


苏ICP备112451047180号-6
脉冲除尘器的结构设计与PLC控制
第一章 绪论
从网络上、新闻中以及媒体上不难发现,全国范围多地常年处于PM25超标,雾霾常进入人的眼帘,人类疾病逐日增多。究其原因,大部分是由于空气污染、水污染以及环境污染等等造成的。而造成这些问题的根据,据社会学家调查分析资料可知,大部分是由工业生产导致的,如煤矿行业、汽车行业以及水泥行业等等,这些行业中只要处于生产加工状态,就有连续不断的粉尘、雾霾以及小颗粒产生,这对环境来说是一个严重的负担,对于来说危害就很大了,很多案例可在媒体、新闻以及网络中看出。鉴于此,必须引起人们的关注以及重视,相关企业必须做好相关处理工作,并构建相关法律法律以及相对应的解决方案。从技术角度上看,自布袋除尘器出现以来,鉴于其优良的除尘效果,相关企业大部分都将此用到实际生产中,从源头处控制尘埃等的向外扩散,最典型的案例就是水泥生产加工企业。查阅相关文献不难发现,袋式除尘器分普通型以及非普通型,前者主要针对一般的除尘,成本较低,使用方便,但其滤袋的性能以及寿命均较弱,也导致了其系统的不稳定以及低效率。鉴于此,后来出现了高技术、高性能以及高成本的除尘器,其大小比普票型除尘器扩大了很多,运行效率变得更高,使用寿命变得更长,如脉冲型除尘器等。与此同时,我国的水泥工业加速转型,绿色环保成为国家战略方针,促使人们投入大量的资源研究相关的解决方案,迫使企业不断革新,不断深入研发,减少企业生产的尘埃,并构建相应的除尘体系,其中最为关键的就是除尘器的开发。现阶段,我国已研制出国际领先水平的相关除尘设施,如脉冲袋式以及大型气箱脉冲袋收尘器等等,并且已在相关的水泥企业、煤矿企业以及火电站企业等中得到很好的应用。
上世纪九十年代初,除尘器中的核心技术得到改进,其内部使用了分室控制技术,能有效地将除尘器的空间分隔开,独立使用。该项技术基于PLC以及气箱脉冲等技术而构建形成,其中PLC主要用于切换电磁阀,其内部利用反吹模式而实现其功能。没过多久,该技术的应用设施就代替了静电除尘器。最典型的案例就是将该技术用于都江堰的拉法是水泥产,从为期2年的检测数据中不难分析出,相关设施的排尘浓度低于 20mg/Nm3,尾气处理位置的大布袋除尘器的浓度低于10mg/Nm3,完全符合检测标准,由此说明该类型除尘器的优势。
最近几年,脱硫技术被用于到除尘器中,使得布袋式除尘器更加有效稳定,
经过该设施处理后,空气更加安全,更大程度地减少含硫物质的污染。与此同时,滤袋的材料以及外形也出现了很多改良方案,由此延伸了布袋式除尘器的使用寿命以及范围。鉴于此,本文以脉冲除尘器为研究对象,设计相关联的PLC控制系统,进而更好地使用脉冲除尘器。
第二章 系统分析
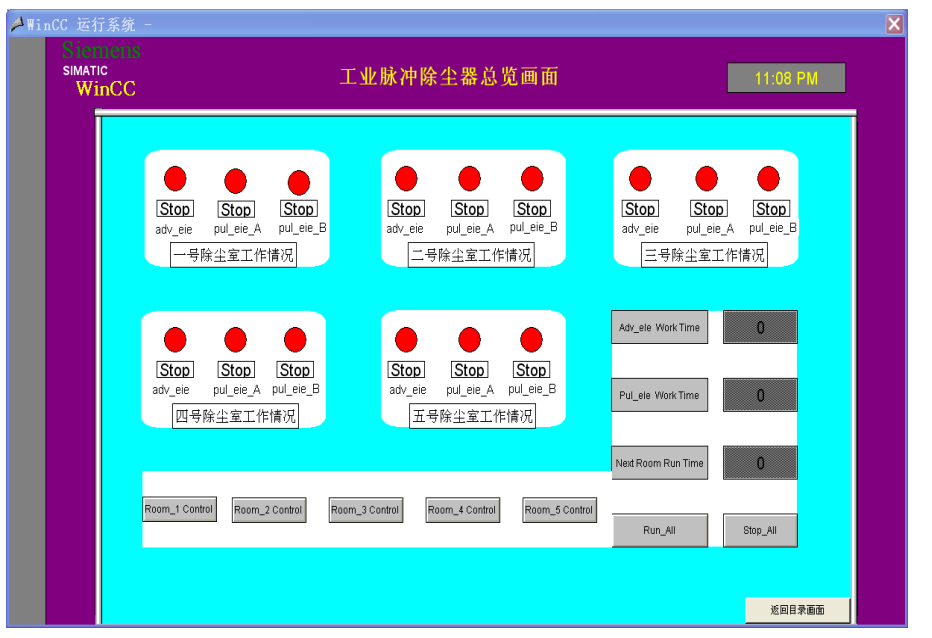
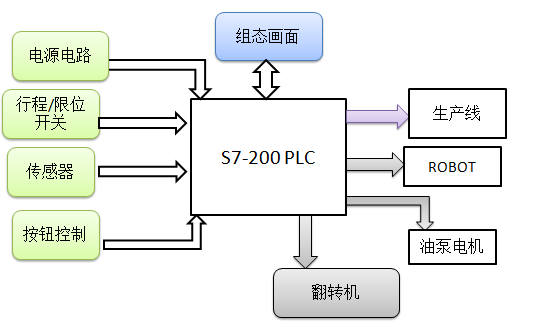
基于该课题的性能需求,我们不难总结出,本文所设计的系统包含2部分:第一部分基于S7-300PLC以及WinCC软件,构建相关的间隔清灰工作的PLC控制系统,并做出相关测试;第二部分则是基于相关功能的实现,力图减小除尘系统的阻力,从而减低损耗,并在STEP 7下做出相关的检查。通过系统设计,将其用到水泥厂中,控制以及管理其中的的五个除尘室。PLC控制主要有2种模式,手动模式以及自动模式,实际设计中综合考虑这2种模式,将PLC控制置入到脉冲除尘器中,为其构建相对应的清灰控制程序。所设计的除尘器工作中,利用控制程序提升电磁阀的数值,瞬间产生较强的脉冲气流,将尘埃吸入除尘袋中,进而转入除尘室中,完成清灰工作。随后,提升电磁阀断开,除尘器转入过滤模式。鉴于此,本系统将在研究区域内设置5个提升电磁阀以及A与B脉冲电磁阀,用于吸尘以及过滤操作。
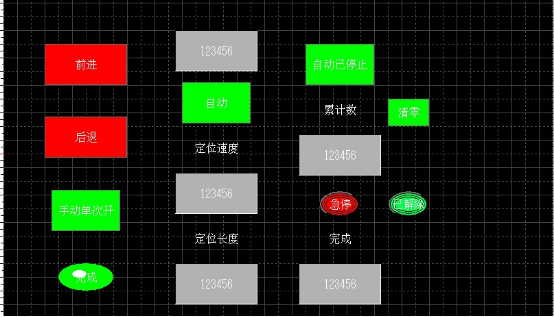
21手动运行方式
脉动除尘器在实际运行中,由于时间长久以及设备累积损耗等原因,性能出现不稳定,进而引发系统异常或故障。此时,为了使企业能继续正常运转,需要将PLC控制模式转为手动模式,实际操作流程如下:将控制开关扳到“手动”标识侧,将5个开关转为选通模式,由此可选择5个除尘室内的提升电磁阀以及脉动电磁阀。在该模式下,可展开相关的检测与维修操作,而不会严重影响企业的正常生产。
22自动运行方式
企业处于正常运转状态下,考虑到人力成本以及不可控因素等,脉冲除尘器一般选择自动模式,实际状态为控制开关板到“自动”标识侧。在该状态下,PLC控制系统自动调用相关的控制驱动,进而实现系统的自适应管理,使得企业中的相关设备处于持续运行状态。5个除尘室的工作流程如下:PLC中向分室1中传送指令信息,脉冲除尘设施中的提升发开始工作,随后2s后,该区域中的脉动阀A工作15s。期间延时 5s,信号传导分室3,该区域的工作又重复分室1的执行步骤,如此传递,直到5个分室均完成清灰工作,再进行下一个循环,直到系统定值运行。
目录
第一章 绪论1
第二章 系统分析3
21 手动运行方式3
22 自动运行方式4
第三章 脉冲袋式除尘器5
31 脉冲袋式除尘器的分类5
32 脉冲袋式除尘器的结构5
33 脉冲袋式除尘器的工作原理5
331 过滤原理6
332 清灰原理6
34 脉冲袋式除尘器技术的先进性与可靠性7
第四章 脉冲袋式除尘器系统的选型设计要求8
41 按处理气体量选型8
42 按粉尘的分散度和密度选型9
43 按气体含尘浓度选型9
44 粉尘黏附性对选型的影响9
45 尘比电阻对选型的影响10
46 含尘气体温度对选型的影响10
第五章 脉冲袋式除尘器S7-300PLC软件设计11
51 S7-300PLC的概况11
52 脉冲袋式除尘器程序组态设计11
521 创建项目11
522 程序硬件组态12
523 配置主机架13
524 CPU参数设置14
53 建立符号表14
531建立符号表14
532生成与编辑符号表14
54 建立模块15
55 编写程序15
551 FC2模块的编写15
552 主程序OBI的编写15
56 脉冲袋式除尘器电气图纸设计16
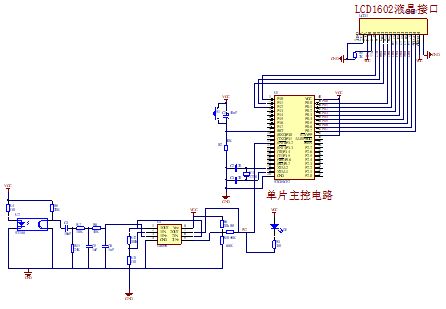
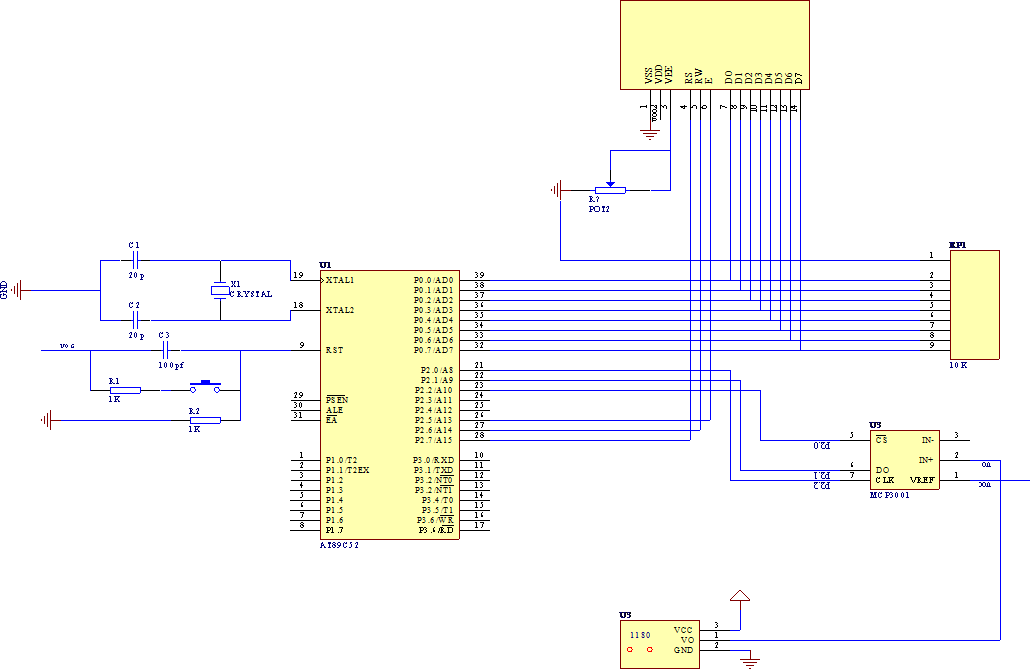
561 脉冲袋式除尘器电气原理图设计16
562 脉冲袋式除尘器模块组态图设计17
561 脉冲袋式除尘器电气原理图设计16
562 脉冲袋式除尘器模块组态图设计17
563 脉冲袋式除尘器模块接线图设计18
564 脉冲袋式除尘器柜体端子排设计19
第六章 WinCC 组态20
61 WinCC 简介20
62 建立项目20
63 创建及编辑变量21
631 配置PLC驱动21
632 组态所选协议21
633建立变量21
634 创建过程画面22
635 编辑过程画面23
636 变量连接和向导运行26
第七章 下载调试27
71 STEP7 程序下载27
72 程序调试与修改27
结论 33
参考文献34
1 龙志文SIMATIC S7 PLC 原理及应用北京:机械工业出版社,20078
2 薛迎成PLC 与触摸屏控制技术北京:中国电力出版社,2008
3 龙志文工控组态软件重庆:重庆大学出版社,20065
4 袁任光可编程序控制器应用技术与实例广州:华南理工大学出版社,200310
5 中国电机工程学会火力发电厂技术改造指南北京:中国电力出版社,2004
6 刘艳梅S7-300 可编程序控制器(PLC)教程北京:人民邮电出版社
7 鹿政理环境保护设备选用手册-大气污染控制设备北京:化学工业出版社,
工业装置与信息工程出版中心
8 吴中俊 黄永红可编程序控制器原理及应用[M] 北京:机械工业出版社 2003
9 SIMATIC TD200 操作员界面用户手册 SIEMENS 2000