分中,制动系统是最重要的并且需要频繁维护[3]。为工程组件设计尽可能长的寿命是最重要的。不幸的是,在零件处于紧密接触和相对运动的系统中,不可避免的磨损使设计难以确定[4]。
摩擦产生的高温影响接触压力分布,导致小区域接触载荷集中中心的热弹性不稳定性引起不良影响,如制动能力减弱现象,局部擦痕,热裂纹和振动[5,6]。不同的转子材料存在温度分布的差异性[7]。但使用垫料产生的差异是可以忽略不计的[8]。刹车片的设计和振动特性取决于制动盘和刹车片之间摩擦接触区域的温度分布。摩擦力是由于接触区域温度引起的化学和物理过程[9]。铝基复合材料是一种较好的材料选择,这是由于它便于加工以及特有优势,比如高导热性、能最大限度减少热弹性不稳定的高散热率、气化制动液和热激发的振动特性[10,11]。复合材料的性能取决于可以被适用于盘式制动器的合金化所控制的基体和加强体的结合[12]。
转子的通风系统提供了更好的散热条件[13,14]。通风转子降低温度、应力和变形[15]。通风转子的冷却过程将降低最高温度升高[16]。当前课题为学术研究提出通风式制动盘。
任何产品的成本估计是重要的,当这种修改的成本低则在早期阶段的成本降低[17]。在本课题中,完成了与复合材料相比较的AA6063制动盘成本估算。
2.1 空心微珠增强铝合金(AA)6063
10%体积的空心微珠添加产生良好的力学和摩擦性能增强了空心微珠的体积百分比。为了确定制动盘新型材料的适用性,必须保证这种使用该材料,即AA6063材料10%空心微珠复合铝合金所制造的制动盘的性能参数在允许范围内。我们得到了新提出的复合材料的材料性能,如表1所示。
表1:复合材料性能
3、盘式制动器转子的制造
低成本小批量生产的可能性使砂型铸造比永久铸模铸造更加有利。除了像小尺寸操作的其他好处,这种优势反过来又帮助制造商以低成本创建产品。在本课题中,采用砂型铸造铸造制动盘。下文论述了铸造盘式制动器转子中型模制造、模具准备、炉型选择等关键步骤。该型模由木制材料制造,以满足精确的施工标准,维持合理的时间并符合所建型模的质量等级,以便它们可以不断地供应具有特定尺寸的铸件。重复使用型模也是一种经济可靠的方式。
木质型模按照转子设计要求的规格范围所配备。在型模上进行涂层以使铸造表面光滑。根据设计和涂层制备干砂芯,以达到更光滑的表面光洁度和更大的耐热性。图1显示了用于制动转子铸造的型模和型芯。
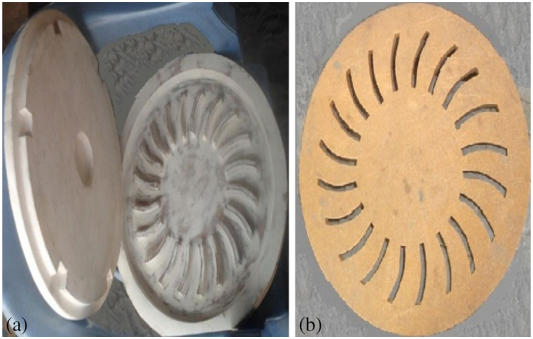
图1:盘式制动器转子,型模(a)、型芯(b)
砂型铸造用模具是由沙子本身使用粘合剂和利用型模挤压模具成所要求的形状和尺寸。模板/模垫、模箱和填充框架所形成的称作模型的区域由疏松的型砂填充。然后填充沙子,通过从模具背面到型模并且可以从模板上的开口离开的压缩空气压紧。这使沙子更均匀并压的更实。在随后的压制阶段借助于固定或弹性压板,水垫或多层压力机达到最终强度。根据所需的最佳模具强度控制压力和气流持续时间。用于制备制动盘所需砂型的静压成型工艺如图2所示。
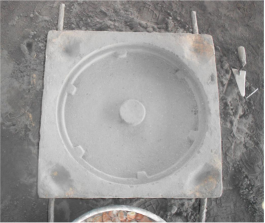
图2:盘式制动器转子砂型的制备
像需求内的AA6063,空心微珠和镁原材料量按以下步骤计算和熔化。该铸造工序采用30L熔化能力的油炉。燃油炉很适用于复合盘式制动器的铸造。
搅拌铸造方式包括两段混合工序。首先,基体材料被加热到完全熔化。搅拌以增加空心微珠颗粒的润湿性时添加计算得出的2%重量的镁。然后将熔体冷却到保持半固态,并添加混合预热的空心微珠。再次加热到熔化成液态使其充分混合。空心微珠添加和搅拌过程如图3所示。
将熔融金属倒入砂型中。模具冷却、熔融混合物凝固后,打开模具并取出制动盘转子。铸造的制动盘转子按准确尺寸进行精确机械加工,因为在铸造时留有加工余量。采用机械加工工艺得到的最终零件如下描述。
3.1 内外径
选择盘式制动器的工作中心为2轴车床。通过在旋转制动盘的一端按压来获得平坦表面。制动盘被固定在心轴上,以避免端面和端面的重复,并且如果两端都要加工,则重复操作。待加工表面的最高直径决定切削速度。该工具的点被完全设置在旋转中心的高度,无论是从外部向内或从中心向外。导轨夹紧在车床以避免刀具由于切削力运动和防止不平的表面。加工有硬表面的材料如铸件等,第一次切割的深度需要适当的切削量,以防止刀具磨损。盘的两面都加工,表面光洁度在16μm以内。
3.2 钻孔
工作中心选择钻盘式制动器是3轴中型轧机。六个直径为18毫米的孔。制动盘使用轧机台钳定位。步进钳口提供通过制动盘的底部定位的钻孔间隙。平行杆被确保具有相同的大小,以使制动盘保持水平,在指定位置钻六个孔。盘式制动器机械加工前后加工如图4所示。
4、复合制动盘温度测量
众所周知,制动盘的制动性能受散热速率的影响。制动盘温度的快速增加和减少,可能会由于较高的热应变导致制动盘的灾难性故障。任何制动盘设计中的热特性增强是研究中的重要课题。热分析可以进行实验或数值模拟。实验可在车辆测试和实验室测试程序进行。本课题采用车辆制动温度变化的车辆试验程序。
温度监测是几乎每一种类型的机械和应用的关键,特别是旋转的部件,如刹车盘、涡轮机、发动机和发电机等。这些组件工作在恶劣环境或无法通过物理连接进行监测的场所。旋转部件的温度监测可以减少部件发生故障的风险,确保设备的安全。然而,使用常规方式监测机械旋转组件的温度十分昂贵且具有很大技术难度[18]。本节介绍了一种基于红外(IR)无线测温的旋转制动盘温度监测系统。
Huang Y M和Chen S H[19]的负载周期是合适的温度监测方式。该周期以27.78m/s(100km/h)的初速开始,以0.45g的加速度减速至0的最终速度。然后以0.28g的加速度加速至27.78m/s,并保持在该速度25秒。车辆随后被加速到同样初速度,使转子冷却并重复10次。十个负载周期的总时间为350秒,即10次制动操作周期和10次无制动周期(空闲)循环。如图5所示,每个周期的35秒包含6秒的制动操作阶段,4s的加速阶段和另一个25秒保持恒定速度的阶段。
尽管几十年红外技术成功地应用于工业和研究装置中,仍然在创新、降低成本和提高可靠性中取得进展,使非接触红外测温仪更小型化和精确。这使得红外技术成为新的应用程序和用户感兴趣的领域。
红外测温仪测量物体表面温度。该装置的光学识别元件发射、反射和传输收集和映射在探测器上的能量信号。装置的电子元件将能量信号转变为显示在装置上的温度读数。激光指针确保方便准确以实现更加精确的测量。该装置结构紧凑,坚固耐用,使用方便。只要瞄准和按下按钮,在1秒内读取当前的表面温度。使用该装置可以不用接触、安全地测量高温、危险或无法直接接触物体的表面温度。根据仿真模拟中的关键点,确定可能高温点的关键组件。每个实验开始时都标记出了关键点。五个关键点的选择如图6所示。
制动盘安装在TATA Sumo上。操作过程中,制动盘以夹子固定并以3000rpm的转速旋转。使用热屏蔽最大限度的减少周围热源或冷风对测量温度的影响。IR红外头放置在距离旋转制动盘20厘米处。此外,确保没有背景热源在塑料外壳产生反射从而影响测量。确定试验期间制动盘于相同操作条件下在22±1℃的环境温度中运行。由于相对高的角速度,假定制动盘上都是湍流。制动盘处于黄氏负载周期。每个周期重复相同的三次实验获得测量温度。对于周期的重复测量,循环一直持续到对测量温度有益的周期。对于准确和容易的温度测量,温度测量后立即完成制动动作。在关键点的温度测量如图7所示。
5、温度测量的结果和讨论
实验测量了制动盘上如上文所述图6中关键点每个周期的温度。图8显示了在这些关键点测得的温度结果。
每个周期的最高温度上升是至关重要的,它需要特别注意。从关键点温度结果来看,与其它关键点相比,最大温度在关键点2(即制动盘支盘)处。图9显示了制动盘上关键点2在每个周期中所测量得到的温度。
从图9中可知,制动盘转子表面的最高温度为129.1℃。在湍流条件下,事实上绝热壁温度上升至支盘使该区域的制动盘表面温度升高[20,21]。
6、制动盘的成本估算
大多数的工业产品和设备都包含铸造件使铸造成为一个重要的制造工艺工序。由于不同的设备选择、自动化水平、工人技能高低、过往的经验、采用的工具(型模、芯盒和模具)和根据以前项目获得的知识所采用的方式(进给和浇注系统),产生了铸造厂中制造成本的差异。铸造成本估算见表2。
假设:1、每千克AA6063价格250卢布(表3);
2、机械加工OD&ID以10mm计,面加工以5mm计(表4);
3、材料重量以7千克计算(表3)。
总成本包括铸造成本和机械加工成本。基于数量的总成本见表6。
材料AA6063的初步成本估算由制造制动盘决定。主要原因是AA6063为旧有的标准材料,其制造成本细节一应俱全。以下部分描述了AA6063和空心微珠AA6063复合材料的成本比较(表7)。
成本估算为2.5%,低于纯AA6063。由于复合材料的生命周期更长,其生命周期成本仅有AA6063转子的一半。除此之外,重量降低的结果显著地影响车轮的其他内部系统的成本。与AA6063转子相比,复合材料制动盘重量降低了20%。比较传统的复合材料含有比取材于粉煤灰的陶瓷颗粒更加昂贵的碳化硅(SiC)和氧化铝(Al2O3)颗粒。一般情况下,传统的复合材料与基体合金相比增加了重量。
7、结论
在本课题中,铸造10%体积空心微珠制动盘确保了制动盘的可制造性。采用与基合金相同的加工工艺确保了可加工性。通过车辆测试程序实验成功完成了制动盘的热特性研究。对复合材料制动盘和普通AA6063制动盘的成本估算进行了比较。制造成本分析表明复合材料制动盘的成本降低了2.5%。并且,空心微珠复合材料制动盘的成本低于传统复合材料制动盘。同时与基合金相比降低了20%的重量。
表2:制动盘铸件参数
表3:基于数量的制动盘砂型铸造成本
表4:制动盘机械加工成本
表5:基于数量的制动盘加工成本
表6:基于数量的制动盘总成本
表7:AA6063和复合材料的成本比较(数量100)
参考文献
[1] Withers G and Zheng R,ULTALITE——一种低成本、轻质量铝基复合材料在制动器中的应用,澳大利亚:Autoengineer,2008年,第20页;
[2] Niazi A,Dai J S,Balabani S and Seneviratne L,J.Manuf.Sci.Eng.,2006年,第258-563页;
[3] Zaid M A,Radzai R,Ahmad M M,Ridzuan A H,Nurfaizey and Afzanizam M M ,J. Adv. Manuf. Technol.,2009年,第3-37页;
[4] Kim N H,Won D,Burris D,Holtkamp B,Gessel G R,Swanson P and Sawyer G ,Wear,2005年,第258-1787页;
[5] Bayas E and Aher V,Int. J.Adv.Res.Sci.Eng.Technol.,2012年,第2-6页;
[6] Belhocine A and Bouchetara M,Trans.Control Mech.Syst.,2013年,第2-302页;
[7] Singh H and Shergill H,Int.J.Emerg.Technol.2012年,第3-84页;
[8] Petinrin M O and Oji J O,N.Y.Sci.J.2012年,第5-39页;
[9] Rudolph M,Popp K and Hogenkamp W,Proc.Appl.Math.Mech.2003年,第3-124页;
[10] Adebisi A A,Maleque M A and Shah Q H,Int.J.Mech.Mater.Eng.2011年,第6-356页;
[11] Jiang L,Jiang Y-L,Yu L,Su N and Ding Y-D,中国有色金属学会会刊,2012年,第22-2783页;
[12] Blau P J,Jolly B C,Qu J,Peter W H and Blue C A,Wear,2007年,第263-867页;
[13] Chengal Reddy V,Gunasekhar Reddy M and Gowd Harinath,Int.J.Emerg. Technol.Adv.Eng.,2013年,第3-283页;
[14] Belhocine A and Bouchetara M,Wseas Trans.Appl.Theor.Mech.,2012年,第7-169页;
[15] Manjunath T V and Suresh P M,Int.J.Innov.Res.Sci.Eng.Technol.,2013年,第2-7741页;
[16] Kang S-S and Cho S-K,J.Mech.Sci.Technol.,2012年,第26-2133页;
[17] Chougule R G and Ravi B,Int.J.Prod.Res.,2005年,第39-625页;
[18] Rodriguez R I and Jia Y,Int.J.Smart Sens.Intell.Syst.,2011年,第4-325页;
[19] Huang Y M and Chen S H,制动器冷却性能设计参数的分析研究,SAE 2006- 01-0692;
[20] Adamowicz A and Grzes P,Appl.Therm.Eng.,2011年,第31-2177页;
[21] Cardone G, Astarita T and Carlomagno G M,Int.J.Rotating Mach.,1997年,第3页。
摘要:制动盘转子常用的复合材料是碳化硅(SiC)或更加昂贵的氧化铝(Al2O3)颗粒。与基合金相比常用复合材料的重量更加笨重。本文的目的是开发一种轻质的制动盘应用材料,从=而取代基合金与常规复合材料。通过分析结果发现10%体积的空心微珠增强铝合金(AA)6063复合材料是制动盘最合适的材料。为了保证复合材料制造工艺,复合制动转子采用砂型铸造和机械加工技术来获得最终的零件。通过对整车试验过程中盘式制动器温度变化的研究,确定制动盘的热性能。降低成本是使用空心微珠增强复合材料的一项重要收益。这是由成本估算和分析所确保的。本文将该复合材料制动盘制造成本估计及其综合成本与普通AA6063材料制动盘相比较。
关键词:制动盘;铝基复合材料;温度测量;成本估算
1、介绍
在过去的十年中,传统的金属基复合材料已经在一些汽车部件上应用,包括制动盘和制动鼓、活塞、气缸套和阀门。由于复合材料的成本较高,复合材料制动鼓和转子已被限制在低体积的特殊应用中。作为鼓式制动器的一种替代者,盘式制动器在汽车工业和航空工业具有重大意义且不可或缺。进一步的研究改进表明复合材料的应用取决于其低重量和较高热特性。近几年,减轻重量和提高燃油效率的需求使铝基复合材料在航空工业得到广泛地使用。
这些应用中常用的铝复合材料是比取材于粉煤灰的陶瓷颗粒更加昂贵的多的陶瓷颗粒增强型金属基体铝合金[1]。相比于传统的铝碳化硅材料,空心微珠复合材料除混合加工成本以外的材料成本是具有非常有利的条件的。由于空心微珠颗粒的低成本,总成本随增强体颗粒的增加而大幅下降。和普通灰铸铁相比的低密度,使这种材料在应用中的重量减少高达20%。本研究分析了一种称为空心微珠增强铝合金6063的新复合材料。它较低的热膨胀和对冷热环境的较高耐性,使其适用于盘式制动器。
最优成本估计可以提高企业的性能和效益,正如高估导致商誉和市场份额的损失,而低估导致财务损失。因此,成本估计在组织的设计和经营策略中起着至关重要的作用,并且是管理政策和商业决策的关键工具[2]。通过连贯的产品和工艺设计预防潜在制造问题以及投入更多的资源进行早期识别,可以大大降低整体成本和交货时间。在对几何形状确定、材料选材和工艺参数确定的决定中,初始成本估算是必要的和有用的。在这一部分中,AA6063的铸造成本是经过与复合材料制动转子成本相比较的。
2、文献综述
汽车传动系统中经常使用盘式制动器来制动车辆。由于空间约束和性能要求,盘式制动器有导致局部应力和挠度的波动负载特性。在所有车辆的组成部分中,制动系统是最重要的并且需要频繁维护[3]。为工程组件设计尽可能长的寿命是最重要的。不幸的是,在零件处于紧密接触和相对运动的系统中,不可避免的磨损使设计难以确定[4]。
摩擦产生的高温影响接触压力分布,导致小区域接触载荷集中中心的热弹性不稳定性引起不良影响,如制动能力减弱现象,局部擦痕,热裂纹和振动[5,6]。不同的转子材料存在温度分布的差异性[7]。但使用垫料产生的差异是可以忽略不计的[8]。刹车片的设计和振动特性取决于制动盘和刹车片之间摩擦接触区域的温度分布。摩擦力是由于接触区域温度引起的化学和物理过程[9]。铝基复合材料是一种较好的材料选择,这是由于它便于加工以及特有优势,比如高导热性、能最大限度减少热弹性不稳定的高散热率、气化制动液和热激发的振动特性[10,11]。复合材料的性能取决于可以被适用于盘式制动器的合金化所控制的基体和加强体的结合[12]。
转子的通风系统提供了更好的散热条件[13,14]。通风转子降低温度、应力和变形[15]。通风转子的冷却过程将降低最高温度升高[16]。当前课题为学术研究提出通风式制动盘。
任何产品的成本估计是重要的,当这种修改的成本低则在早期阶段的成本降低[17]。在本课题中,完成了与复合材料相比较的AA6063制动盘成本估算。
2.1 空心微珠增强铝合金(AA)6063
10%体积的空心微珠添加产生良好的力学和摩擦性能增强了空心微珠的体积百分比。为了确定制动盘新型材料的适用性,必须保证这种使用该材料,即AA6063材料10%空心微珠复合铝合金所制造的制动盘的性能参数在允许范围内。我们得到了新提出的复合材料的材料性能,如表1所示。
表1:复合材料性能
| 性能 | 10%体积空心微珠增强铝合金复合材料 |
| 材料密度(kg·m-3) | 2140 |
| 泊松比 | 0.33 |
| 杨氏模量(GPa) | 83.70 |
| 屈服强度(MPa) | 95 |
| 极限抗拉强度(MPa) | 142.70 |
| 导热系数(W·m-1k-1) | 250 |
| 热膨胀系数(C-1) | 20.46*10-6 |
3、盘式制动器转子的制造
低成本小批量生产的可能性使砂型铸造比永久铸模铸造更加有利。除了像小尺寸操作的其他好处,这种优势反过来又帮助制造商以低成本创建产品。在本课题中,采用砂型铸造铸造制动盘。下文论述了铸造盘式制动器转子中型模制造、模具准备、炉型选择等关键步骤。该型模由木制材料制造,以满足精确的施工标准,维持合理的时间并符合所建型模的质量等级,以便它们可以不断地供应具有特定尺寸的铸件。重复使用型模也是一种经济可靠的方式。
木质型模按照转子设计要求的规格范围所配备。在型模上进行涂层以使铸造表面光滑。根据设计和涂层制备干砂芯,以达到更光滑的表面光洁度和更大的耐热性。图1显示了用于制动转子铸造的型模和型芯。
图1:盘式制动器转子,型模(a)、型芯(b)
砂型铸造用模具是由沙子本身使用粘合剂和利用型模挤压模具成所要求的形状和尺寸。模板/模垫、模箱和填充框架所形成的称作模型的区域由疏松的型砂填充。然后填充沙子,通过从模具背面到型模并且可以从模板上的开口离开的压缩空气压紧。这使沙子更均匀并压的更实。在随后的压制阶段借助于固定或弹性压板,水垫或多层压力机达到最终强度。根据所需的最佳模具强度控制压力和气流持续时间。用于制备制动盘所需砂型的静压成型工艺如图2所示。
图2:盘式制动器转子砂型的制备
像需求内的AA6063,空心微珠和镁原材料量按以下步骤计算和熔化。该铸造工序采用30L熔化能力的油炉。燃油炉很适用于复合盘式制动器的铸造。
搅拌铸造方式包括两段混合工序。首先,基体材料被加热到完全熔化。搅拌以增加空心微珠颗粒的润湿性时添加计算得出的2%重量的镁。然后将熔体冷却到保持半固态,并添加混合预热的空心微珠。再次加热到熔化成液态使其充分混合。空心微珠添加和搅拌过程如图3所示。
将熔融金属倒入砂型中。模具冷却、熔融混合物凝固后,打开模具并取出制动盘转子。铸造的制动盘转子按准确尺寸进行精确机械加工,因为在铸造时留有加工余量。采用机械加工工艺得到的最终零件如下描述。
3.1 内外径
选择盘式制动器的工作中心为2轴车床。通过在旋转制动盘的一端按压来获得平坦表面。制动盘被固定在心轴上,以避免端面和端面的重复,并且如果两端都要加工,则重复操作。待加工表面的最高直径决定切削速度。该工具的点被完全设置在旋转中心的高度,无论是从外部向内或从中心向外。导轨夹紧在车床以避免刀具由于切削力运动和防止不平的表面。加工有硬表面的材料如铸件等,第一次切割的深度需要适当的切削量,以防止刀具磨损。盘的两面都加工,表面光洁度在16μm以内。
3.2 钻孔
工作中心选择钻盘式制动器是3轴中型轧机。六个直径为18毫米的孔。制动盘使用轧机台钳定位。步进钳口提供通过制动盘的底部定位的钻孔间隙。平行杆被确保具有相同的大小,以使制动盘保持水平,在指定位置钻六个孔。盘式制动器机械加工前后加工如图4所示。
4、复合制动盘温度测量
众所周知,制动盘的制动性能受散热速率的影响。制动盘温度的快速增加和减少,可能会由于较高的热应变导致制动盘的灾难性故障。任何制动盘设计中的热特性增强是研究中的重要课题。热分析可以进行实验或数值模拟。实验可在车辆测试和实验室测试程序进行。本课题采用车辆制动温度变化的车辆试验程序。
温度监测是几乎每一种类型的机械和应用的关键,特别是旋转的部件,如刹车盘、涡轮机、发动机和发电机等。这些组件工作在恶劣环境或无法通过物理连接进行监测的场所。旋转部件的温度监测可以减少部件发生故障的风险,确保设备的安全。然而,使用常规方式监测机械旋转组件的温度十分昂贵且具有很大技术难度[18]。本节介绍了一种基于红外(IR)无线测温的旋转制动盘温度监测系统。
Huang Y M和Chen S H[19]的负载周期是合适的温度监测方式。该周期以27.78m/s(100km/h)的初速开始,以0.45g的加速度减速至0的最终速度。然后以0.28g的加速度加速至27.78m/s,并保持在该速度25秒。车辆随后被加速到同样初速度,使转子冷却并重复10次。十个负载周期的总时间为350秒,即10次制动操作周期和10次无制动周期(空闲)循环。如图5所示,每个周期的35秒包含6秒的制动操作阶段,4s的加速阶段和另一个25秒保持恒定速度的阶段。
尽管几十年红外技术成功地应用于工业和研究装置中,仍然在创新、降低成本和提高可靠性中取得进展,使非接触红外测温仪更小型化和精确。这使得红外技术成为新的应用程序和用户感兴趣的领域。
红外测温仪测量物体表面温度。该装置的光学识别元件发射、反射和传输收集和映射在探测器上的能量信号。装置的电子元件将能量信号转变为显示在装置上的温度读数。激光指针确保方便准确以实现更加精确的测量。该装置结构紧凑,坚固耐用,使用方便。只要瞄准和按下按钮,在1秒内读取当前的表面温度。使用该装置可以不用接触、安全地测量高温、危险或无法直接接触物体的表面温度。根据仿真模拟中的关键点,确定可能高温点的关键组件。每个实验开始时都标记出了关键点。五个关键点的选择如图6所示。
制动盘安装在TATA Sumo上。操作过程中,制动盘以夹子固定并以3000rpm的转速旋转。使用热屏蔽最大限度的减少周围热源或冷风对测量温度的影响。IR红外头放置在距离旋转制动盘20厘米处。此外,确保没有背景热源在塑料外壳产生反射从而影响测量。确定试验期间制动盘于相同操作条件下在22±1℃的环境温度中运行。由于相对高的角速度,假定制动盘上都是湍流。制动盘处于黄氏负载周期。每个周期重复相同的三次实验获得测量温度。对于周期的重复测量,循环一直持续到对测量温度有益的周期。对于准确和容易的温度测量,温度测量后立即完成制动动作。在关键点的温度测量如图7所示。
5、温度测量的结果和讨论
实验测量了制动盘上如上文所述图6中关键点每个周期的温度。图8显示了在这些关键点测得的温度结果。
每个周期的最高温度上升是至关重要的,它需要特别注意。从关键点温度结果来看,与其它关键点相比,最大温度在关键点2(即制动盘支盘)处。图9显示了制动盘上关键点2在每个周期中所测量得到的温度。
从图9中可知,制动盘转子表面的最高温度为129.1℃。在湍流条件下,事实上绝热壁温度上升至支盘使该区域的制动盘表面温度升高[20,21]。
6、制动盘的成本估算
大多数的工业产品和设备都包含铸造件使铸造成为一个重要的制造工艺工序。由于不同的设备选择、自动化水平、工人技能高低、过往的经验、采用的工具(型模、芯盒和模具)和根据以前项目获得的知识所采用的方式(进给和浇注系统),产生了铸造厂中制造成本的差异。铸造成本估算见表2。
假设:1、每千克AA6063价格250卢布(表3);
2、机械加工OD&ID以10mm计,面加工以5mm计(表4);
3、材料重量以7千克计算(表3)。
总成本包括铸造成本和机械加工成本。基于数量的总成本见表6。
材料AA6063的初步成本估算由制造制动盘决定。主要原因是AA6063为旧有的标准材料,其制造成本细节一应俱全。以下部分描述了AA6063和空心微珠AA6063复合材料的成本比较(表7)。
成本估算为2.5%,低于纯AA6063。由于复合材料的生命周期更长,其生命周期成本仅有AA6063转子的一半。除此之外,重量降低的结果显著地影响车轮的其他内部系统的成本。与AA6063转子相比,复合材料制动盘重量降低了20%。比较传统的复合材料含有比取材于粉煤灰的陶瓷颗粒更加昂贵的碳化硅(SiC)和氧化铝(Al2O3)颗粒。一般情况下,传统的复合材料与基体合金相比增加了重量。
7、结论
在本课题中,铸造10%体积空心微珠制动盘确保了制动盘的可制造性。采用与基合金相同的加工工艺确保了可加工性。通过车辆测试程序实验成功完成了制动盘的热特性研究。对复合材料制动盘和普通AA6063制动盘的成本估算进行了比较。制造成本分析表明复合材料制动盘的成本降低了2.5%。并且,空心微珠复合材料制动盘的成本低于传统复合材料制动盘。同时与基合金相比降低了20%的重量。
表2:制动盘铸件参数
| 材料 | 值 |
| 部分次品率(%) | 2 |
| 核心次品率(%) | 2 |
| 材料价格(Rs) | 1750 |
| 材料利润(%) | 5 |
| 产品 | |
| 模具制造工(Rs/h) | 1200 |
| 型芯制造工(Rs/h) | 600 |
| 清洁工(Rs/h) | 300 |
| 设备效率(%) | 90 |
| 产品利润(%) | 5 |
| 模具 | |
| 模具材料 | wood |
| 每小时制造率 | 1 |
表3:基于数量的制动盘砂型铸造成本
| 单位总量 | 月度总量 | 季度总量 | 年度总量 | |
| 组件数量 | 1 | 9 | 25 | 100 |
| 材料成本(Rs) | 1750 | 1750 | 1750 | 1750 |
| 次品成本(Rs) | 7000 | 777.78 | 280 | 70 |
| 生产成本(Rs) | 2100 | 2100 | 2100 | 2100 |
| 模具成本(Rs) | 7000 | 777.78 | 280 | 70 |
| 总单位成本(Rs) | 17850 | 6405.60 | 4410 | 3990 |
表4:制动盘机械加工成本
| 工作机床 | 操作说明/注意事项 | 安装时间(h) | 运行时间(min) | 每小时净工资(Rs) | 安装率(Rs) | 安装花费(Rs) | 单位运行花费(Rs) |
| 2轴车床 | 内圆定位:加工端面和外圆表面 | 1.5 | 9.535 | 1528.2 | 1528.2 | 2292.6 | 243.00 |
| 2轴车床 | 外圆定位:加工端面和内圆表面 | 1.5 | 7.558 | 1528.2 | 1528.2 | 2292.6 | 192.60 |
|
3轴 中速铣床 |
钻6个φ18mm的孔 | 1 | 4.068 | 1528.2 | 1528.2 | 1528.2 | 103.80 |
| 去毛刺工作台 | 0 | 2.000 | 1063.2 | 1063.2 | 0 | 35.40 | |
| 总单位成本 | 4 | 23.161 | 6113.4 | 574.80 |
表5:基于数量的制动盘加工成本
| 成本(卢布) | 单位总量 | 月度总量 | 季度总量 | 年度总量 |
| 组件数量 | 1 | 9 | 25 | 100 |
| 安装设置 | 6113.40 | 679.20 | 1750 | 1750 |
| 劳工 | 574.20 | 574.20 | 574.20 | 574.20 |
| 材料 | 1750.00 | 1750.00 | 1750.00 | 1750.00 |
| 废料配额 | 1750.00 | 462.00.78 | 332.40 | 208.20 |
| 工具损耗 | 0 | 0 | 0 | 0 |
| 总单位成本 | 10187.60 | 3465.40 | 2901.40 | 2593.60 |
表6:基于数量的制动盘总成本
| 成本(卢布) | 单位总量 | 月度总量 | 季度总量 | 年度总量 |
| 组件数量 | 1 | 9 | 25 | 100 |
| 砂型铸造 | 16100.0 | 3655.60 | 2660.0 | 2240.0 |
| 机械加工 | 8437.6 | 1715.40 | 1151.4 | 843.6 |
| 材料 | 1750.00 | 1750.00 | 1750.00 | 1750.00 |
| 总单位 | 26287.6 | 7120.96 | 5561.4 | 4833.6 |
表7:AA6063和复合材料的成本比较(数量100)
| 成本(卢布) | AA6063(Rs) | 复合材料(Rs) |
| AA6063材料 | 1750.00 | 1527.50 |
| 空心微珠 | —— | 9.60 |
| 镁 | —— | 31.15 |
| 砂型铸造 | 2240.00 | 2240.00 |
| 搅拌程序 | —— | 50.00 |
| 搅拌工 | —— | 10.00 |
| 机械加工 | 843.60 | 843.60 |
| 总单位成本 | 4833.60 | 4711.85 |
| 单位制动盘重量(kg) | 6.50 | 5.235 |
参考文献
[1] Withers G and Zheng R,ULTALITE——一种低成本、轻质量铝基复合材料在制动器中的应用,澳大利亚:Autoengineer,2008年,第20页;
[2] Niazi A,Dai J S,Balabani S and Seneviratne L,J.Manuf.Sci.Eng.,2006年,第258-563页;
[3] Zaid M A,Radzai R,Ahmad M M,Ridzuan A H,Nurfaizey and Afzanizam M M ,J. Adv. Manuf. Technol.,2009年,第3-37页;
[4] Kim N H,Won D,Burris D,Holtkamp B,Gessel G R,Swanson P and Sawyer G ,Wear,2005年,第258-1787页;
[5] Bayas E and Aher V,Int. J.Adv.Res.Sci.Eng.Technol.,2012年,第2-6页;
[6] Belhocine A and Bouchetara M,Trans.Control Mech.Syst.,2013年,第2-302页;
[7] Singh H and Shergill H,Int.J.Emerg.Technol.2012年,第3-84页;
[8] Petinrin M O and Oji J O,N.Y.Sci.J.2012年,第5-39页;
[9] Rudolph M,Popp K and Hogenkamp W,Proc.Appl.Math.Mech.2003年,第3-124页;
[10] Adebisi A A,Maleque M A and Shah Q H,Int.J.Mech.Mater.Eng.2011年,第6-356页;
[11] Jiang L,Jiang Y-L,Yu L,Su N and Ding Y-D,中国有色金属学会会刊,2012年,第22-2783页;
[12] Blau P J,Jolly B C,Qu J,Peter W H and Blue C A,Wear,2007年,第263-867页;
[13] Chengal Reddy V,Gunasekhar Reddy M and Gowd Harinath,Int.J.Emerg. Technol.Adv.Eng.,2013年,第3-283页;
[14] Belhocine A and Bouchetara M,Wseas Trans.Appl.Theor.Mech.,2012年,第7-169页;
[15] Manjunath T V and Suresh P M,Int.J.Innov.Res.Sci.Eng.Technol.,2013年,第2-7741页;
[16] Kang S-S and Cho S-K,J.Mech.Sci.Technol.,2012年,第26-2133页;
[17] Chougule R G and Ravi B,Int.J.Prod.Res.,2005年,第39-625页;
[18] Rodriguez R I and Jia Y,Int.J.Smart Sens.Intell.Syst.,2011年,第4-325页;
[19] Huang Y M and Chen S H,制动器冷却性能设计参数的分析研究,SAE 2006- 01-0692;
[20] Adamowicz A and Grzes P,Appl.Therm.Eng.,2011年,第31-2177页;
[21] Cardone G, Astarita T and Carlomagno G M,Int.J.Rotating Mach.,1997年,第3页。