


苏ICP备112451047180号-6
萃取精馏法制备无水乙醇的工艺条件优化
摘要:无水乙醇作为一种性能优良的有机溶剂,广泛用于食品、化妆品、制药、化工等行业。本文论述了优化萃取精馏法制备无水乙醇的工艺条件,在现有工艺的基础上优化改进,使无水乙醇的浓度提高,并且又减少环境污染。工业乙醇作为原料,萃取剂是乙二醇, UNIFAC 活度系数模型作为基础,使用了 Aspen Plus 化工模拟软件对无水乙醇生产过程中各参数对分离效果的影响进行模拟计算和优化。在优化条件和参数的情况下, 使产品无水乙醇的质量分数可达99.96 %,这对工业生产具备指导意义。
关键词:萃取精馏;无水乙醇,工艺优化
目 录
摘要……………………………………………………………1
Abstract………………………………………………………………………………2
引言…………………………………………………………………………3
1萃取精馏法…………………………………………………………………………3
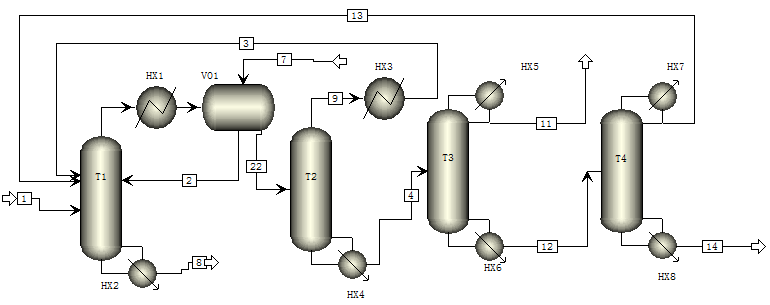
2流程的建立…………………………………………………………………………4
3过程参数的优化………………………………………………………………………4
4结果讨论……………………………………………………………………………5
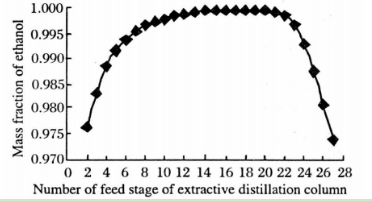
4.1原料进料位置的影响………………………………………………………………5
4.2萃取剂进料位置的影响……………………………………………………………5
4.3回流比的影响……………………………………………………………………6
4.4萃取剂与原料进料比的影响………………………………………………………6
4.5过程优化结果………………………………………………………………………7
5结论……………………………………………………………………8
参考文献………………………………………………………………………………8
以乙二醇作为萃取剂,基于 UNIFAC 活度系数模型,用 Aspen Plus 软件对萃取精馏制取无水乙醇过程进行模拟计算。在原料工业乙醇的流量为10000 kg·h-1 ,萃取精馏塔具有28块,溶剂回收塔具有10块塔板的条件下,优化的操作参数为:萃取精馏塔原料的进料位置为第18块塔板,萃取剂的进 料位置在第3块塔板,回流比为2.4 ,萃取剂与原料进料比(质量)为1∶1,溶剂回收塔进料位置为第4块塔板,回流比为1.2。在上述优化参数条件下,产品无水乙醇的质量分数可达99.96%,萃取精馏塔再沸器的热负荷为7242.55 kW,溶剂回收塔再沸器的热负荷为977.71kW。优化结果对工业生产具有一定的指导意义。
参考文献:
[1]胡晖, 邬慧雄, 徐世民, 等. 分批萃取精馏回收无水乙醇的新工艺[J]. 现代化工, 2006, 26(6): 53-57.
[2]王莹. 我国推广车用乙醇汽油现状及相关对策[J]. 国际石油经济, 2005, 13(5): 48-55.
[3]许天开. 酒精蒸馏技术[M]. 3 版. 北京: 中国轻工业出版社,2008.
[4]马晓建, 吴勇, 牛青川. 无水乙醇制备的研究进展[J]. 现代化工, 2005, 25(1): 26-29.
[5]王洪海, 李春利, 方静, 等. 加盐萃取精馏制取无水乙醇过程的模拟[J]. 石油化工, 2008,37(3): 258-261.
[6]Ligero E. Ravagnani T. Dehydration of ethanol with salt extractive distillation acomparative analysis between processes with salt recovery[J]. Chemical Engineering and Processing, 2003, 42: 543-552.
[7]吴晓莉, 靖恋, 尹卓容. 加盐萃取蒸馏生产无水乙醇[J]. 酿酒科技, 2003, 30(6): 74-75.
[8]林军, 顾正桂. 加碱萃取精馏制取无水乙醇[J]. 化学研究与应用, 2004, 16(2): 282-283.
[9]曹亚光, 周荣琪, 段占庭, 等. 加盐萃取精馏制取无水乙醇的过程模拟[J]. 计算机与应用化学, 2003, 20(l): 153-155.
[10]董新法, 方利国, 陈砺. 物性估算原理及计算机计算[M]. 北京: 化学工业出版社, 2006.249-2.