














苏ICP备112451047180号-6
泵轴承体双面孔加工组合机床及其控制系统设计
摘要 组合机床是一种效率高于普通机床的专用机械加工设备。此次设计针对一稀油轴承体,要求完成其双面孔的加工,可采用双面单工位卧式组合机床完成加工动作。根据设计要求,选用了加工用麻花钻,确定了加工余量,据此选择了液压滑台及动力箱,并在“三图一卡”中进行了表达。组合机床的控制系统主要是完成对刀具和动力滑台的控制,控制系统选用液压控制系统并辅以电气控制系统,液压控制系统主要为控制滑台合理运动,系统中各元件根据其流量和功率选用,电气控制系统以三菱FX2N系PLC为核心,为了与PLC通信,控制系统中换向阀均采用电磁换向阀,并且在液压缸特殊位置设置位置开关,作为PLC的输入信号。设计中完成了PLC的端口分配,主电路设计,并且编制了控制程序。整个控制系统能够顺利实现对整个加工过程的控制。
关键词:组合机床 三图一卡 液压 PLC
Design of combined machine tool and its control system for double side holes of pump bearing
Abstract Combined machine tool is a kind of high efficient machine for a special purpose. The major accomplishment of this plan is design a combined machine tool and its control system for double side holes of pump bearing, use double-sided single-station horizontal combined machine tool. Twist drill were chosen and machining allowances were assigned based on these data, hydraulic slide table and motivation were chosen. Carries on”three charts and a card ”based on truth. The control system of the combined machine tool is mainly to complete the control of the tool and power slide. The hydraulic control system mainly controls the reasonable movement of the sliding table. The components of the system are selected according to their flow and power, Hydraulic and electrical control system were designed, use PLC of Mitsubishi FX2N-80MR-001 as core of electrical control system, In order to communicate with the PLC, the control valve in the control system are used electromagnetic valve, and the special position in the hydraulic cylinder set position switch, as the PLC input signal. Designed to complete the PLC port allocation, the main circuit design, and the preparation of the control program. control of the entire production process is implemented.
Key words:Combined machine tool, Three charts and a card, Hydraulic, PLC
摘要 组合机床是一种效率高于普通机床的专用机械加工设备。此次设计针对一稀油轴承体,要求完成其双面孔的加工,可采用双面单工位卧式组合机床完成加工动作。根据设计要求,选用了加工用麻花钻,确定了加工余量,据此选择了液压滑台及动力箱,并在“三图一卡”中进行了表达。组合机床的控制系统主要是完成对刀具和动力滑台的控制,控制系统选用液压控制系统并辅以电气控制系统,液压控制系统主要为控制滑台合理运动,系统中各元件根据其流量和功率选用,电气控制系统以三菱FX2N系PLC为核心,为了与PLC通信,控制系统中换向阀均采用电磁换向阀,并且在液压缸特殊位置设置位置开关,作为PLC的输入信号。设计中完成了PLC的端口分配,主电路设计,并且编制了控制程序。整个控制系统能够顺利实现对整个加工过程的控制。
关键词:组合机床 三图一卡 液压 PLC
Design of combined machine tool and its control system for double side holes of pump bearing
Abstract Combined machine tool is a kind of high efficient machine for a special purpose. The major accomplishment of this plan is design a combined machine tool and its control system for double side holes of pump bearing, use double-sided single-station horizontal combined machine tool. Twist drill were chosen and machining allowances were assigned based on these data, hydraulic slide table and motivation were chosen. Carries on”three charts and a card ”based on truth. The control system of the combined machine tool is mainly to complete the control of the tool and power slide. The hydraulic control system mainly controls the reasonable movement of the sliding table. The components of the system are selected according to their flow and power, Hydraulic and electrical control system were designed, use PLC of Mitsubishi FX2N-80MR-001 as core of electrical control system, In order to communicate with the PLC, the control valve in the control system are used electromagnetic valve, and the special position in the hydraulic cylinder set position switch, as the PLC input signal. Designed to complete the PLC port allocation, the main circuit design, and the preparation of the control program. control of the entire production process is implemented.
Key words:Combined machine tool, Three charts and a card, Hydraulic, PLC
目 录
引 言 1
第一章 组合机床整体设计 1
1.1 工艺方案的拟定 1
1.2 切削用量的确定 2
1.3 “三图一卡”——组合机床总体设计 4
第二章 液压控制系统设计 11
2.1 受力分析 11
2.2 液压系统主要参数的确定 12
2.3 液压系统整体设计 15
2.4 液压元件的选择 19
2.5 液压系统性能的验算 23
第三章 电气控制系统设计 26
3.1 组合机床概述 26
3.2 PLC控制系统硬件设计 27
3.3 PLC控制系统程序设计 35
结论 38
参考文献 39
致谢 40
引 言
引 言
组合机床是一种高效的专用机械加工设备,组合机床是在通用机床的基础上,基于工序集中发展而来的,出现在上世纪初期,目前已具有较为成熟的设计方法。组合机床的配置形式有多种,动力滑台也有三类,可根据不同的加工要求进行不同的选择。设计组合机床,即根据待加工零件特点,确定机床配置形式、选择通用部件、设计专用部件及设计控制系统。
组合机床的控制系统主要是完成对刀具和动力滑台的控制,液压控制系统主要为控制滑台合理运动,系统中各元件根据其流量和功率选用,PLC的作用是能够更便捷的使用和控制组合机床。电气控制系统可由实际情况选择适宜的PLC作为控制主体,PLC相较于传统继电器-接触器,更适于工业控制,可以大大提高生产效率及安全性。为了与PLC通信,控制系统中换向阀均采用电磁换向阀,并且在液压缸特殊位置设置位置开关,作为PLC的输入信号。设计中完成了PLC的端口分配,主电路设计,并且编制了控制程序。
预期设计结果能按设计要求完成该泵轴承体双面孔的加工。
结论
组合机床以其高效的特点被广泛应用,组合机床的设计大量采用通用部件,辅助以少量专用部件。控制部分选择液压控制以及PLC控制,通用性强,控制可靠。
本次设计中,所设计的组合机床能满足加工所需零件——稀油轴承体的加工要求。液压系统与电气控制系统能够完成对液压滑台运行及麻花钻加工的要求。PLC选择三菱FX2N系列,并留有多余的端口,方便日后增加机床功能使用。
参考文献
[1].谢家瀛.组合机床设计简明手册[M].北京:机械工业出版社,1998.
[2].刘占斌,黄东.常用金属切削刀具的选用[M].北京:化学工业出版社,2010.
[3].戈晓岚,赵占西.工程材料及其成形基础[M].北京:高等教育出版社,2012.
[4].张世昌,李旦,张冠伟.机械制造技术基础[M].北京:高等教育出版社,2014.
[5].汤楠,穆向阳.可编程程序控制器原理及其应用[M].北京:机械工业出版社,2012.
[6].姜继海,宋锦春,高常识.液压与气压传动[M].北京:高等教育出版社,2009.
[7].冯清秀,邓星钟.机电传动控制[M].武汉:华中科技大学出版社,2015.
[8].钱可强.机械制图[M].北京:高等教育出版社,2011.
[9].李如松.组合机床和自动线的技术发展[J].组合机床与自动化加工技术,1999,1:1-10
[10].李如松.组合机床和自动线的技术发展(续)[J].组合机床与自动化加工技术,1999,2:1-12.
[11].李秀敏. 组合机床行业现状与发展思考[J].航空制造技术, 2004(4):41-43.
[12].吴立梅. 组合机床发展及相关特点分析[J].工业技术,2010,8:86.
[13].顾琪,刘德仿,倪红军等. 组合机床CAD技术的研究现状及进展[J].机械制造与技术,2010,7:260-261.
[14].付书明,李明. 柔性组合机床及其生产线的发展探讨[J].现代生产与管理技术,2006,23:45-48.
[15].张银保.立式轴承座钻孔组合机床设计[J].湖北工业大学学报,2005,6:55-65.
[16].朱育权.立式回转工作台式组合机床液压系统设计[J].液压与气动,2005,10:51-55.
[17].F.Koenigsberger ,J.Tlusty.Machine tool Structures[M]. Published by Elsevier Ltd. 1970.
[18].J.Paulo Davim.Machining and machine-tools[M]. Woodhead Publishing Limited.2013.
[19].E.M.Khaimovich.Hydraulic Control of Machine Tools[M].Elsevier Ltd.1995.
[20].Ephrem Ryan Alphonsus,Mohammad Omar Abdullah. A review on the applications of programmable logic controllers (PLCs)[J].Renewable and Sustainable Energy Reviews,2016,7:1185-1205.
[21].WANG hong. Design of PLC-based Hydraulic System for Workpiece Turnover[J]. Procedia Engineering,2011:122-126.
[22].Masahiko Mori,Kimiyuki Nishimura,Katsuhiko Ohno. Study on Quality Improvement of Machine Tools[J].Procedia CIRP,2017:156-159.
调研报告
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。一般由侧底座,滑台,刀具,夹具,多轴箱,动力箱等组成。能够通过控制系统,完成自动加工工件的要求。组合机床具有以下特点:
(1)主要用于棱体类零件和杂件的孔面加工。
(2)生产率高。因为工序集中,可多面,多工位,多轴,多刀同时加工。
(3)加工精度稳定。因为工序稳定,可选用成熟的通用部件、精密夹具和自动工作循环来保证加工精度的一致性。
(4)研制周期短,便于设计、制造和使用维护,成本低。因为通用化,系列化,标准化程度高,通用零部件占70%~90%,通用件可组织批量生产进行预制或外购。
(5)自动化强度高,劳动强度低。
(6)配置灵活。因为结构模块化、组合化。可按工件或工序要求,用大量通用部件或少量部件灵活组成各类的组合机床和生产线;机床易于改装,产品或工艺变化是,通用部件还可重复使用。
目前,组合机床主要用于平面加工和孔加工。根据配置形式可分为单工位和多工位两类。在我国,组合机床发展以有28年发展历史,其科技与生产都具有相当的基础,应用也已深入到很多行业,在汽车、拖拉机、柴油机、电机、仪表仪器、军工、缝纫机、自行车等各个行业大批量生产中获得了广泛的应用;一些小批量生产的企业,如机床、机车、工程机械等制造业也已推广使用。组合机床最适宜加工各种大中型箱体类零件,如气缸盖、气缸体、变速箱体、电机座及仪表壳等零件,也可用来完成轴套类、轮盘类、叉架类和盖板类零件的部分或全部工序的加工。
随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用于多工位主轴箱、可换主轴箱、编码随形夹具和刀具的自动更换,配以PLC、NC等,能任意改变工作循环控制和驱动系统,并能灵活适应各种加工的可调可变得组合机床。组合机床的控制主要是对其滑台和刀具的控制。组合机床的动力滑台可分为液压滑台、机械滑台和数控滑台,常用的有液压滑台。液压滑台主要通过液压系统控制,换向阀等多使用电磁阀以便于搭配电气控制系统。
电气控制系统一般使用PLC控制,成本相对较低、控制可靠、编程简单且体积小能耗低。PLC类型可分局实际设计需要选取。目前世界上着名的PLC生产厂家有美国的AB通用电气公司、日本的三菱、欧姆龙、德国的西门子以及法国的施耐德等等。PLC自产生后,生产厂家不断涌现,品种不断翻新,已经为控制行业带来了新一轮的革命。PLC的价格也由几百到几千不等,控制能力也与型号有关。
我国组合机床及其生产线总体技术水平比发达国家相对落后,国内所需的一些高水平组合机床及其组合机床自动线几乎都是从国外进口。工艺装备的大量进口势必导致投资规模的扩大,并使产品生产成本提高。因此,市场要求我们不断发展新技术、新工艺、研制新产品,由过去的“刚性”机床结构,向“柔性”化方向发展,满足用户需要,真正实现刚柔兼备的自动化装备。
毕业设计环境分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。.
二、环境分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。液压滑台选用1HY32IA型液压滑台,左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。左侧P切削=2KW,电动机功率3KW;右侧P切削=1.75KW,电动机功率2.2KW,电机利用率较高,避免了资源浪费。刀具选用硬质合金麻花钻,钻头直径分别为8.5和17.5,切削用量使用推荐值,保证加工可靠及道具耐用度。左螺栓孔所用刀具耐用度为5.0105h,右侧螺纹内孔刀具耐用度为34407.7h,刀具寿命较长,可有效减少刀具更换,节约了刀具材料,提高了其利用率。本工序切削用量较小,与普通机床相同,切屑集中收集。
液压系统设计,依据各阶段负载,设计了液压缸尺寸,液压缸能够实现预定目标。液压系统中各元器件寿命均较长,短时间内无需更换,无资源浪费。液压油选择L-HL32,且液压油可循环利用,无环境污染。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。PLC直接使用电力驱动,为清洁能源,功耗低,无污染,是理想的控制元件。
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。为了保证变速过程中,主磁通尽可能保持不变,我们通过控制E1和f1即达到控制磁通量稳定的目的。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。根据规定,在通风条件良好,正常使用下,变频器寿命可达10年以上,变频器与PLC相同,使用电力驱动,无有害物质生成。一方面,达到了我们的使用要求,另一方面,利用率较高,对环境无污染。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,机床中电机,电气控制系统,变频器均使用电力作为能源,对环境无污染。液压油可循环使用,不会造成环境破坏,符合环境友好型的理念。整台机床中,几乎所有部件均具有理想的寿命,较高的利用率,大大节约了资源。
总而言之,此次设计的组合机床资源浪费极少,几乎没有环境破坏,可直接用于生产加工,而无需考虑环境问题。
毕业设计技术分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。
二、技术分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。液压滑台选用1HY32IA型液压滑台,左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。左侧P切削=2KW,电动机功率3KW;右侧P切削=1.75KW,电动机功率2.2KW,均满足要求。液压滑台总行程为400mm,左侧孔加工行程为200mm,右侧为150mm,满足使用要求。
刀具选用硬质合金麻花钻,钻头直径分别为8.5和17.5,切削用量使用推荐值,保证加工可靠及道具耐用度。左螺栓孔所用刀具耐用度为5.0105h,右侧螺纹内孔刀具耐用度为34407.7h,满足使用要求。
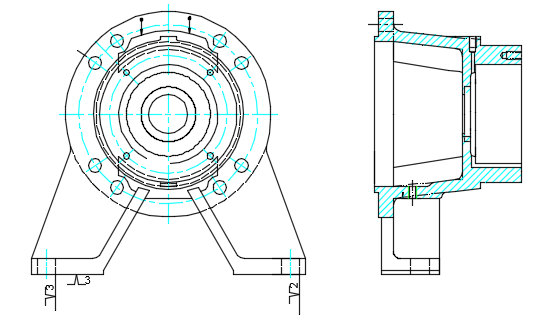
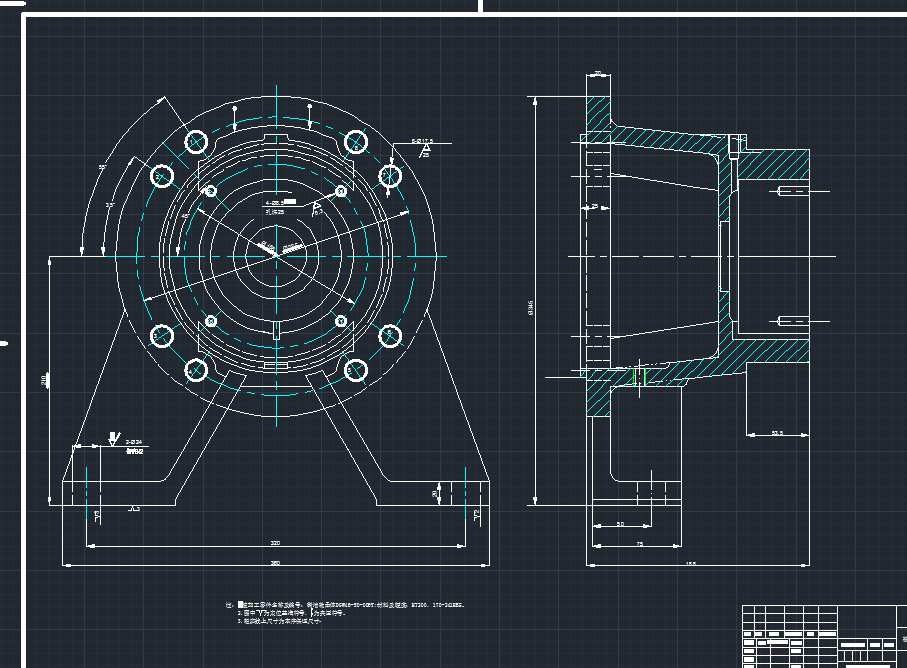
稀油轴承体采用大平面支撑,单面两孔定位方式,要求支撑面具有足够高的平面度,采用先粗加工,后渗碳淬火,最后磨削的加工方式,保证其作为定位面,足够的硬度和精度。
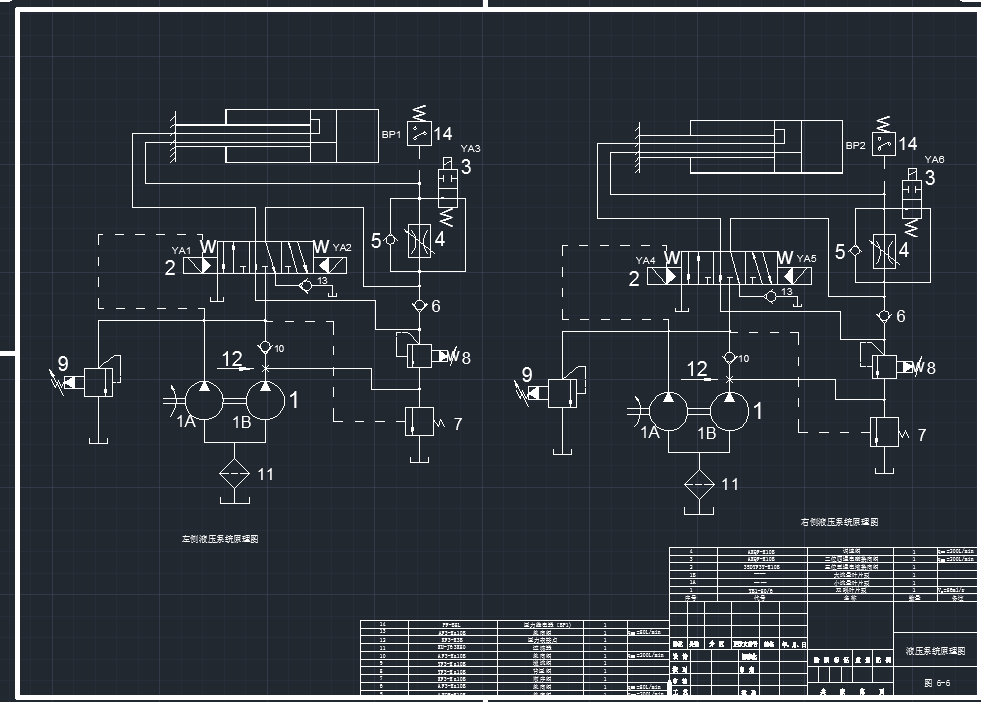
液压系统设计,依据各阶段负载,设计了液压缸尺寸,液压缸能够实现预定目标。三位五通换向阀在机床液压控制系统中极为常见,左位能够实现液压缸的差动连接,中位为原位停止,右位能够实现快退差动连接,保证足够的速度。液压元件根据各位置的流量和压力选用,于是皆能满足要求。在设计说明书中对液压系统的压力损失与温升做了验算,保证其在加工过程中不会失效,能够满足要求。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,PLC可靠性高,易学易用,在本机床中使用能很好的满足要求。机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。
机床动作控制依靠程序实现,机床动作简单,程序较短,无需赘述。
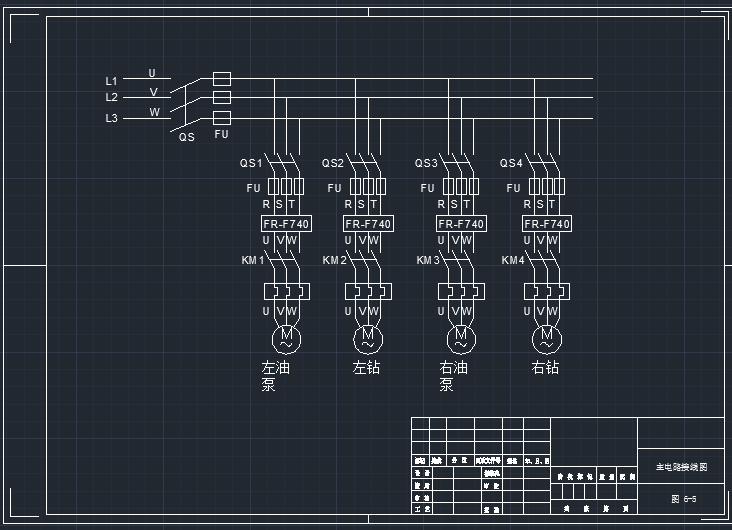
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。为了保证变速过程中,主磁通尽可能保持不变,我们通过控制E1和f1即达到控制磁通量稳定的目的。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。变频器接线根据规定,输入端R(L1)/S(L2)/T(L3)接三相电源,输出段子U/V/W接三相电动机。见说明书图14。
工件装夹时间设为1.5min,为参考的最大值,机床负荷率为82%,满足设计要求。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,采用双面单工位卧式组合机床,刀具,动力箱,驱动电机等均能满足使用要求。液压系统中各元件根据系统要求计算选择,能够满足加工需要。PLC选用三菱FX2N-80MR-001,在达到控制目的外,还为日后扩展功能提供了端口。
综上,此次设计的组合机床能够很好的完成加工任务,机械、液压、电气及人工四个方面技术上均能实现。
毕业设计经济分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。
二、经济分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。稀油轴承体采用大平面支撑,单面两孔定位方式,要求支撑面具有足够高的平面度,采用先粗加工,后渗碳淬火,最后磨削的加工方式,保证其作为定位面,足够的硬度和精度,于是支撑面加工成本较高。左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。,动力滑台、侧底座、动力箱等均为通用部件,可直接选用,成本较低。刀具耐用度分别为50000h和47736h,长时间内无需更换,较小的切削用量增长了刀具寿命,节约了成本。
液压系统中,液压滑台选用1HY32IA型液压滑台。液压元件根据各位置的流量和压力选用,在设计说明书中对液压系统的压力损失与温升做了验算,保证其在加工过程中不会失效。液压油型号选择L-HL32,工作压力为14MPa以上,能很好的满足系统要求。液压油仅作为动力油,将机械能转化为液压能,再转化为机械能,期间,液压油量并不减少(泄露量可忽略),另一方面,液压油可循环使用,成本较低。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。该型号PLC售价为1422元,由于控制内容简单,PLC寿命会适当加长。
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。FR-F740-22K-CHT1型变频器价格在2700-5000之间变化,在通风条件较好,周围环境无剧烈变化,正常运行时,变频器寿命可打10年以上。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,采用双面单工位卧式组合机床,液压滑台,侧底座,刀具,动力箱,驱动电机等均选用通用部件。PLC选用三菱FX2N-80MR-001,在达到控制目的外,还为日后扩展功能提供了端口。
该稀油轴承体需量产,根据设计内容,机床寿命较长,可满足加工要求。大量选用通用部件,减少自加工量,降低了机床引进成本。作为专用机床,相比较于通用机床,其在加工稀油轴承体时可以降低生产成本,具有良好的经济效益。
组合机床的控制系统主要是完成对刀具和动力滑台的控制,液压控制系统主要为控制滑台合理运动,系统中各元件根据其流量和功率选用,PLC的作用是能够更便捷的使用和控制组合机床。电气控制系统可由实际情况选择适宜的PLC作为控制主体,PLC相较于传统继电器-接触器,更适于工业控制,可以大大提高生产效率及安全性。为了与PLC通信,控制系统中换向阀均采用电磁换向阀,并且在液压缸特殊位置设置位置开关,作为PLC的输入信号。设计中完成了PLC的端口分配,主电路设计,并且编制了控制程序。
预期设计结果能按设计要求完成该泵轴承体双面孔的加工。
结论
组合机床以其高效的特点被广泛应用,组合机床的设计大量采用通用部件,辅助以少量专用部件。控制部分选择液压控制以及PLC控制,通用性强,控制可靠。
本次设计中,所设计的组合机床能满足加工所需零件——稀油轴承体的加工要求。液压系统与电气控制系统能够完成对液压滑台运行及麻花钻加工的要求。PLC选择三菱FX2N系列,并留有多余的端口,方便日后增加机床功能使用。
参考文献
[1].谢家瀛.组合机床设计简明手册[M].北京:机械工业出版社,1998.
[2].刘占斌,黄东.常用金属切削刀具的选用[M].北京:化学工业出版社,2010.
[3].戈晓岚,赵占西.工程材料及其成形基础[M].北京:高等教育出版社,2012.
[4].张世昌,李旦,张冠伟.机械制造技术基础[M].北京:高等教育出版社,2014.
[5].汤楠,穆向阳.可编程程序控制器原理及其应用[M].北京:机械工业出版社,2012.
[6].姜继海,宋锦春,高常识.液压与气压传动[M].北京:高等教育出版社,2009.
[7].冯清秀,邓星钟.机电传动控制[M].武汉:华中科技大学出版社,2015.
[8].钱可强.机械制图[M].北京:高等教育出版社,2011.
[9].李如松.组合机床和自动线的技术发展[J].组合机床与自动化加工技术,1999,1:1-10
[10].李如松.组合机床和自动线的技术发展(续)[J].组合机床与自动化加工技术,1999,2:1-12.
[11].李秀敏. 组合机床行业现状与发展思考[J].航空制造技术, 2004(4):41-43.
[12].吴立梅. 组合机床发展及相关特点分析[J].工业技术,2010,8:86.
[13].顾琪,刘德仿,倪红军等. 组合机床CAD技术的研究现状及进展[J].机械制造与技术,2010,7:260-261.
[14].付书明,李明. 柔性组合机床及其生产线的发展探讨[J].现代生产与管理技术,2006,23:45-48.
[15].张银保.立式轴承座钻孔组合机床设计[J].湖北工业大学学报,2005,6:55-65.
[16].朱育权.立式回转工作台式组合机床液压系统设计[J].液压与气动,2005,10:51-55.
[17].F.Koenigsberger ,J.Tlusty.Machine tool Structures[M]. Published by Elsevier Ltd. 1970.
[18].J.Paulo Davim.Machining and machine-tools[M]. Woodhead Publishing Limited.2013.
[19].E.M.Khaimovich.Hydraulic Control of Machine Tools[M].Elsevier Ltd.1995.
[20].Ephrem Ryan Alphonsus,Mohammad Omar Abdullah. A review on the applications of programmable logic controllers (PLCs)[J].Renewable and Sustainable Energy Reviews,2016,7:1185-1205.
[21].WANG hong. Design of PLC-based Hydraulic System for Workpiece Turnover[J]. Procedia Engineering,2011:122-126.
[22].Masahiko Mori,Kimiyuki Nishimura,Katsuhiko Ohno. Study on Quality Improvement of Machine Tools[J].Procedia CIRP,2017:156-159.
|
与本课题有关的国内外研究情况: 1、国内发展现状 在我国,组合机床发展以有28年发展历史,其科技与生产都具有相当的基础,应用也已深入到很多行业。是当前机械制造行业实现产品更新,技术改造,提高生产效率和高速发展必不可少的设备之一。组合机床及其生产线是集机电于一体,综合自动化较高的制造技术和成套工艺设备。他的特征是高效,高质,经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电行业。我国传统的组合机床及其组合机床自动线主要采用机、电、气、液压控制,它的加工对象只要是生产批量比较大的大中型箱体类和轴类零件(近年来研究的组合机床加工连杆、板件也占一定份额),完成钻孔、扩孔、铰孔,加工各种螺纹、键空、车端面和凸台,以及铣削平面及成型面等。组合机床的分类繁多,有大型组合机床和小型组合机床,有单面、双面、三面、卧式、立式、倾斜式、复合式,还有多工位回转台组合机床等。随着技术的不断进步,一种新型的组合机床柔性组合机床越来越受到人们的青睐,它应用于多工位主轴箱、可换主轴箱、编码随形夹具和刀具的自动更换,配以PLC、NC等,能任意改变工作循环控制和驱动系统,并能灵活适应各种加工的可调可变得组合机床。另外,近年来,组合机床加工中心、数控组合机床、机床辅机等在机床行业中所占份额也越来越大。 由于组合机床及其自动线是一种综合性很高的高技术专用产品,是根据用户特殊要求而设计的,它涉及到加工工艺、测量、刀具、控制、诊断监控、清洗、装配和试漏等技术。我国组合机床及其生产线总体技术水平比发达国家相对落后,国内所需的一些高水平组合机床及其组合机床自动线几乎都是从国外进口。工艺装备的大量进口势必导致投资规模的扩大,并使产品生产成本提高。因此,市场要求我们不断发展新技术、新工艺、研制新产品,由过去的刚性机床结构,向柔性化方向发展,满足用户需要,真正实现刚柔兼备的自动化装备。 2、国外发展现状 80年代以来,国外组合机床技术在满足精度和效率要求的基础上,正朝着综合成套和具备柔性的方向发展。组合机床的加工精度、多品种加工的柔性以及机床配置的灵活多样方面均新的突破性进展,实现了机床工作程度软件化、工序高度集中、高效短节拍和多功能监控。组合机床技术的发展趋势是: (1) 广泛应用数控技术 国外主要的组合机床生产厂家都有自己的系列化完整的数控组合机床通用部件,在组合机床上不仅一般动力部件应用数控技术,而且夹具的转位或转角、换箱装置的自动分度与定位也都应用数控技术,从而进一步提高了组合机床的工作可靠性和加工精度。 (2) 发展柔性技术 80年代以来,国外对中大批量生产,多品种加工装备采用了一系列的可调、可变、课换措施,使加工装备具有一定的柔性。如先后发展了转塔动力头,可换主轴箱等组成的组合机床,同时根据加工中心的发展,开发了二坐标、三坐标模块化的加工单元,并以此为基础组成了柔性加工自动线。这种结构的变化,既可以实现多品种加工要求的调整变化快速灵敏,又可以使机床配置更加灵活多样。 (3) 发展综合自动化技术 汽车工业的大发展,对自动化制造技术提出了许多新的需求,大批量生产的高效率,要求制造系统不仅能完成一般的机械加工工序,而且能完成零件从毛坯进线到成品下线的全部工序,以及下线后的自动码垛、装箱等。德国大众汽车KASSEL变速箱厂1987年投入使用造价9000万马力的齿轮箱和离合器壳生产线,就是这种综合自动化制造系统的典范。随着综合自动化技术的发展,出现了一批专门从事装配、实验、检测、清洗等装备的专业生产厂家,进一步提高了制造系统的配套水平。 (4) 进一步提高工序集中程度 国外为了减少机床数量,节省占地面积,对组合机床这种工序集中程度高的产品,继续采用各种措施,进一步提高工序集中程度。如采用十字滑台、多坐标通用部件、移动主轴箱等组成机床或在夹具部位设置刀库,通过换刀加工实现工序集中,从而可最大限度地发挥设备的效能,获得更好的经济效益。 在这些方面我国组合机床装备还有相当大的差距,因此我国组合机床技术装备高速度、高精度、柔性化、模块化、可调可变、任意加工性以及通信技术的应用将是今后的发展方向。 |
|
本课题研究的主要内容及方法: 1、工艺方案拟定 分析泵轴承体的结构特点,确定定位基准和压夹部位、工序间余量,选择刀具结构。减轻不同配置形式对加工精度的不良影响,注意排屑等问题。 2、组合机床总体设计三图一卡 绘制泵轴承体零件工序图、加工示意图、机床联系尺寸总图,编制生产率计算卡。 3、控制部分PLC的设计 选择PLC型号,根据拟定的加工路线分配接线端口,并编制相关程序。 |
|
本课题所需要解决的问题: 本课题主要解决以下问题: 问题一:动力滑台、刀具、电机等通用部件的选择; 问题二:由于组合机床加工过程中工件受力较大,所以应当设计合理的夹具,避免工件受力变形。 问题三:动力部件工作循环行程,机床联系尺寸的确定。 问题四:生产率计算卡的相关计算。 问题五:机床控制使用PLC,PLC型号选用,电气接线,编程。 |
|
预期结果及其意义: 通过本此设计,旨在设计出一种能够实现同时加工泵轴承体上待加工孔的专用机床。该机床应满足以下要求:(1)尽可能使用通用部件,配以少量专用部件;(2)组合机床滑台采用液压滑台,要求控制准确。(3)合理选用钻头,铰刀等刀具;(4)满足机床工艺方案的基本原则;(5)完成主电路、PLC控制系统电路及主程序的设计。 组合机床相比较普通机床,具有明显的优点,已在机械制造行业当中广泛应用,能对工件进行多刀、多轴、多面、多工位同时加工,可以完成多种工序,效率极高。具有良好的发展前景。同时,此次设计中组合机床采用PLC控制,符合现代发展趋势。最后,设计本身也对机床工艺性等内容提出考验,能够加强学生对于机械工艺的理解,培养创新能力。 |
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。一般由侧底座,滑台,刀具,夹具,多轴箱,动力箱等组成。能够通过控制系统,完成自动加工工件的要求。组合机床具有以下特点:
(1)主要用于棱体类零件和杂件的孔面加工。
(2)生产率高。因为工序集中,可多面,多工位,多轴,多刀同时加工。
(3)加工精度稳定。因为工序稳定,可选用成熟的通用部件、精密夹具和自动工作循环来保证加工精度的一致性。
(4)研制周期短,便于设计、制造和使用维护,成本低。因为通用化,系列化,标准化程度高,通用零部件占70%~90%,通用件可组织批量生产进行预制或外购。
(5)自动化强度高,劳动强度低。
(6)配置灵活。因为结构模块化、组合化。可按工件或工序要求,用大量通用部件或少量部件灵活组成各类的组合机床和生产线;机床易于改装,产品或工艺变化是,通用部件还可重复使用。
目前,组合机床主要用于平面加工和孔加工。根据配置形式可分为单工位和多工位两类。在我国,组合机床发展以有28年发展历史,其科技与生产都具有相当的基础,应用也已深入到很多行业,在汽车、拖拉机、柴油机、电机、仪表仪器、军工、缝纫机、自行车等各个行业大批量生产中获得了广泛的应用;一些小批量生产的企业,如机床、机车、工程机械等制造业也已推广使用。组合机床最适宜加工各种大中型箱体类零件,如气缸盖、气缸体、变速箱体、电机座及仪表壳等零件,也可用来完成轴套类、轮盘类、叉架类和盖板类零件的部分或全部工序的加工。
随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用于多工位主轴箱、可换主轴箱、编码随形夹具和刀具的自动更换,配以PLC、NC等,能任意改变工作循环控制和驱动系统,并能灵活适应各种加工的可调可变得组合机床。组合机床的控制主要是对其滑台和刀具的控制。组合机床的动力滑台可分为液压滑台、机械滑台和数控滑台,常用的有液压滑台。液压滑台主要通过液压系统控制,换向阀等多使用电磁阀以便于搭配电气控制系统。
电气控制系统一般使用PLC控制,成本相对较低、控制可靠、编程简单且体积小能耗低。PLC类型可分局实际设计需要选取。目前世界上着名的PLC生产厂家有美国的AB通用电气公司、日本的三菱、欧姆龙、德国的西门子以及法国的施耐德等等。PLC自产生后,生产厂家不断涌现,品种不断翻新,已经为控制行业带来了新一轮的革命。PLC的价格也由几百到几千不等,控制能力也与型号有关。
我国组合机床及其生产线总体技术水平比发达国家相对落后,国内所需的一些高水平组合机床及其组合机床自动线几乎都是从国外进口。工艺装备的大量进口势必导致投资规模的扩大,并使产品生产成本提高。因此,市场要求我们不断发展新技术、新工艺、研制新产品,由过去的“刚性”机床结构,向“柔性”化方向发展,满足用户需要,真正实现刚柔兼备的自动化装备。
毕业设计环境分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。.
二、环境分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。液压滑台选用1HY32IA型液压滑台,左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。左侧P切削=2KW,电动机功率3KW;右侧P切削=1.75KW,电动机功率2.2KW,电机利用率较高,避免了资源浪费。刀具选用硬质合金麻花钻,钻头直径分别为8.5和17.5,切削用量使用推荐值,保证加工可靠及道具耐用度。左螺栓孔所用刀具耐用度为5.0105h,右侧螺纹内孔刀具耐用度为34407.7h,刀具寿命较长,可有效减少刀具更换,节约了刀具材料,提高了其利用率。本工序切削用量较小,与普通机床相同,切屑集中收集。
液压系统设计,依据各阶段负载,设计了液压缸尺寸,液压缸能够实现预定目标。液压系统中各元器件寿命均较长,短时间内无需更换,无资源浪费。液压油选择L-HL32,且液压油可循环利用,无环境污染。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。PLC直接使用电力驱动,为清洁能源,功耗低,无污染,是理想的控制元件。
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。为了保证变速过程中,主磁通尽可能保持不变,我们通过控制E1和f1即达到控制磁通量稳定的目的。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。根据规定,在通风条件良好,正常使用下,变频器寿命可达10年以上,变频器与PLC相同,使用电力驱动,无有害物质生成。一方面,达到了我们的使用要求,另一方面,利用率较高,对环境无污染。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,机床中电机,电气控制系统,变频器均使用电力作为能源,对环境无污染。液压油可循环使用,不会造成环境破坏,符合环境友好型的理念。整台机床中,几乎所有部件均具有理想的寿命,较高的利用率,大大节约了资源。
总而言之,此次设计的组合机床资源浪费极少,几乎没有环境破坏,可直接用于生产加工,而无需考虑环境问题。
毕业设计技术分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。
二、技术分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。液压滑台选用1HY32IA型液压滑台,左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。左侧P切削=2KW,电动机功率3KW;右侧P切削=1.75KW,电动机功率2.2KW,均满足要求。液压滑台总行程为400mm,左侧孔加工行程为200mm,右侧为150mm,满足使用要求。
刀具选用硬质合金麻花钻,钻头直径分别为8.5和17.5,切削用量使用推荐值,保证加工可靠及道具耐用度。左螺栓孔所用刀具耐用度为5.0105h,右侧螺纹内孔刀具耐用度为34407.7h,满足使用要求。
稀油轴承体采用大平面支撑,单面两孔定位方式,要求支撑面具有足够高的平面度,采用先粗加工,后渗碳淬火,最后磨削的加工方式,保证其作为定位面,足够的硬度和精度。
液压系统设计,依据各阶段负载,设计了液压缸尺寸,液压缸能够实现预定目标。三位五通换向阀在机床液压控制系统中极为常见,左位能够实现液压缸的差动连接,中位为原位停止,右位能够实现快退差动连接,保证足够的速度。液压元件根据各位置的流量和压力选用,于是皆能满足要求。在设计说明书中对液压系统的压力损失与温升做了验算,保证其在加工过程中不会失效,能够满足要求。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,PLC可靠性高,易学易用,在本机床中使用能很好的满足要求。机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。
机床动作控制依靠程序实现,机床动作简单,程序较短,无需赘述。
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。为了保证变速过程中,主磁通尽可能保持不变,我们通过控制E1和f1即达到控制磁通量稳定的目的。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。变频器接线根据规定,输入端R(L1)/S(L2)/T(L3)接三相电源,输出段子U/V/W接三相电动机。见说明书图14。
工件装夹时间设为1.5min,为参考的最大值,机床负荷率为82%,满足设计要求。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,采用双面单工位卧式组合机床,刀具,动力箱,驱动电机等均能满足使用要求。液压系统中各元件根据系统要求计算选择,能够满足加工需要。PLC选用三菱FX2N-80MR-001,在达到控制目的外,还为日后扩展功能提供了端口。
综上,此次设计的组合机床能够很好的完成加工任务,机械、液压、电气及人工四个方面技术上均能实现。
毕业设计经济分析报告
课题名称:泵轴承体双面孔加工组合机床及其控制系统设计
一、预期设计目的
本次设计一台组合机床,要求其完成对一稀油轴承体双面孔的加工。
二、经济分析内容
设计采用双面单工位卧式组合机床完成加工任务,液压滑台携带动力箱及多轴箱和刀具,工进是完成加工动作。稀油轴承体采用大平面支撑,单面两孔定位方式,要求支撑面具有足够高的平面度,采用先粗加工,后渗碳淬火,最后磨削的加工方式,保证其作为定位面,足够的硬度和精度,于是支撑面加工成本较高。左动力箱选1TD32-II型动力箱驱动,电动机型号Y100L2-4,右1TD32-I型动力箱驱动,电动机型号Y100L1-4。,动力滑台、侧底座、动力箱等均为通用部件,可直接选用,成本较低。刀具耐用度分别为50000h和47736h,长时间内无需更换,较小的切削用量增长了刀具寿命,节约了成本。
液压系统中,液压滑台选用1HY32IA型液压滑台。液压元件根据各位置的流量和压力选用,在设计说明书中对液压系统的压力损失与温升做了验算,保证其在加工过程中不会失效。液压油型号选择L-HL32,工作压力为14MPa以上,能很好的满足系统要求。液压油仅作为动力油,将机械能转化为液压能,再转化为机械能,期间,液压油量并不减少(泄露量可忽略),另一方面,液压油可循环使用,成本较低。
液压系统中使用了三处电磁设备,分别为两位四通电磁换向阀,三位五通电液换向阀,压力继电器。电气控制系统使用可编程逻辑控制器(PLC)控制,机床上使用了四个电机,故需4个位作为热继电器保护输入,4个位置开关输入,2个压力继电器输入,1个油泵启动按钮,1个加工启动按钮,需要12个输入点数;11个指示灯,6个电磁阀及4个交流接触器,共21个输出点数,选择FX2N系列中的FX2N-80MR-001的PLC,输入输出点数均为40个,能很好的满足控制要求,还为日后扩展机床功能留有端口。该型号PLC售价为1422元,由于控制内容简单,PLC寿命会适当加长。
变频器是能将工频电源(50Hz或60Hz)转换成各种频率,以达到控制电机变速运行的设备。最终本机床控制系统设计选择了日本三菱公司的FR-F700系通用变频器,型号:FR-F740-22K-CHT1,直接使用默认参数设置。FR-F740-22K-CHT1型变频器价格在2700-5000之间变化,在通风条件较好,周围环境无剧烈变化,正常运行时,变频器寿命可打10年以上。
三、结论
本次设计一稀油轴承体双面孔加工用组合机床,采用双面单工位卧式组合机床,液压滑台,侧底座,刀具,动力箱,驱动电机等均选用通用部件。PLC选用三菱FX2N-80MR-001,在达到控制目的外,还为日后扩展功能提供了端口。
该稀油轴承体需量产,根据设计内容,机床寿命较长,可满足加工要求。大量选用通用部件,减少自加工量,降低了机床引进成本。作为专用机床,相比较于通用机床,其在加工稀油轴承体时可以降低生产成本,具有良好的经济效益。