






��ICP��112451047180��-6
����ProCAST����������HT200�������칤�����
һ��ѡ���顢����
���:�����ǻ�������Ҫ�Ĺ̶�����֮һ���������ĸ��Ժ��ȶ��Զ��ڼӹ������������Ч�ʾ�����Ҫ��Ӱ�졣HT200���Ͼ��������Ļ�е���ܺ��������ܣ���˱��㷺Ӧ��������������������߹�ҵ����Ч�ʺ�������
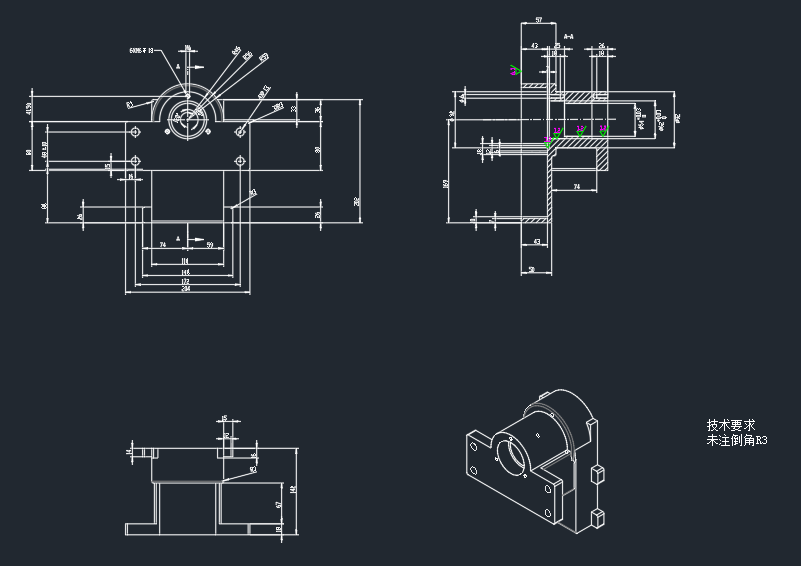
���壺HT200�����ǻ����ϳ��õ���Ҫ����֮һ����Ҫ���ڰ�װ�̶�ϳ��ͷ��ͬʱ���ܹ�����ϳ��ͷ��λ�úͽǶȣ�����Ӧ��ͬ�ļӹ�Ҫ����ˣ�ϳ��ͷ�����ڻ�е�ӹ����������졢���պ��졢������ҵ�������й㷺��Ӧ�á�
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
1. �����о�����Ҫ�о�����
�����о���HT200��������칤�����
��Ҫ�о����ݣ�1.�������칤�ջ���֪ʶ��������칤�գ�ʵ�ָ���������
2.������Ʒ������ƶ����о����ղ������������ܵ�Ӱ�졣
3.HT200�������칤�յ�ע������
2. Ԥ��Ŀ��
�ƶ�������������Ʒ�����ʹ��������κͳߴ�ﵽ����Ҫ��ͬʱ��߹���Ч�ʺ����������һ�ֺ����Ľ�ע���պͲ�����֪����ע���ն�������ι��̵�Ӱ�죬����߹���Ч�ʺ������������
3. �����
1.ʹ�����칤��ѧ�е�֪ʶ������HT200���幤�յijߴ硣
2.ʹ��AutoCAD��NX������Ʋ���ģ��ά��
3.�������칤�գ�ʹ��ProCAST�������Թ��ս��з������졣
4.����ģ��Ľ���������������ܡ�
4.�о���������ʩ
ͨ���������ף����֪ʶ��̽������Ĺ������̣�����Ļ�����ʦ���
������ƣ����ģ���ϵ���ṹ����٣�
Ŀ¼
һ������ 5
1.1 ���� 5
1.1.1 HT200����ļ�� 5
1.1.2 HT200�������Ĺ��ռ����ķ�չ�ſ� 5
1.1.3 HT200�������� 6
1.2 HT200����Ľṹ�ص� 7
1.2.1����ϳ��ͷ����ߴ���� 7
1.2.2 ����ص�����;���� 8
1.3��עλ�õ�ѡ�� 10
1.3.1��עλ�õ�ȷ�� 10
1.3.2�������ѡ�� 10
1.3.3��Ҫƽ��Ļ�е�ӹ����������� 11
������עϵͳ����� 12
2.1��עϵͳ���͵�ѡ�� 12
2.1.1����һ��ѡ�� 13
2.1.2��������ѡ�� 13
2.2������ѡ�ü������ֵĽṹ�ߴ�ͽ��ڱ��ijߴ� 13
2.2.1����һ���� 13
2.2.2���������� 14
2.3ð�ڵ���� 14
2.4ɰ������ 15
2.5��ע�����¶��ٶȼ�ʱ��ļ��� 15
2.5.1��ע�¶��ٶ� 15
2.5.2��עʱ��ļ��� 16
2.5.3����������ļ��� 16
�������칤������Ż� 18
3.1��ʼ�����趨 18
3.1.1���칤�յ�ģ������� 18
3.1.2��������趨��ģ�� 18
3.2���� 19
3.3��ע���̼�����ģ�� 19
3.3.1�������ij���������ģ�⼰������� 19
3.3.2���̹��̷���ģ�� 21
3.4��ע������Ż� 22
3.4.1������̵�ȱ�ݷ��� 22
3.4.2�����Ż���ð�ڵ���� 24
3.5�Ż��������� 26
3.5.1���칤���Ż�ģ������� 26
3.5.2�ۺϷ���һ�뷽���� �Է���һ���������Ż� 31
3.5.3����һ�����Ż�������� 32
3.6������ 34
�ġ�������չ�� 34
4.1ȫ���ܽ� 34
4.2ǰ��չ�� 36
��л 38
����� 39
������չ��
4.1ȫ���ܽ�
����������Ҫ�о�HT200��������칤�գ������ȷ�������Ľṹ�ص�������ص㣬��Σ����ݽṹ������Ƹ��ߴ�����Ƴ���ʼ��עϵͳ������PROCAST���������������Ľ�עϵͳ���ͼ����̽��з���ģ�⣬��ͨ��ģ�������Ԥ���ȱ�ݣ�ͨ��ȱ�ݷ�������Գ�ʼ�Ľ�עϵͳ�����Ż������վ����ܴﵽ��ȱ�ݣ��������½��ۣ�
��1��HT200�������칤�������һ������ۺϵ�������Ҫ���ǵ��ܶ��������ȶ�HT200��������飺HT200������һ�ֳ����ڻ����ϵ�����������������ǿ�ȡ���������ĥ�Ժ���ʴ�ԣ�����Ϊ���������Ļ�������֮һ������֧�żӹ������е��غɺ�ά�ֻ����Ĺ������ȡ�������AUTOCAD��NX.12������ά����λͼ��ͨ����HT200����Ľṹ�ص��Լ���Ҫƽ��Ļ�е�ӹ�����ѡ����ʵķ������Լ���עλ�á�ͨ���ο������ֲ�ѡ��������������������������С������һ����ð���ʽ��עϵͳ�������ƽ״���߶Ȳ��С���ֿɲ��ö�ע���ʽ��עϵͳ����עϵͳ�����ֵĽṹ�ߴ�Ϊ������һ��ֱ�����ͺώ�����Ƚ���֮��Ϊ1.2��1.5��1������֪��∑Aֱ=1.48cm2��∑A��=1.85cm2��∑A��=1.23cm2����������ֱ�����ͺώ�����Ƚ���֮��Ϊ1.2��1.5��1������֪��∑Aֱ=1.57cm2��∑A��=1.96cm2��∑A��=1.31cm2�����ɼ���ó���ע�¶��ٶ�Ϊ1400°C���ң���ע�ٶ�Ϊ0.1~0.2m/s֮�䡣���ɼ���ó���עʱ��Ϊ7s����ȷ��һϵ�е���Ƴߴ�ṹ�����PROCAST���н�עϵͳ����ģ�⡣
��2�����ȣ���Ҫ������άģ�ͣ������䵼��Procast�����н������֣������㾫�ȺͿɹ۲��Ե�Ҫ���ڽ���ģ��ʱ��Ҫ���ǽ�ע�¶ȡ���עʱ�䡢�����ֲ����Լ�����ϵ������Ҫ�����������У���ע�¶�Ϊ1380 °C����עʱ��Ϊ7�룬��������ΪHT200��ɰ����ѡ��ͭ�Ͻ�������ͨ������ģ�⣬���Ը�ȷ��Ԥ�����������̬�����ʣ�������������м�ʱ���ֺͽ�����ܳ��ֵ����⡣��Ϊ�������û����ð�ڣ����Է���һT=69.35sʱ������ԲͲ���ദδ���̣��ײ���ȱ�ݡ�������T=353.14sʱ��������̲�λ��Ϊ������С�۳أ���ʱ������Χ�Ѿ�ʱ��̬����̬�����ܵõ������������������̹����ж�������ȱ�ݡ�
��3����������ģ��Ľ���������Խ�עϵͳ������ð�ڡ�����һ�Ż�������̹��̣�T=169.3sʱ�����������̹����У�Բ��״�IJ�λ�Ѿ�������ɣ���δ���̵IJ�����ð�ڡ�ð����������עϵͳ���IJ������ã�������ʱ��Ϊ370.61��ʱ�����������Ѿ���ȫ���̣�����ڵ�����λ���̣��������ڸô�����ȱ�ݡ����ڷ���������������ð�ڣ���Ȼ�����˶���������ʱ�����������ݡ��Ա�δ��ʼ��������������ȱ�ݣ���Ȼȱ���������ƣ���ȴδ��ȫ����ȱ�ݡ�������ۺϷ���һ�뷽�����������ϣ����ڷ���һ���Ż��������ֽ����˶����Ż����ڷ���һ��ǰ���Ż�ģ�����п��Կ��������ϰ���ð������һ���IJ������ã�����ð�ڲ���ʱð�ھ���С��û�г�ֲ������Ѿ���ʼ�����ˣ���˶Բ�ð�ڽ��мӴ��ڶ�����������ð�ڽ�����������Խ�����������м�λ�ó��������ɣ�����ڸ�λ���Ϸ���ð�ڲ���������ð�ڲ��������Ҹ��ϱ���ð�ڡ�������һ����ڲ������ð�ڣ���˲����������ı�����˳��ʹ�˴��������̡�����ͨ������ģ����Կ���������ȱ��ȫ����ʧ��ͬ��������λ�ý��м�飬��δ�����������ס��ɴ˿ɼ������ҵĶ����Ż�ģ��˷����ǿ��к����ġ�
4.2ǰ��չ��
HT200������һ�ֳ�����������Ʒ���ڹ�ҵ�����й㷺��Ӧ�á��������칤�ս�����Ʋ���������Ż���������߲�Ʒ��������Ч�ʣ����������ɱ���ͬʱҲΪ���칤������ķ�չ�����˻������ս��
��1����Ŀǰ�����칤�ռ�����չ���������ֻ���������ܻ������Ϊ�˷�չ���ơ����ֻ����������߲�Ʒ������Ч�ʺ������������и߶ȵ�����ԺͿ��ظ��ԡ������ֻ�����Ļ����ϣ����ܻ��������ͨ���Զ��������ܻ�ϵͳʵ���������̵��Ż��Ϳ��ơ���ˣ�δ�����칤����ƽ�����ע�����ֻ���������ܻ������Ӧ�ã���ʵ�ָ���Ч���������IJ�Ʒ���졣
��2��ͬʱ�����Ż������������ͻ������̼�����ܵ�������ʽ��Ϊ�˹�ҵ������ص㷽��������ҵҲҪ��ǿ����Դ���á���������ļ����Ƚ��ԣ�̽���ɳ�����չ��·���ƶ���ҵ��ɫ�������ܻ���չ����ˣ�HT200��������칤��������ĵ�ǰ��չ�����������ڶ����칤�ռ�����̽�����Ż�������Ҫ������ֻ���������ܻ����������Լ���̼�����ܡ�������˼�룬�����ۺ��Ե��о����ƶ����칤�յIJ��컯��չ���˹����ܼ��������칤�յ�����ں�[13]��
��3����֮��HT200��������칤��������ģ�������Ҫ����ʵ����Ϳ�ѧ��ֵ��չ��δ����չ��Ӧ�þ۽����ֻ����졢���ܻ����졢���ܼ��ŵȷ��棬�Դ��µ�˼ά�Ϳ�ѧ�ķ������ƶ����칤�յij�����չ�������������ܻ�����ɫ������Ч�ʵ�������ϵ��������и�ҵ�ķ�չ����[1]��
�����
[1]�Ž�.ZG310������������칤����Ƽ�ģ���Ż�[J].�й�����װ���뼼��,2021,56(05):49-52.
[2]����ͬ,������,�ޱ�,��.����ģ�⼼���ڸ������칤������е�Ӧ��[J].�ִ�����,2018,38(01):80-85.
[3]�Ž�.ZG310������������칤����Ƽ�ģ���Ż�[J].���칤��,2021,45(05):8-11
[4]��Т��,��ͦ,����,��.����ProCAST����������ģ�⼰�����Ż�[J].ũҵ������װ��,2023(01):12-15.
[5]��ТԪ,��Т��,���ӡ.����ProCAST��ѹ�����칤����Ƽ��Ż�[J].�������켰��ɫ�Ͻ�,2022,42(07):823-826.
[6]����ΰ.ɰ������ģ�ߵ�����빤���о�[J].�й�����װ���뼼��,2020,55(03):23-27.
[7]����.����UG�����ּ���עϵͳCAD���о��뿪��[D].���пƼ���ѧ,2005.
[8]������,���꽭,�����.���칤�շ�����Ʒ�����̽[J].����,2012,61(10):1156-1158.
[9]�δ���.ģ�⼼�������칤������е�Ӧ��[J].�й�����װ���뼼��,2012(03):35-37.
[10]���.��άʵ��ģ�������칤������е�Ӧ��[J].�����ӹ�(�ȼӹ�),2010(03):68-69.
[11]���,����,����,��.��ͷ������������칤����Ƽ�ģ�⸨���Ż�[J].�й�����װ���뼼��,2023,58(02):58-67.
[12]���ѱ�,Ҷ��ʢ,��־��,Ҷ����,������.����ProCAST�������������칤����Ƽ��Ż�[J].�ִ�����,2021,41(05):33-39.
[13]������.���Ͻ�λ��������칤�����[J].���켼����2015��36(06)��1608-1610.
[14]Ф��ǿ,�μ���,�ܹ���.�Ῠ����������ɰ�����칤����Ƽ��Ż�[J].���켼��,2018,39(04):800-803.