



苏ICP备112451047180号-6
基于PLC控制的液体混料罐控制系统设计和调试
摘要
本设计是一个PLC控制的液体混料罐自动系统,系统具备调试模式和混料模式两种工作模式。本系统的控制器是采用Q系列和三菱FX-3U-32MR/MT的PLC ,其中主控制器是采用Q系列的PLC,以便于直接控制设备和获取设备状态。选用MCGS组态软件的原因是为了模拟PLC控制对象,将此对象在制作上位机监控界面上显示各种信号变化,选用三菱FX-3U-32MR/MT的PLC是为了实现了对两个进料泵三相异步电动机的进料控制及液位模拟电机运行控制的伺服电机的运转,对出料泵的出料和对搅拌泵的自动化控制。选用FR-E740-0.75K-CHT变频器对进料泵2进行多段速调速。
关键词: FX-3U-32MR/MT和Q系列的PLC;MCGS;FR-E740-0.75K-CHT变频器;三相异步交流电动机;伺服电机;
目录
引言 4
第一章 混料罐控制系统方案设计 4
1.1 混料罐自动控制系统设计方案 4
1.2 PLC通讯的方案设计 4
第二章 混料罐控制系统的硬件设计 4
2.1 控制器PLC的选择 4
2.2 变频器的选型 4
2.2.1 变频器的工作模式 4
2.2.2 加减速时间的设置 4
2.2.3 相关参数的设定 4
2.3驱动电机的选择 4
2.3.1伺服电机和伺服驱动器 4
2.3.2三相异步电机的选择 4
第三章 混料罐控制系统的软件设计 4
3.1 PLC的I/0点分配 4
3.2 工艺流程图绘制 4
3.3 PLC梯形图程序设计 4
3.4 通讯设置 4
3.4.1 CC-link通讯设置 4
3.4.2 组态与触摸屏通讯设置 4
第四章 混料罐控制系统的调试 4
4.1 混料罐系统设备工作模式调试 4
4.2 混料罐系统软件调试 4
结束语 4
谢辞 4
参考文献 4
引言
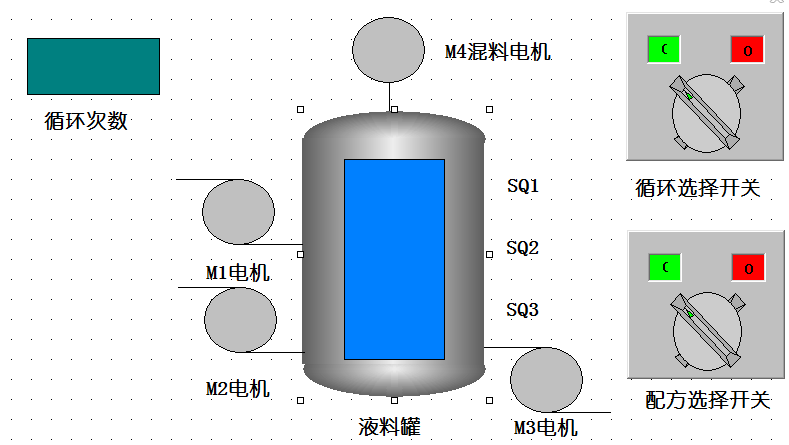
混料罐是一个能够完成原材料的进料、混料和出料的工业混料系统,主要用于对工业物料进行均匀搅拌,即药品物料配合等,具有节能、浓缩、生产能力强、清洗方便,结构简单等优点,同时减少对工人的危害,是制药厂家、工业及化学类物料混合不可缺失的设备,因此被广泛使用。
由于现代工业技术的急速发展,使物料混合的应用更加广泛。对于物体混合控制技术研究有着广泛的经济价值。当下由于半自动化运行和人工操作难以达到较高要求的控制目的,为了达到更加可靠的控制目的,特选用PLC来PLC控制混料罐的系统。
工业混料系统是比较典型的机械成套装置。在懂得工业混料系统的工艺流程及控制要求后,明确了对电气控制的各个环节的具体要求,由此规划出电气控制体系的总体方案,在此基础上设计了工业混料系统操作面板以及实现主电路的设计。根据输入/输出点数和控制要求,根据论文设计的实际要求列出输入输出(I/O)地址分配表,设计并绘制了控制系统电路图。根据各电路的组成来选用各电器元件。最后,本设计根据对生产工艺流程、4个泵的工作能力和控制要求等进行综合分析,设计梯形图程序并可以得到系统运行的时序图,。
本次题目为基于PLC液体混料罐控制系统实训,针对调试模式和混料模式的物料混合进行设计,此系统由硬件和软件两部分组成,采用PLC的输入与输出信号直接控制设备和获取设备状态,利用MCGS组态软件模拟PLC控制对象制作上位机监控界面显示各种信号变化。主要内容包括PLC、系统电气图、MCGS组态过程、MCGS组态运行画面、MCGS和PLC通讯设置等。
参考文献
[1]王海, 李洪奎, 刘晓. 基于PLC的多轴控制研究[J]. 机械工程学报, 2008, 6(4): 470-472.
[2]张强, 文怀兴, 陈婵娟. 数字量I/O卡在快速成型机多轴控制中的应用[J]. 控制与检测, 2008, 4(64): 64-70.
[3]王海涌, 张为玮, 王卫. 多轴运动控制器在转台控制系统中的应用[J]. 电 子技术应用, 2010, (3): 97-99.
[4]杨东, 黄永红, 张新华, 吉敬华. 用PLC基本指令实现自动运动定位控制的 研究[J]. 微计算机信息, 2010, 26(2-1): 62-64.
[5]薛开, 王平, 王文斌. 基于多轴运动控制器的二轴转台控制系统[J]. 哈尔 滨工程大学学报, 2006, 27(4): 570-573.
[6]朱华征, 范大鹏, 庞新良. 基于可编程多轴控制器的三轴转台控制系统[J]. 兵工自动化, 2004, 23(01): 55-57.
[7]秦琴, 王忠庆. 利用PLC的高速计数功能实现轴的精确定位控制. 电气技术. 2009(3)
[8]陈婵娟, 薛恺. 基于PLC的步进电动机单双轴运动控制的实现. 机械设计 与制造. 2009(3)
[9]北京昆仑通态自动化软件科技有限公司. 通用组态软件易控使用手册