





苏ICP备112451047180号-6
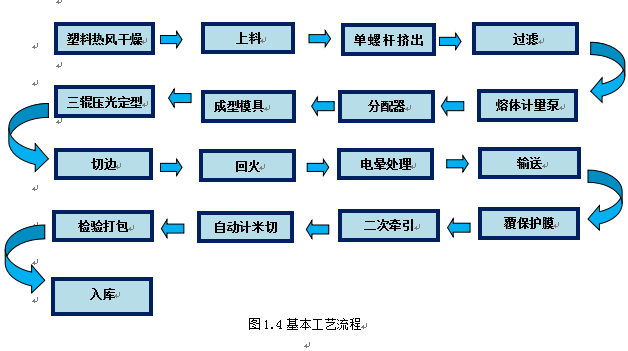
PVC挤出成型配料过程
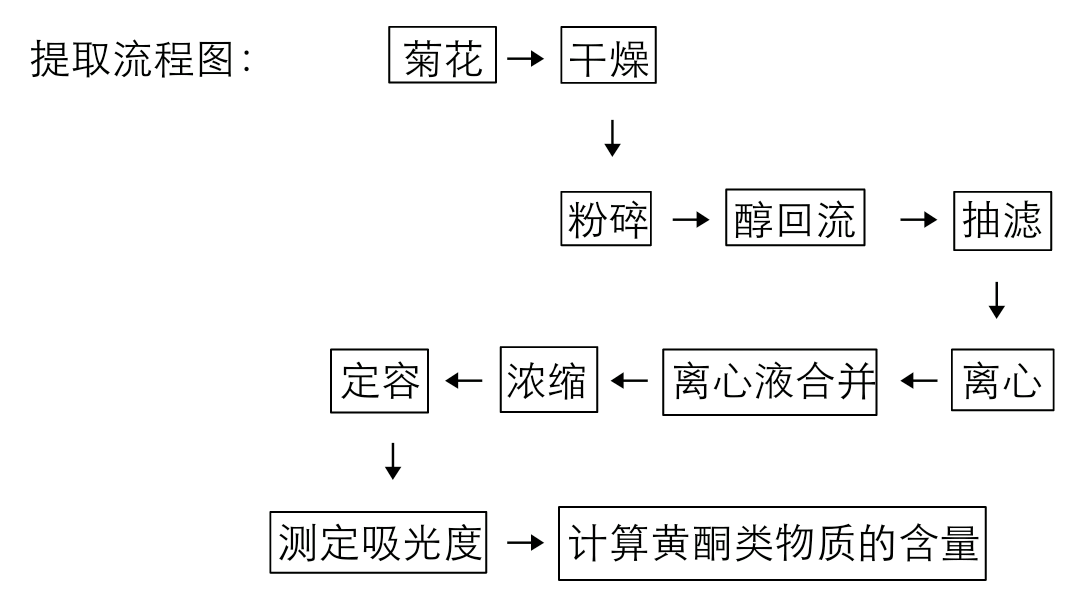
研究的详细内容
如下的研究由专业名司描述,“份”在混合中的意思为质量份数。
(1) 当前研究,PVC(聚合物)采用的是悬浮聚合法合成,而且颗粒大小在80目筛阻挡率小于1%,如果阻挡率大于1%,树脂很难被熔融,而且难熔为团状在挤出产品的表面形成不规则的起伏表面。另外,乳液聚合的PVC树脂热稳定性较差而且容易脱色。
(2) 干混过程通过搅拌速度各温度来控制,混合温度一般低于165℃,通常为80到110为配料温度。同时加入混合添加剂,如增塑剂、稳定剂及颜料。如果为半硬制品,如保险杠模型一般加入PVC树脂量的20到50份。增塑剂一般为DOP、DDP、DBP等。如果必要的话,环氧基衍生物(环氧大豆油),硬脂肪酸和半硬脂酸衍生物,磷酸衍生物等。它们可以单独或组合使用,另外常用的稳定剂,如金属皂无机(钡盐和铅盐),环氧复合盐(通常和金属稳定剂复合使用)。颜料根据不同要求选用无机或有机类。
这里使用的混合设备为高速混合机,比如Henschel混合器,或者超级混合器等。
(3) 在捏合的造粒过程,干混料被单螺杆或双螺杆挤出机挤出(如表2)成为条状或方块,而后被切成合适的长度。
同时,温度被控制在低于165℃,更可取的为155℃,在向挤出料斗加料和被加热的料筒到挤出机机头,温度是由设在料筒的冷却风机来控制的。
在上面过程中制得的PVC混合物,得出的结果并不规律。在挤出物表面也看不到明显的现象,甚至在常速下也看不到。
有缺陷的表面并没有出现是因为干混、捏合、和造粒,每一步的温度都控制在5下,或者温度高于PVC的熔点170℃,大分之的重排很少被控制。也就是说,PVC材料形成于自由熔合阶段,因此,塑化效果令人满意。
如前所述,对于捏合的温度如果高于PVC的熔点。在捏合的过程中使大会的重排更稳定,从而导致更少的熔融状态,从而使塑化效果并不令人满意。
更进一步考虑,如果PVC树脂颗粒的大小严格要求,合格的挤出可以控制得到。而温度并不高过PVC的熔点,而在挤出成型过程中的传热也得到强化。
举例:
证明这个结论的例子和对照的例子将在下面进行解释:
用表1有聚合物Ⅰ、Ⅱ用300L的Henschel混合器,采用如下的配方,在温度升到100℃(约10分钟)然后冷却到常温,然后加入到干混器中。
(2)干混料加入到一个单螺杆挤出机中料斗中(L/D=23,D=20mm,压缩比=3.0,转速=70rpm),捏合条件如表3,挤出成为条状,并且切成颗粒,挤出条件如表2所示。
(3)聚合物由以上条件得到的颗粒,加入一台单螺杆挤出机中(L/D=23,D=40mm,压缩比=2.6,转速=38rpm),在机筒温度为100℃~150℃,机头温度为160℃,挤出成带状的矩形100×2mm,长度1m),表面不均匀现象被仔细观察。(最大1~10mm,最小:0.05到1mm),结果如表3。
由表3的结果可知,PVC树脂在每个例子中,各个因素对PVC挤出物并不导致缺陷,缺陷的形成只有在颗粒的尺寸分布很大,而且并不满足条件。同样如果捏合条件温度高于165℃,同样在挤出物表面出现缺陷。
表1
表2
表3
结论:
1.对PVC树脂挤出成型物料配制对比:
(1) 对于干混如配合PVC,增塑剂、稳定剂、颜料,一般温度控制在20℃到165℃。
(2) 对于捏合各造粒在干混后的混合温度一般控制在120℃到165℃,PVC树脂必需为悬浮聚合产品,80目筛阻挡为小于1%。
2.对于挤出成型在Ⅰ中所述,在干混中温度一般控制在80℃到110℃。
混合过程
由于经济条件的改善和技术水平的提高,混合过程也在不断的发展。
过程A
1. 在低速情况下启动高速混合机并加入树脂;
2. 调高转速并加入稳定剂;
3. 混合到温度上升到60℃(140°F);
4. 在60℃(140°F)时加入二氧化钛颜料和助剂及填料;
5. 混合直到温度升到71℃(160°F);
6. 在温度为71℃(160°F)时加入增塑剂;
7. 在温度升到88℃(190°F)时,物料投入冷混合器;
8. 冷却到43℃(110°F)
经过进一步的实验,下面的混合过程又发展了起来,B过程省去了加入非PVC组分对温度的要求,简化了混合过程并且使混合物更加均匀。
过和B
1. 在低速情况下启动高速混合机并加入树脂;
2. 调高转速并加入稳定剂;
3.加入全部干组分;
4.混合直到温度升为88℃(190°F),投入冷混合器中;
5.冷却到43℃(110°F);
过程C是在于混合大量的组分同时又最小地增加混合时间的情况下出现的,这个过程将混合器的混合能力提高了150%到175%,这被称为1:1稀释法或且双重计量。混合物在这样情况下的挤出效果非常好,但是比例职1.2到1就产生密度问题。
过程C(二重混合)
1. 在低速情况下启动高速混合机并加入一半的树脂;
2. 调高转速并加入稳定剂;
3. 加入两次干组分;
4. 混合直到温度升为88℃(190°F),投入冷混合器中;
5. 加入另一半树脂到冷混合器中;
6. 冷却到43℃(110°F)或如下;
为了使金属氧化而变色,二氧化钛在加入冷混器前通常在5~6°C(10°F)条件下保存。过程B和C在实践中证明是非常成功的,过程C是在于混合大量的组分同时又最小地增加混合时间。B和C广泛地用于导轨、管、微孔聚氯乙烯等相同的挤出机。因为它们都很简单,B和C都可以推介使用。
研究的详细内容
如下的研究由专业名司描述,“份”在混合中的意思为质量份数。
(1) 当前研究,PVC(聚合物)采用的是悬浮聚合法合成,而且颗粒大小在80目筛阻挡率小于1%,如果阻挡率大于1%,树脂很难被熔融,而且难熔为团状在挤出产品的表面形成不规则的起伏表面。另外,乳液聚合的PVC树脂热稳定性较差而且容易脱色。
(2) 干混过程通过搅拌速度各温度来控制,混合温度一般低于165℃,通常为80到110为配料温度。同时加入混合添加剂,如增塑剂、稳定剂及颜料。如果为半硬制品,如保险杠模型一般加入PVC树脂量的20到50份。增塑剂一般为DOP、DDP、DBP等。如果必要的话,环氧基衍生物(环氧大豆油),硬脂肪酸和半硬脂酸衍生物,磷酸衍生物等。它们可以单独或组合使用,另外常用的稳定剂,如金属皂无机(钡盐和铅盐),环氧复合盐(通常和金属稳定剂复合使用)。颜料根据不同要求选用无机或有机类。
这里使用的混合设备为高速混合机,比如Henschel混合器,或者超级混合器等。
(3) 在捏合的造粒过程,干混料被单螺杆或双螺杆挤出机挤出(如表2)成为条状或方块,而后被切成合适的长度。
同时,温度被控制在低于165℃,更可取的为155℃,在向挤出料斗加料和被加热的料筒到挤出机机头,温度是由设在料筒的冷却风机来控制的。
在上面过程中制得的PVC混合物,得出的结果并不规律。在挤出物表面也看不到明显的现象,甚至在常速下也看不到。
有缺陷的表面并没有出现是因为干混、捏合、和造粒,每一步的温度都控制在5下,或者温度高于PVC的熔点170℃,大分之的重排很少被控制。也就是说,PVC材料形成于自由熔合阶段,因此,塑化效果令人满意。
如前所述,对于捏合的温度如果高于PVC的熔点。在捏合的过程中使大会的重排更稳定,从而导致更少的熔融状态,从而使塑化效果并不令人满意。
更进一步考虑,如果PVC树脂颗粒的大小严格要求,合格的挤出可以控制得到。而温度并不高过PVC的熔点,而在挤出成型过程中的传热也得到强化。
举例:
证明这个结论的例子和对照的例子将在下面进行解释:
用表1有聚合物Ⅰ、Ⅱ用300L的Henschel混合器,采用如下的配方,在温度升到100℃(约10分钟)然后冷却到常温,然后加入到干混器中。
| 配方 | |
| PVC | 100份 |
| DOP | 40份 |
| Ba-zn液体稳定剂 | 3份 |
| 环氧大豆油 | 3份 |
| 颜料(碳黑) | 1份 |
(2)干混料加入到一个单螺杆挤出机中料斗中(L/D=23,D=20mm,压缩比=3.0,转速=70rpm),捏合条件如表3,挤出成为条状,并且切成颗粒,挤出条件如表2所示。
(3)聚合物由以上条件得到的颗粒,加入一台单螺杆挤出机中(L/D=23,D=40mm,压缩比=2.6,转速=38rpm),在机筒温度为100℃~150℃,机头温度为160℃,挤出成带状的矩形100×2mm,长度1m),表面不均匀现象被仔细观察。(最大1~10mm,最小:0.05到1mm),结果如表3。
由表3的结果可知,PVC树脂在每个例子中,各个因素对PVC挤出物并不导致缺陷,缺陷的形成只有在颗粒的尺寸分布很大,而且并不满足条件。同样如果捏合条件温度高于165℃,同样在挤出物表面出现缺陷。
表1
| 树脂 | 80目筛阻挡率 |
| Ⅰ | 0.4% |
| Ⅱ | 4.9% |
表2
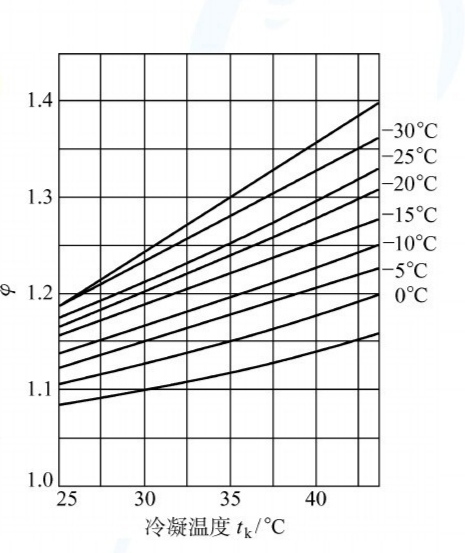
| 部位/温度条件 | A | B | C | a | b |
| 机筒 (1a) | 120 | 160 | 140 | 150 | 160 |
| 机筒 (1b) | 130 | 140 | 150 | 160 | 170 |
| 口模 (5) | 140 | 150 | 160 | 170 | 180 |
| 熔体的最高温度 | 145 | 154 | 162 | 168 | 177 |
| (实测) | |||||
| 表中的数据与图2相关 | |||||
表3
| 序号 | 树脂 | 捏合条件 |
大缺陷 (1-10mm) |
小缺陷 (0.05-1mm) |
| 1 | Ⅰ | A | 无 | 无 |
| 2 | Ⅰ | B | 无 | 无 |
| 3 | Ⅰ | C | 无 | 无 |
| 比较 | Ⅰ | a | 有 | 无 |
| 1 | 轻微 | |||
| 比较 | Ⅰ | b | 有 | 无 |
| 2 | 明显 | 明显 | ||
| 比较 | Ⅱ | A | 无 | 有 |
| 3 | 明显 | |||
| 比较 | Ⅱ | 无 | 有 | |
| 4 | B | 明显 | ||
| 比较 | Ⅱ | 有 | 有 | |
| 5 | C | 轻微 | 明显 |
结论:
1.对PVC树脂挤出成型物料配制对比:
(1) 对于干混如配合PVC,增塑剂、稳定剂、颜料,一般温度控制在20℃到165℃。
(2) 对于捏合各造粒在干混后的混合温度一般控制在120℃到165℃,PVC树脂必需为悬浮聚合产品,80目筛阻挡为小于1%。
2.对于挤出成型在Ⅰ中所述,在干混中温度一般控制在80℃到110℃。
混合过程
由于经济条件的改善和技术水平的提高,混合过程也在不断的发展。
过程A
1. 在低速情况下启动高速混合机并加入树脂;
2. 调高转速并加入稳定剂;
3. 混合到温度上升到60℃(140°F);
4. 在60℃(140°F)时加入二氧化钛颜料和助剂及填料;
5. 混合直到温度升到71℃(160°F);
6. 在温度为71℃(160°F)时加入增塑剂;
7. 在温度升到88℃(190°F)时,物料投入冷混合器;
8. 冷却到43℃(110°F)
经过进一步的实验,下面的混合过程又发展了起来,B过程省去了加入非PVC组分对温度的要求,简化了混合过程并且使混合物更加均匀。
过和B
1. 在低速情况下启动高速混合机并加入树脂;
2. 调高转速并加入稳定剂;
3.加入全部干组分;
4.混合直到温度升为88℃(190°F),投入冷混合器中;
5.冷却到43℃(110°F);
过程C是在于混合大量的组分同时又最小地增加混合时间的情况下出现的,这个过程将混合器的混合能力提高了150%到175%,这被称为1:1稀释法或且双重计量。混合物在这样情况下的挤出效果非常好,但是比例职1.2到1就产生密度问题。
过程C(二重混合)
1. 在低速情况下启动高速混合机并加入一半的树脂;
2. 调高转速并加入稳定剂;
3. 加入两次干组分;
4. 混合直到温度升为88℃(190°F),投入冷混合器中;
5. 加入另一半树脂到冷混合器中;
6. 冷却到43℃(110°F)或如下;
为了使金属氧化而变色,二氧化钛在加入冷混器前通常在5~6°C(10°F)条件下保存。过程B和C在实践中证明是非常成功的,过程C是在于混合大量的组分同时又最小地增加混合时间。B和C广泛地用于导轨、管、微孔聚氯乙烯等相同的挤出机。因为它们都很简单,B和C都可以推介使用。