

苏ICP备112451047180号-6
基于PLC的板材粘合工序电气控制系统设计
一、选题简介、意义
板材粘合工序是一种能够在生产线上粘合两个或多个工件的的设备。该设备是由气动系统,检测传感器和PLC控制系统等组成。
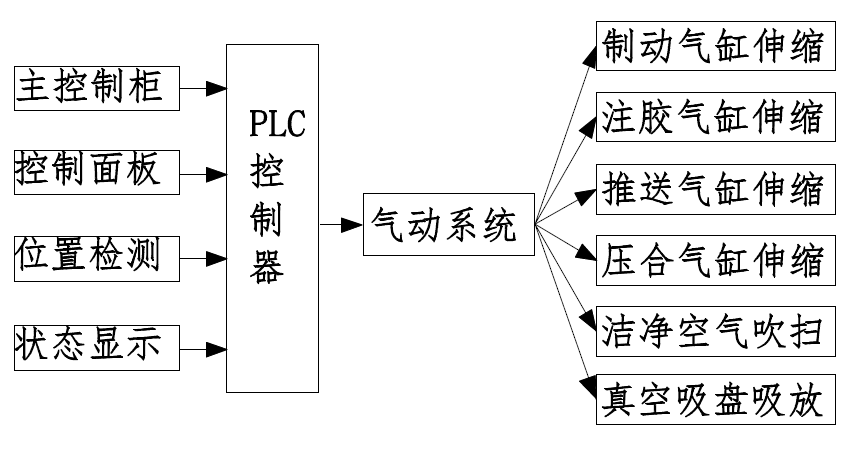
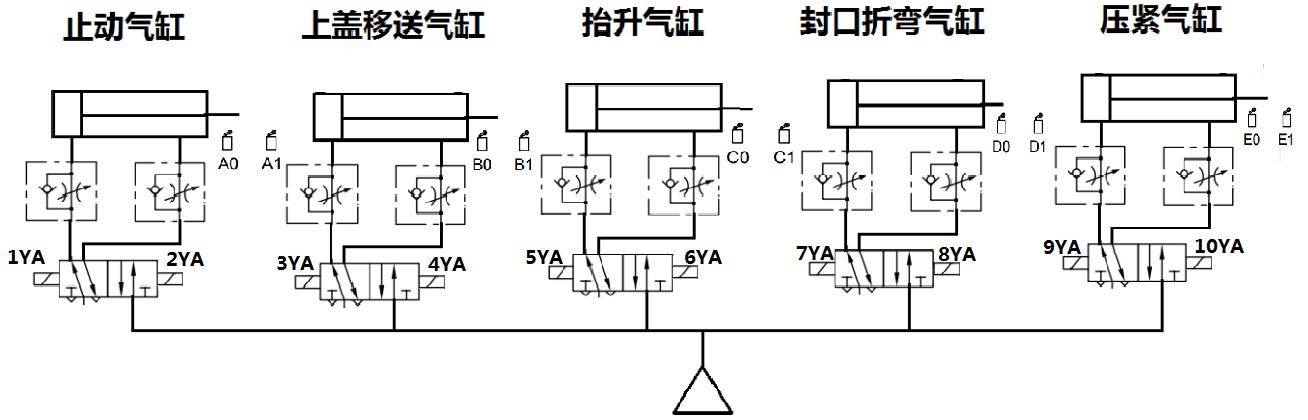
气动系统,又由动力元件、辅助元件、控制原件、和执行元件组成。空气是气动传动的工作介质,它来源于大气且经济方便。动力元件即气压发生装置,主要采用空气压缩机,它能够给气动系统提供动力源。辅助元件主要是指空气过滤器、减压阀和油雾器。空气过滤器,它能够根据固体物质和空气分子的大小、质量的不同,过滤掉压缩空气中的水分、油滴及杂质微粒,使气动系统里的气体达到所要求的净化程度。减压阀,它有减压、稳压的作用,可将空气压力调到每台装置实际所需要的压力。油雾器,它能够将润滑油喷射成雾状并混合在压缩空气中,使压缩空气具有润滑气动元件的能力。控制元件有是二位五通单电控电磁阀、单向节流阀、真空发生器。二位五通单电控电磁阀,它主要用于控制气体的流动方向,使气缸能够伸出和缩回。单向节流阀,用于控制气体的流速和方向。真空发生器利用正气压源产生负气压源,它使在有压缩空气的地方,或在同一个系统中同时需要正负压的地方获得负压变十分的容易和方便。在板材粘合工序中,它的作用是与吸盘配合,完成对板材的吸附。执行元件主要有气缸和吸盘,气缸能将空气的压力能转变为机械能。吸盘具有较大的扯断力,易吸附物品。
在板材粘合工序里,避免不了会采用到传感器。首先需要用光电传感器去检测输送带上是否有工件,才能进入下一步动作。在真空吸盘吸住工件的时候也需要一个真空检测传感器,用于检测吸盘上是否有工件,如果工件被吸住,真空检测开关则会发出一个输出信号。
本课题主要采用PLC进行控制,它采用一种可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算数操作等面向用户的指令,并通过数字或模拟输入/输出控制各种类型的机械或生产过程。
该设备通过继电—接触器系统、PLC控制和气动机械配合,对吸入的空气压缩存储,使气体像弹簧一样有了弹力,再用控制元件控制其方向,成功的使气缸完成伸缩。使用气动控制,最大的特点是节能环保,从空气中吸入多少空气就会排出多少气体,不会产生任何的化学反应,也不会产生任何污染空气的物质。其次,气体及液体而言,它的粘性相对较小,流动速度较快。适用于薄而轻的物体,这正是其广泛应用于建筑、服装等行业的材料制造中的原因。电气控制系统已经成为工业生产中不可缺少的一部分。其涉及到的技术有气动传动技术、PLC控制技术、传感器技术,通过该项目的设计有利于巩固、深化、扩大所学的知识,培养独立工作的能力。
二、课题综述
(一)主要研究内容
本课题是采用继电接触器系统和PLC控制与气动机械配合完成的自动化工作过程。主要研究和设计气动系统的气缸该何时、如何伸出和缩回。PLC如何控制气动系统的电磁阀,使气动系统能够适时的做出反应。PLC还要控制每一步执行的时间和执行完后计时,完成循环。根据项目的控制要求,针对现有设备提出板材粘合板工序的设计方案,完成板材粘合工序的电气控制的设计、安装、现场调试。
(二)要解决的问题
1、板材粘合工序的总体结构设计;
2、气动控制回路的的设计;
3、电气控制回路的硬件构成及电路的设计;
4、控制系统的软件设计;
5、气动系统、电气系统、传感器的选用;
6、快速的找到合理的资料。
(三)预期目标
正确的选择要使用的气路元件、电气元件,绘制出电器控制的图纸,其中主要包括气动回路图、电气原理图、电气接线图、电气元件布置图。写出板材粘合工序的I/O分配表,完成PLC程序的编写和程序的调试,使设备能够按照要求实现工艺流程。待成功完成系统的集成及调试成功后、正确的参考其它书籍上的资料,合理的引用,撰写技术资料。
(四)研究步骤
第一阶段:完成开题报告,查阅相关资料、文献
第二阶段:确定总体设计方案及设备选型
第三阶段:完成电路设计、制图
第四阶段:电路调试,编写毕业说明书
第五阶段:修改毕业说明书,准备毕业答辩
(五)工作方法及措施
主要采用直觉法即经验法进行程序编写。按照所要编写的内容绘制图表。
首次撰写论文,定然会遇到各种各样的困难,因此我可以参考相关的书籍,还可以向老师请教编写论文时遇到的一些问题。编写论文要充分的占有文献资料,但又不可以照搬照抄,因此要借鉴书籍、刊物,并以自己的语言对其进行描述,把它转化为自己的内容。在撰写论文的过程中,我应当要提高自我认识,正确的处理转本与论文写作的关系,不可荒废其中任意一个,不怕困难,抓紧时间,有序守时,保质保量的完成论文编写的任务。
目录
第一章 引言
1.1 课题的来源及研究的意义 1
1.2 国内外研究的现状1
1.3 课题主要研究的内容2
1.4 板材粘合工序的概述 3
1.5 板材粘合工序的组成部分 3
1.6 板材粘合工序的控制系统 3
第二章 板材粘合工序的气动部分
2.1 气动系统的简述 4
2.2 气动回路的绘制 5
2.3 气动系统元件的选择 7
2.3.1 执行元件 7
2.3.2 控制元件 9
2.3.3 辅助元件 9
2.3.4 动力元件 10
第三章 板材粘合工序的电气部分
3.1 继电接触器系统 11
3.1.1 电气原理图11
3.1.2 电气接线图 13
3.1.3 电气的布置图14
3.1.4 电气元件的选择 15
3.2 PLC控制系统 17
3.2.1 编程语言的简介 17
3.2.2 编程思路 17
3.2.3 PLC的硬件选择 17
3.2.4 I/O分配表 19
3.2.5 系统的流程图 20
3.2.6 PLC的外部接线图 21
3.2.7 PLC程序的编写 22
3.2.8 PLC指令的说明 24
第四章 结论
参考文献
参考文献
[1]白柳,于军.液压与气动传动[M].北京:机械工业出版,2009.
[2]姜新桥,石建华.PLC应用技术项目教程[M].北京:电子工业出版社,2016.
[3]奚茂龙,陆荣.小型综合自动化系统集成[M].西安:西安电子科技大学出版社,2014.
[4]郭琼.PLC应用技术[M].北京:机械工业出版社,2014.
[5]张晓娟.工厂电气控制设备[M].北京:电子工业出版社,2012.
[6]陶亦亦.电子控制与PLC应用[M].北京:清华大学出版社,2010.
[7]梁森,王侃夫,黄杭美.自动检测与转换技术[M].北京:机械工业出版社,2013.
[8]张小红.机械制图与识图职业技能训练教程[M].北京:高等教育出版社,2008.
[9]何文雪,刘华波,吴贺荣.PLC编程与应用[M].北京:机械工业出版社,2009.
[10]廖常初.FX系列PLC编程及应用[M].北京:机械工业出版社,2005.
[11]田效伍.电气控制与PLC应用技术[M].北京:机械工业出版社,2006.
[12]黄中玉.PLC应用技术[M].北京:人民邮电出版社,2009.