














��ICP��112451047180��-6
�����ṹ����빤�����
ժҪ���Զ��������豸��Ŀǰ��ҵ������������ģ����һ����Ҫ�������ڣ��û������洫ͳ�ֹ��������ÿ��Ƴ�������˹��������ϸ������̽���������Ӧ�˵�����ҵ�����µ�����Ҫ�ܴ�̶������������Ч�ʣ���ʡ���Ͷ��ɱ���ͭ˿���Ͳ�ҵ��Ϊ����ҵ����������������Ȼ���ò�˥��������ҵ���ϣ������߲����ϣ�������Ҷ��������˿����仯������ص����⣬�ҹ�Ҳ�����⣬���Ϊ�˼����Ͷ����������ͭ˿�Զ��жϳ���װ�ñ����������õ��������ϡ����IJ������ڴ�ͳͭ˿�������ϳ��ֵ����⣬����˽������������о�ͭ˿�Զ��жϳ��͵ĵ����ƣ��ۺ��˵��ѧ���������������豸��PLC����̬���������м����ȶ��ſγ̣��õ��������ͭ˿����˿���̣������������ͭ˿�жϡ����͡����ϻ��ڣ���PLC�����г�������������̣�����̬��ʵ���˻����档������Ҫ��Ϊ�����֣���һ����Ϊ���Բ��֣���ͭ˿�и���ŵĽ��⣬��Ҫ������ͭ˿��ǰ��״���ڶ�����ΪӲ����Ʋ��֣���Ҫ������ͭ˿�Զ�����װ�õ�Ӳ����ƣ���������Ϊ������Ʋ��֣���Ҫ������ͭ˿�Զ�����װ�õ��������֡�
�ؼ��ʣ�ͭ˿���ͣ��Զ��������豸����̬��PLC
Ŀ¼
һ������ 1
1.1������Դ���о����� 1
1.2ͭ˿����γ� 2
1.2.1ͭ��˿�ķ��� 2
1.2.2 ͭ��˿��ԭ�� 2
1.3ͭ˿������״��ȱ�㣬�Լ����Ʒ��� 2
1.3.1ͭ˿������״ 2
1.3.2ͭ˿������״��ȱ�� 3
1.3.3���Ʒ��� 3
1.4���������Ҫ�о����� 3
1.5ѡ����Ʒ��� 4
1.5.1 �̵���-�Ӵ������� 4
1.5.2 PLC���� 4
���� ����PLC���Ƶ�ͭ˿�Զ��жϳ������幹�� 6
2.1 PLC��� 6
2.1.1 PLC�IJ����뷢չ 6
2.1.2 PLC����Ҫ��Ʒ 7
2.1.3 PLC�Ļ����ṹ 7
2.2ͭ˿����װ�ø��� 8
2.3 ͭ˿����ϵͳӲ����� 11
2.3.1�ӽ�������� 11
2.3.2 ���������� 12
2.3.3 ������� 13
2.3.4 ��������� 14
2.3.5 PLC����ϵͳ��� 15
���� PLC����ϵͳ��� 17
3.1 ����Ҫ�� 19
3.2 I/O��ַ���� 19
3.3 PLC�ⲿ����ͼ 20
3.3 PLC�ӳ��� 21
�ġ� ������������� 23
4.1��̬���� 23
4.1.1 ��̬���� 23
4.1.2 ��̬�����Ĺ������ص� 23
4.2 MCGS���� 24
4.3 MCGS�����ṹ 24
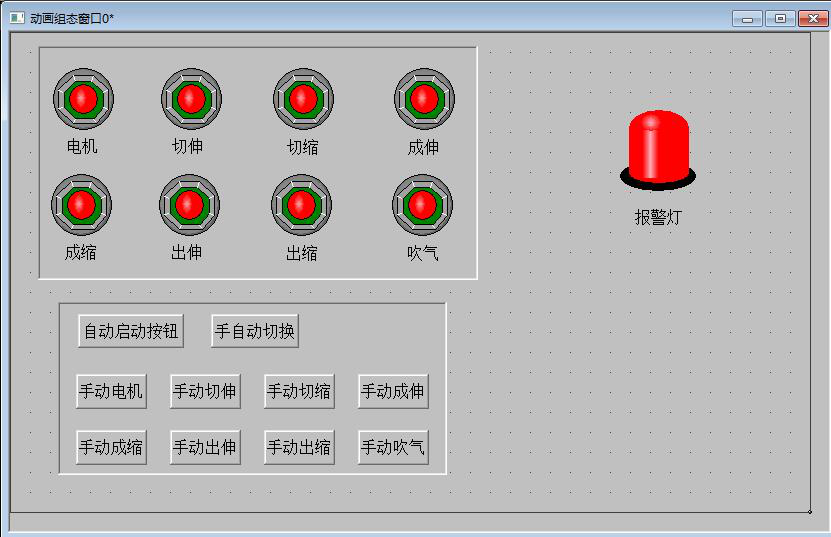
4.3��̬��� 25
4.4�������� 28
�塢 ȫ�Ľ��� 29
���� ��¼ 30
��¼һ �������ͼ 30
��¼�� ����ͼ 30
��¼�� ����ͼ 33
�ߡ� ��л 34
����� 34
һ������
1.1������Դ���о�����
ͭ˿Ӣ������Copperwire��������ͭ�����ƶ��ɵ�˿�������л��ˡ��ϳ���ά�����Ʒ���Ử�ԣ��־�����Ϊ���������������ĵ��硢���ȡ���ʴ�����µ��������ձ�Ӧ����ʯ�͡���������ҵ���ˡ����º�ӡˢ�ȸ�����ҵ�������ⴿ���¿��⣬�ۺ��˵��ѧ���������������豸��PLC����̬���������м����ȶ��ſγ̵����֪ʶ������ͭ˿�жϳ���������������ĸ�������Ȼ����������ͭ˿��������Ʒ�������û���ͳ�ֹ��������ܻ����Ӧ�ļ�ֵ���������Ϸ������ϴ�ͳȥ�ֹ���ͭ˿��˿���жϡ����ͽ���ķѴ�����������������Ӱ��ͭ˿��ز�ҵ���������ȣ��������ҹ��ľ��÷�չˮƽ�����������ͭ˿�ڸ�����ҵӦ�÷��涼�ܹ㷺���������о�ͭ˿�Զ��жϳ��͵ĵ����ƣ�������װ����������������ҵ����Ч�ʣ����Ӳ�ֵ�������ǰ�ҹ�ͭ˿������������ҵ��ø��ߵľ���Ч�棬ʹ���ҵķ�չ����һ����
1.2ͭ˿����γ�
1.2.1ͭ��˿�ķ���
���Ƕ�֪�������μӹ��Ĺ����У�ѹ��ԶԶ������������Ϊѹ�������£����������ܵ���ѹ��ҪԶԶ���ڽ����������Ӽ������������ڼӹ�ͭ˿�Ĺ�����һ��������Ƶķ�����
1.2.2 ͭ��˿��ԭ��
����֪����ͭ˿�γɵķ�������һ�ߣ��ɼ�ȫò��ͭ��˿��ԭ������������������ȷ�е�˵��ƽ��ѹ�����Ƴ����ա�һ����������������������ͭ�����������ƽ���龶����ѹ����ͨ�����Dz��õ���һ��ˮƽ��һ����ֱ������������ͭ˿�ͻ���Ӿ��ȡ�����Ȼ���ٽ���ˮ�䡣��Ҫ����ע���һ����������˿����û����ô�����ܻ��Ļ����϶���ֱ�������������ģ��������ټӹ����ġ�
1.3ͭ˿������״��ȱ�㣬�Լ����Ʒ���
1.3.1ͭ˿������״
��21���ͷ��ٷ�չ�Ľ��죬��Ȼ������С��ҵ���ô�ͳ��ͭ˿���ͷ������������㵱ǰ�ҹ����ý���������Լ��������ճ������������������������֪��ͭ�����������Ľ���֮һ��Ҳ������ʹ�õĽ������ں����ʷǰʱ�������ǾͿ�ʼ�ɾ�¶���ͭ���òɼ�������ͭ�����������������������Լ���������������˵ͭ��ʹ�ö�������������������������Զ��Ӱ�졣ͬʱ����Ϊͭ������Ʒͭ˿�����ǵ�ǰ��������ձ�ʹ�õ�һ��ԭ�ϣ������еĵ����ԣ������ԣ���ǿ���ԣ��ߵ��ԣ���ĥ�����ԣ����£������������������ȶ���������ʹͭ˿�����Ʒ��Ϊһ�ֹ�ҵ����ԭ���ձ�������ʯ�ͻ��������պ��졢����ͨ�š�ӡˢ����������֯��ҽ�ƺ��ճ���������룬���������ڽ����Դ����ĺ˹���ҵ�����ԣ�ͭ˿�����ڵ�ǰ��������һ������ڹ��Ľ�����
1.3.2ͭ˿������״��ȱ��
��˿������Ŀǰ�г��Ϲ���Ӧ�����״��ӹ���ɣ��������������״�ĸ���ԭ������Ϊ�����㡣һ��ͭ˿�Ĺ㷺Ӧ�ã�������ҵ���벻������һ�仰���������������Ǵ�ͳ���˹�ͭ˿���ͱ�¶�������ˣ���ͳ��ͭ˿���;���Ҫ�Ͷ���������������ЩӦ���ҵ����˵����������ҹ����洦�ɼ�ijij��ҵ��ijij��������˿������������15����Ҿ�������̥�������֪��ǰ�Ͷ�������࣬�Ͷ����ı���϶�Ҳ�DZȽϸߵģ���͵��������ҵ��ԭ���ϵijɱ�֮����Ҫ֧���Ͷ����ɱ���֧������Խϸߣ��ܽ�һ�¾�������Ч�ʵͣ��Ͷ����٣��ɱ��ߵ����⡣
1.3.3���Ʒ���
�������ȱ�㣬�������������о���ͭ˿�Զ��жϳ��͵ĵ�����װ�������и��Ƶ�ǰ������ҵ��������ȱ�㡣���ò�����������������Ø2��ͭ˿�Զ����롢��ֱ���жϡ�ѹ����͡����ϵȸ������ڡ��������豸�������˹�������̶���ʵ���˽����������ᳫ���Զ������ƣ�������ͭ˿���������ٵľ����⡣
1.4���������Ҫ�о�����
���������Χ��ͭ˿�Զ����롢��ֱ���жϡ�ѹ����͡����ϵȻ��ڣ���ϵ��ѧ���������������豸��PLC����̬���������м����ȶ��ſγ̵�֪ʶ���������ͼ1-2��ʾ���������װ��ʾ��ͼ����PLC����Ϊ�������������ס�����������ӽ����ص���ص�ŷ�������ͭ˿�����롢��ֱ���жϡ�ѹ����͡����ϡ����Ƚ�Ø2��ͭ˿����ָ��λ�ã�Ȼ��ͭ˿�����ɲ���������Ƶ���������֮�������ֱ����ͭ˿����һ�����Ⱥ�ᴥ�����ӽ����أ���ʱ����1�ӵ�ָ���ʼ��������ͭ˿�жϣ�����1���أ��жϵ�ͭ˿��������������2��ʼ��������ͭ˿ѹ����ͣ�����2���أ�����3������ͭ˿���ϣ�����3���ء���ͭ˿������ɺ�ŷ������R�����͵�ͭ˿������
�����
[1] ������.�������������豸���������ӹ�ҵ�����磬2012,1
[2] ����.PLCӦ�ü�����������е��ҵ�����磬2009��6
[3] ��Ө������.�ߵ�ѧУ��ҵ��ƣ����ģ�ָ���̳̣�����������רҵ[M]�������й�ˮ��ˮ������磬2015��
[4] ��ï����½��.С���ۺ��Զ���ϵͳ����[M]�������������ӿƼ���ѧ�����磬2014��9
[5] ����ͼ.���ӵ�·ԭ�����������[M]���������ӹ�ҵ�����磬2006��10
[6] ��ΰ.ȫ�Զ�ɰ��ĥ�������߹ؼ������о�[D].�Ϸʣ��Ϸʹ�ҵ��ѧ��2015
[7] ������.����PLC��������̵������Ƶ�·�����������ʵʩ[J].��е����ʦ,2015(2):1002-2333
[8] ������.PLC ������̵���Ƶ�·�������[J].�й���ͨ��,2013(11):1673-4866