


苏ICP备112451047180号-6
基PLC自动拧螺钉装配控制系统设计
一、选题简介、意义
本课题围绕如何用PLC控制实现定点拧螺钉展开,实现对气控设备的控制,定位控制,设备之间的连接与通讯,上位机的监控和控制Mcgs组态软件界面设计,使用多种设备如步进电机,触摸屏,传感器,气动控制设备。
随着现代工业沿着高效率,高度自动化的方向发展,越来越多的人工作业工将被自动化设备所取代,就装配方向来说,以前是依靠有技术有工作经验的熟练工人来调试,逐步发展至有一定节拍效率指标和技术合格指标的自动化装配的方向,在生产产品种类和数量都增加,而拧螺钉又是装配中必不可少的一环,需要大量人力去对于,这种量大重复繁琐的工作本就合适机器代替,使用了该系统的自动拧螺钉设备能替代人工进行拧螺钉装配,大大提高生产力,节约人工成本。国内生产加工厂众多,外企在国内大量建厂,均是看上中国较为廉价的劳动力,是中国巨大的消费市场,这些工厂以产品组装工作居多。然而随着中国经济的发展,法律的健全,人民生活水平的提高,工厂需要越来越多的人工支出,所以有该系统的设备正在陆续使用增多。且国内的设备普遍精度不高,装配对象较大,如投影仪,导航仪等,而向手机手表等小精密产品,还无法实现国产化,都够买国外设备。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
1.主要研究的内容:如何实现用PLC控制步进电机的定点拧螺钉;如何实现气动设备控制螺钉的取,移;如何实现上位机触摸屏和PLC通讯,对系统进行监控与简单控制。
2.要解决的问题:如何实现对气控设备的控制使用:实现步进电机定位控制;解决控制设备之间的连接与通讯;解决硬件的选型;实现上位机的监控和控制;实现Mcgs组态软件界面设计。
3.预期目标:实现控制螺钉从螺钉盒吸到螺钉孔,移动和真空吸附使螺钉定在螺丝刀下方;通过PLC控制的步进电机实现传送带的移动,并能示教保存,在自动控制时自动达到确定位置;PLC与触摸屏的连接,使系统能在上位机上简单的监控和控制;解决组态的设计:报警,定点示教教,手动控制。
4.研究步骤、方法及措施:研究步骤为背景调研,整体框架设计,硬件设计,软件设计;使用实证研究法,研究论文。
目录
第一章 绪论 4
1.1课题背景 4
1.2国内外的研究现状 4
1.3本论文的安排 5
第二章基于PLC的自动拧螺钉装配控制系统总体设计 7
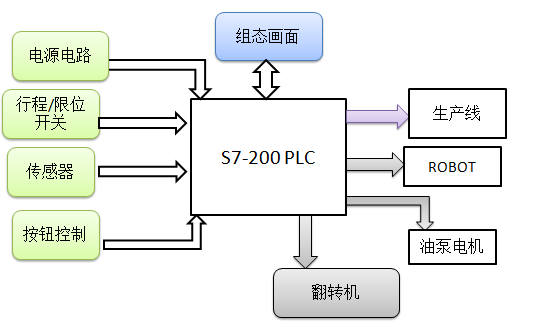
2.1控制系统总体设计 7
2.2自动拧螺钉装配控制系统具体控制要求 7
2.3论文总体设计框图 8
第三章基于PLC的自动拧螺钉装配控制系统硬件设计 9
3.1 PLC控制系统 9
3.1.1 PLC简介 9
3.1.2 自动拧螺钉控制系统PLC选型 9
3.1.3 FX3u系列PLC优势 10
3.1.4PLC输出方式选择 10
3.2步进电机及驱动器 12
3.2.1步进电机简介 12
3.2.3步进电机驱动器 12
3.2.4步进电机及驱动器的硬件选型 13
3.3 触摸屏 15
3.3.1触摸屏简介 15
3.3.2 触摸屏选型 15
3.3.2 MCGS tpc1163 kx 外部接口 15
3.3.3触摸屏与PLC、电脑的接线 16
3.4 气动用电磁阀 17
3.4.1气动用电磁阀选型 17
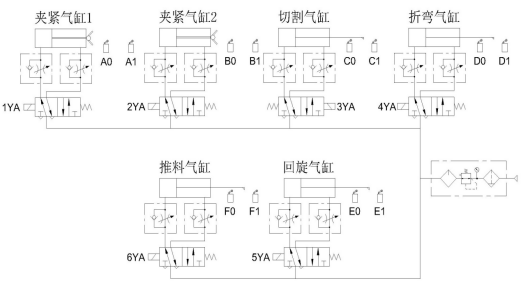
3.4.2气路图 18
3.5检测单元的选型与设计 18
3.5.1传感器选择 18
3.6 I/O分配 19
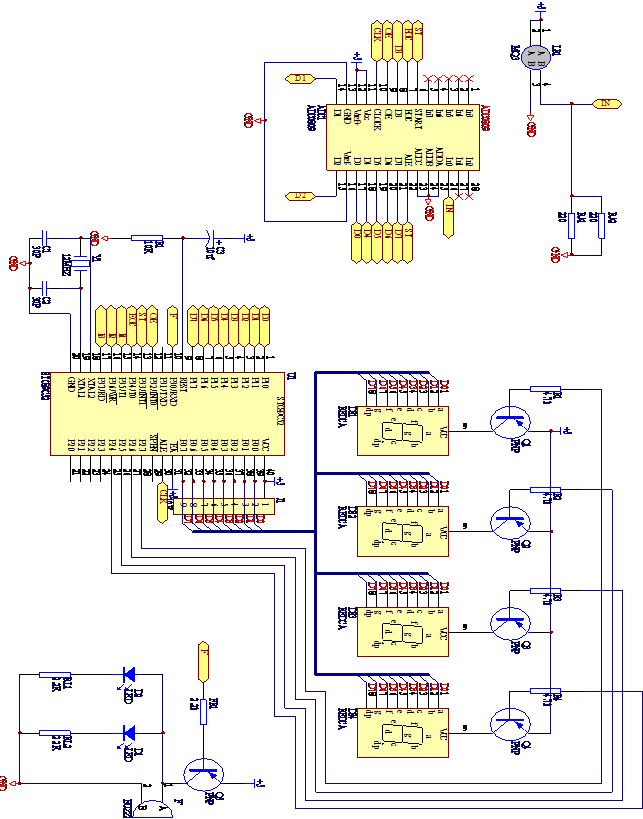
3.7PLC整体接线图 21
3.8硬件清单 22
3.9电气柜 22
第四章基于PLC的自动拧螺钉装配控制系统软件设计 23
4.1 PLC软件设计 23
4.1.1软件设计流程图 23
4.1.2 PLC程序设计 23
4.2触摸屏软件设计 26
4.2.1软件设计流程图 26
4.2.2组态软件变量与PLC的地址分配表 26
4.2.3 MCGS组态软件的整体结构 27
4.2.4、MCGS组态软件五大组成部分 28
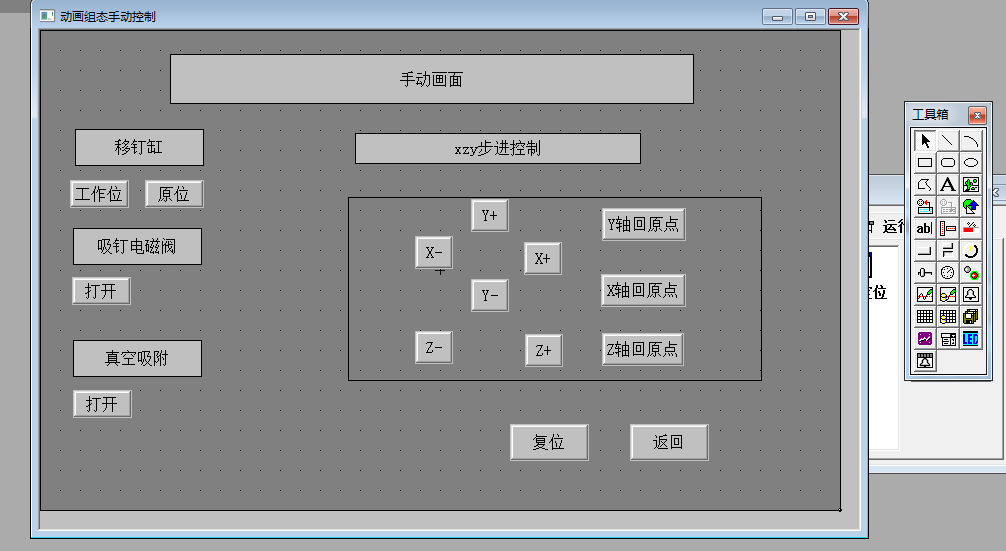
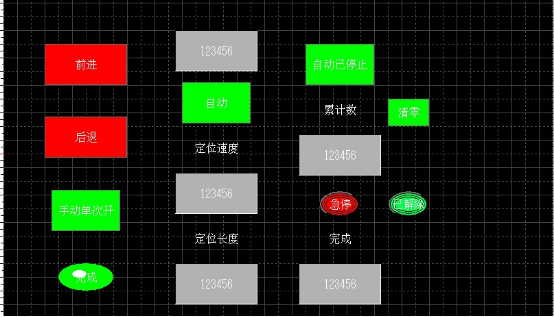
4.2.5用户窗口设计 28
第五章系统调试 34
第六章总结与展望 37
参考文献 39
附录:程序图 40
第一章绪论
1.1课题背景
生活上,放眼环顾四周,周围的桌椅床橱,彩电冰箱,小到手机手表,处处皆有螺钉,无论大小,想要将它装好,皆离不开拧螺钉这个动作,这还算少的。工业上件件产品,大的小的,产品组装复杂拧螺钉是小了不能再小的事,但必不可少,尤为在现如今的所有的电子产品上,装配过程中都会用到螺钉,螺钉能牢靠的将部件之间牢牢紧密接合,这是其他胶水卡槽等,所不能达到的效果。拧螺钉这个动作对于产品组装不可或缺。
拧螺丝的工作直接影响到装配是否成功,每件产品的拧螺钉位置都是一样,拧螺钉这对作业人员来说是枯燥重复繁琐的,几乎所有的零部件都要拧螺丝来相互连接,没一个螺丝的旋转扭矩,旋转角度,螺丝的类型都会影响到设备的质量,以前是靠装配工人的检验来确定螺丝的扭矩和角度,这样降低了工作效率,有时也无法控制完美扭矩和角度,所有越来越多的公司开始使用自动拧螺钉设备。装配对公司来说,小小的拧螺钉动作,却用了巨大的人力,长远发展,这是对人力资源的巨大浪费。
能够自动拧螺钉装配的设备,在这些需要大量组装产品的公司显得尤为需要,只需将产品放好即可自动按照设定好的位置打螺钉,使用简单。带有自动拧螺钉装配控制系统的设备,市场价格一把定在十五万左右,一台设备,可以替代一个人的工作,不间隙的24小时工作可替代三个人的工作,按照普遍作业人员工资水平,一年多时间即可回本,对于较大型电子产品,以及其他需要重复拧螺钉的产品,都相当适用。大量的该设备的投入适用,对于公司将减少一笔巨大的开销,提高生产率,降低产品价格,获得更大的竞争力。
1.2国内外的研究现状
国内生产加工厂众多,外企在国内大量建厂,均是看上中国较为廉价的劳动力,是中国巨大的消费市场,这些工厂以产品组装工作居多。然而随着中国经济的发展,法律的健全,人民生活水平的提高,工厂需要越来越多的人工支出,所以有该系统的设备正在陆续使用增多。且国内的设备普遍精度不高,装配对象较大,如投影仪,导航仪等,而向手机手表等小精密产品,还无法实现国产化,都够买国外设备。
而国外如欧美日本等发达国家,要么将加工厂外移发展中国家,要么是高自动化和高精度化的工厂。
自动拧螺钉装配控制系统,得益于PLC和步进电机,触摸屏,气动设备技术的成熟,深度结合使用。
步进电动机是除了直流动机和交流电动机以外的第三类电动机,人类社会进入自动化时代,传统电动机作为机电能量转换装置。传统电动机的功能已经不能够满足现代化工作要求了,因此步进电机出现,代替传统电机,步进电机展出一系列能够满足控制功能要求的优势,广泛于各行各业。步进电动机技术最成熟的当属日本和德国,无论是电动机外观质量和性能,还是生产方式,都视为世界上最好的,德国也是世界上步进电动机生产大国之一。
可编程控制器伴随着计算机技术与控制技术两者相互涉及并且不断更新发展而产生,可编程控制器具有计算机灵活、方便、易学、操作方便等优点不断地在生产力中得到认可与应用,做了最好的就是日本三菱和德国西门子,一直被模仿,从未被超越。
俩者的共同快速发展,使得自动拧螺钉装配控制能简易的设计实现,且以不算高昂的价格设计出自动拧螺钉装配的设备出现。
1.3本论文的安排
论文目的在于阐明,基于PLC自动拧螺钉装配控制系统设计的全过程,包括设计的整体思路和具体设计内容。
第一章将具体阐述控制系统运用的行业背景,与它的广阔前景。
第二章依次表明各种主要硬件的设计内容:PLC的简介,原理,选择PLC的类型和原因;步进电机的简介,选择的类型,和简述工作原理,和接线图纸;触摸屏的简介,选型该类型的原因,接线图纸和通讯方式;简介各种传感器如光纤传感器,磁石传感器,气压力数显传感器及他们在系统中起到的作用,和接线图纸;简介气动装置气缸和气控用电磁阀,接线图纸。
第三章依次讲述PLC软件设计和触摸屏软件设计。包括PLC软件设计流程图,系统整体接线图,程序设计和原理解释;触摸屏软件mcgs设计流程图,界面设计,设计方法。
第四章讲述软件方面,表述设计系统调试内容,触摸屏和PLC怎么协调工作,调试数显光纤传感器,数显气压传感器数值可正常使用,触摸屏能否实现监控调试,和报警显示。
第五章讲述控制系统调试具体内容。
参考文献
1.马云峰,樊俊秀.PLC系统设计分析.自动化技术与应用[J].2006(06)
2.黄春海. 浅谈安全保护系统及PLC在数字油田系统中的应用. 大科技[J]. 2015 34期
3.赵金玉 ,贺玉霞. PLC在泄洪闸启闭系统中的应用. 河南水利与南水北调[J]. 2010 9期
4.陈韶华. 对PLC机的构造原理功能特点分析研究[J]. 学术期刊. 2016 3期
5.溪茂龙,陆荣.小型综合自动化系统集成[M].西安电子科技大学出版社2014 (0)
6.肖明耀.三菱FX3u系列PLC[M].中国电力出版社2015 (01)
7.刘涛,汪洋,等.基于FX2NPLC的磨床改造[J].安徽电子信息职业技术学院;2006 (04)
8.王天杰,刘海等,PLC在饮料灌装机控制系统中的应用,唐山学院[J]2000 (05)
9.李鑫.PLC控制与继电器电路差异分析[J].南昌轨道交通集团有限公司;2016 (05)
10.章丽芙.PLC自动控制综合实验系统设计[C].东南大学;2006 (07)
11.范豪丽.电磁阀原理和设计选择原型[J].浙江三花股份有限公司;2014 (O1)
12.孙瑜,殷兴光.PLC在液体装置中的应用[J].陕西科技大学电气与电子工程学院;2004 (09)
13.孙晓彤.检测采集与控制系统在庄浪农村饮水安全工程中的应用[J].庄浪县水局;2015 (01)
14.李卓.多种液体混合罐装机控制系统的硬件电路设计[J].哈尔滨职业技术学院;2012 (03)
15.张晓娟.工长电气控制设备[D].电子工业出版社;2007 (06)