



苏ICP备112451047180号-6
基于ProCAST的阀体铸造工艺设计
摘要
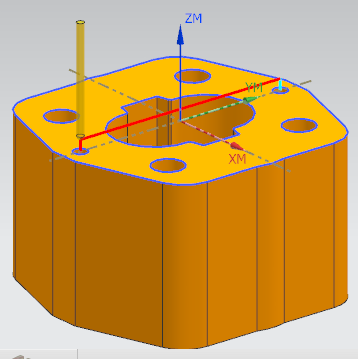
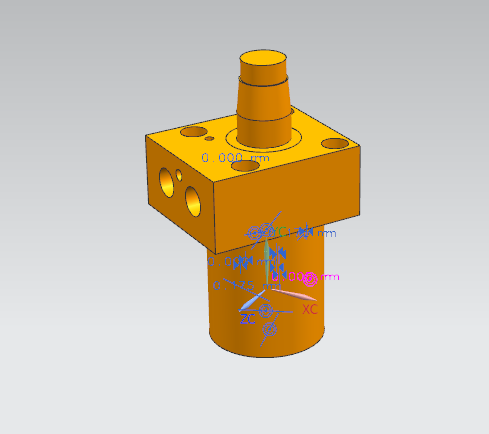
针对阀体的设计,砂型铸造是一种常见且有效的制造工艺,能够满足复杂零件的生产需求。在阀体设计过程中,我们首先进行了对阀体的详细分析,并结合材料特性和工艺要求,选择了砂型铸造作为最佳制造工艺。通过对零件的分析,我们精心选择了最优的分型面,以确保铸件在成型过程中能够获得良好的表面质量和尺寸精度。
在设计阀体的过程中,我们还进行了铸件的吃砂量计算,以确保砂型制造过程中能够满足铸件的形状和尺寸要求。同时,我们通过仔细的查询和分析,得出了该铸件的加工余量以及拔模斜度,以确保铸件在脱模过程中能够顺利获得所需的形状和尺寸。
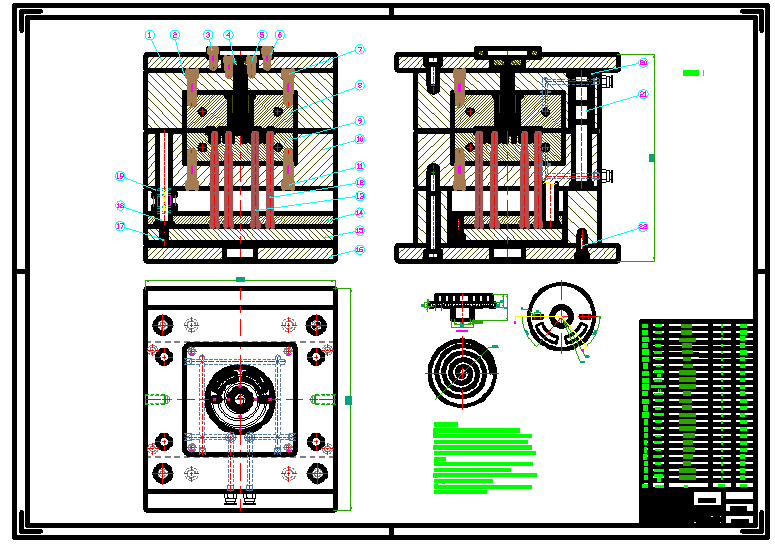
另外,我们还根据之前的计算结果,设计了适合该铸件的浇注道系统,以确保金属液能够顺利流入模腔,并有效避免气孔和夹渣等缺陷的产生。为了验证设计的可行性和优化浇注道系统,我们还利用ProCAST软件进行了模拟铸造,以确保最终的铸件能够满足质量和性能要求。
综上所述,通过对阀体设计过程的详细分析和精心的工艺选择,我们成功地设计出了适合砂型铸造的阀体,并通过计算和模拟等手段确保了最终铸件的质量和性能。这些工艺和技术手段的运用,将为阀体的生产和制造提供可靠的保障,同时也为相关工程技术的发展和应用提供了有益的经验和参考。
关键词:铸造碳钢;阀体;工艺设计
目录
摘要 1
第一章绪论 3
第二章零件分析 4
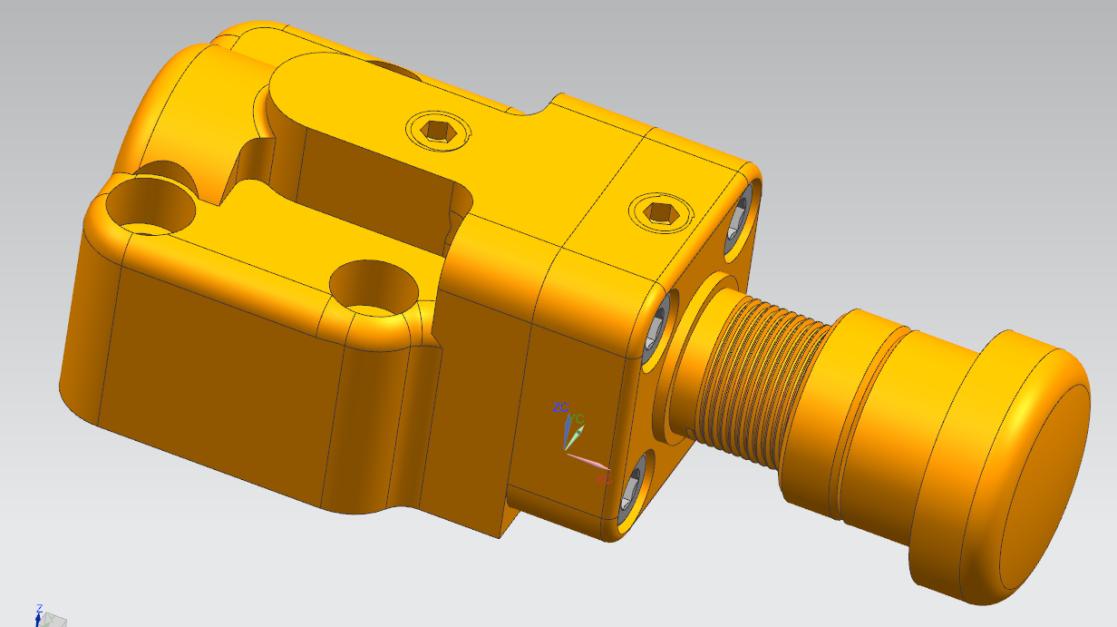
2.1阀体的介绍 4
2.2零件的分析 4
2.3铸件的具体参数 5
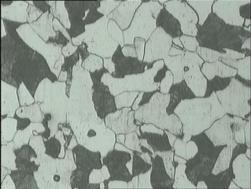
2.4材料的分析 6
第三章阀体的铸造工艺设计 7
3.1铸造方法的确定 7
3.2铸型的制备 8
3.2.1型砂的制备 8
3.2.2砂芯的制备 9
3.2.3分型面的选择 9
3.3铸件砂箱尺寸和吃砂量的设计 11
3.3.1铸件所需的吃砂量 11
3.3.2铸件砂箱尺寸的选择 13
3.4加工余量的选择 13
3.5拔模斜度的选择 14
3.6铸造收缩率的计算 15
3.7铸件最小铸出孔的计算 16
3.8浇注时间的计算 17
第四章浇注系统的设计 18
4.1浇注系统选择的原则 18
4.2浇注系统的尺寸计算 18
4.3浇口杯尺寸的设计 20
4.4热节圆的确定 21
4.5阀体冒口的设计与计算 21
4.6ZG230-450出气口尺寸的确定 22
第五章ProCAST仿真铸造 24
5.1ProCAST介绍 24
5.2分析浇注和凝固过程 25
5.3分析及结论 27
5.7所示: 29
第六章阀体的缺陷分析以及防止措施 32
6.1阀体的缺陷分析 32
6.2阀体缺陷的防止措施 33
6.2.1钢液浇注过程中的缺点 33
6.2.2缺陷的解决方法 33
第七章结论 35
致谢 35
结论
本文通过对阀体进行铸造工艺设计,首先通过对阀体的分析可得,该铸件是一件非常小巧的铸件,所以选择使用砂型铸造的方法,确定完了砂型铸造之后,便可以配置砂型铸造所需的型砂,所以选择使用制作方便,回收率高的树脂砂。然后便配置砂芯。通过对铸件的分析,顾确定了分型面,选择完了分型面之后,通过查表可算出该铸件的加工余量为2.5mm,然后便可以根据材料来设计浇注道系统和冒口等,由于该铸件是小巧的零件,所以内浇道选择只需要两个便可但在后面的仿真模拟中发现,两个内浇道会导致浇注不完全等现象,所以需要额外增加一个新的内浇道,所以该零件需要三个内浇道。得知这数据些之后,便可以设计砂箱的大小尺寸为147mm×200mm×147mm。由于铸件阀体是很小的零件,所以通过查表可得铸件的最小铸出孔为60mm,所以零件上很多地方的小孔都不需要铸造,等后期加工就行。做完这一切,便可以通过计算得知浇注时间大概为6s。
最后在通过使用ProCAST对铸件进行了浇注过程的仿真模拟,通过分析浇注过程和冷却凝固过程,得知了在3s的时候,铸件底部已完全覆盖,在6s的时候,钢液已经完全注满了铸件;当然也有许多缺陷,钢液没有完全注满铸件,有些许部分钢液没有填充到,导致了铸件出现了瑕疵,通过分析可以选择增加一个内浇道的方法,使钢液完全充分地浇注满整个铸件。
参考文献
【1】凌业勤,中国古代传统铸造技术【M】.北京:科学技术文献出版社,1987.
【2】谭德睿,陈美怡,等.艺术铸造【M】.上海:上海交通大学出版社,1996.
【3】中国铸造协会.熔模铸造手册【M】.北京:机械工业出版社,2006.
【4】中央工艺美术学院.中国工艺美术简史【M】.北京:人民美术出版社,1986.
【5】方正春,等.艺术铸件的制作技术【M】.北京:国防工业出版社,1995.
【6】赖锡鸿.石膏型“直接法”失蜡铸造大型铜雕塑【J】.特种铸造及有色合金,1999(6):43-45.
【7】叶学贤,赖锡鸿.实用艺术铸造技术【M】.北京:化学工业出版社,2010.
【8】吴春苗.艺术铸造【M】.广州:华南理工大学出版社,2011.
【9】谭德睿.中国传统铸造图典【M】.沈阳:中国机械工程学会铸造分会,2010.
【10】中国机械工程学会铸造分会铸造手册:第5卷铸造工艺【M】.2版.北京:机械工业出版社,2011.
【11】魏华胜.铸造工程基础【M】.北京:机械工业出版社,2002.
【12】王文清,李魁盛:铸造工艺学【M】.北京:机械工业出版社,2005.
【13】崔令江,郝滨海.材料成形技术基础【M】.北京:机械工业出版社,2003.
【14】机械工业技师考评培训教材编审委员会.铸造工技师培训教材【M】.北京:机械工业出版社,2001.凌爱林.金属工艺学【M】.北京:机械工业出版社,2001.
【15】王欣热加工实训【M】.北京:机械工业出版社,2002.
【16】王晓江.铸造合金及其熔炼【M】.北京:机械工业出版社,1999.
【17】缪良.我国铸造工业之现状与展望【J】.现代铸铁,2001(01):1-7.
【18】刘喜俊.铸造工艺学【M】.北京:机械工业出版社,1999.
【19】黄天佑.消失模铸造技术【M】.北京:机械工业出版社,2004.
【20】中国铸造协会硅砂考察组.我国铸造用天然硅砂产业考察报告【J】.铸造纵横,2013(02):16-19.
【21】姜敏凤,宋佳娜.机械工程材料及成形工艺【M】.4版.北京:高等教育出版社,2019.
【22】徐晓峰.工程材料与成形工艺基础【M】.2版.北京:机械工业出版社,2018.