




苏ICP备112451047180号-6
磨料水射流切割中的条痕形成机理研究
摘要: 本文旨在从切割前叶和条痕形成入手,研究磨料水射流切割的宏观机制。 当磨料水射流切割以高移动速度切割某一特定类型或厚度的工件时,切割面将出现典型的条纹图案。本文也通过一系列的实验解释切割前叶阶梯的形成与条纹的形成之间的关系,实验包括使用目测法观察透明材料的切割过程,并与河道的蜿蜒和气力输送机弯手处的磨损进行对比。
1. 引言:
磨料水射流切割是一种非传统的加工过程,使用高速水射流使坚硬的磨料粒子加速。由于速度快,磨料硬度高,粒子便能成功地切割工件。这个方法基本适用于加工任何材料,不受材料的成分,机构,硬度等其他物理性能的限制。这有助于解决传统加工方法无法成功加工各种新材料的问题。
磨料水射流属于轮廓切割过程的一种加工方法,其中也包括激光束,等离子体和氧燃料切割,和电火花线切割加工。磨料水射流切割最重要的优势在于它能切割几乎所有的材料,可切割厚度仅有400mm的材料且无热影响区。然而相比较于在模具行业趋于成熟的电火花线切割加工,它未能达到令人足够满意的切割准确度和切割质量。造成这个的两个因素分别是切割表面的锥度和条痕形成。然而,目前可以用倾斜切割头完美弥补切割锥度这一不足,条痕形成的问题却仍未得到很好的解决。关于磨料水射流切割中的宏观机理领域以及更为详细的条痕形成方面的研究详细记载在由Momber和Kovaceyic共同创作的一书中。
1.实验步骤
可视化实验的主要部分是用高速摄像机拍摄切割30mm厚的PMMA样本的整个过程(有机玻璃或者其他常见的丙烯酸玻璃)。实验中设备的整个设定见图2,摄像机摆在与切割头移动方向垂直的地方,照明设备放在与切割头移动方向相反的地方以保证实验中可清楚看到切割前叶。 拍摄下来的照片经过图像处理软件的后期处理,将有助于大家根据拍下来的每个镜头绘出切割前叶的移动曲线。本实验中使用的数码摄像机型号是索尼XC-HR50,该摄像机的帧频是60帧每秒,曝光时间是0.001秒。切割实验中的所有工艺参数设置,除了切割速度均可参照表1。
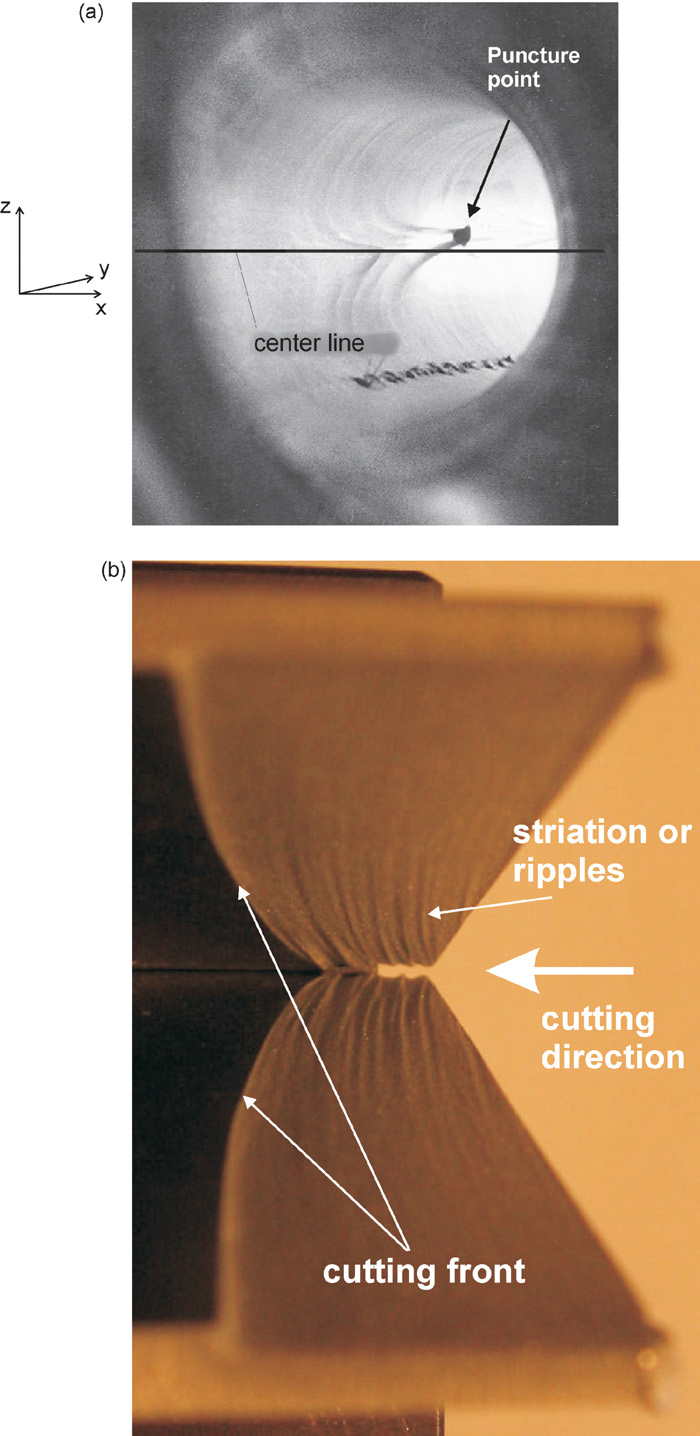
为了更好地展示和解释条痕形成的问题,我们也进行了一系列的附加实验。第一附加实验旨在展示切割过程中水射流的振动,这也是实验中关于摄像机和照明设备摆放位置的设定改变的原因,如图2所示,以至于整个切割过程能被迎面拍摄下来。这个附加实验的工艺参数仍如表1所示,不进行改变除了之前使用过的切割速度6mm每秒。第二个附加实验旨在切割两张紧密连在一起的铝板 AL6061-T6,如图3所示。且为了获得关于切割前叶的瞬间外形,实验中会突然中断整个切割过程。两个铝板的尺寸均是35mm ×3mm×60mm.。
在这个突然的中顿后两个铝板彼此分离,并接受了检测。整个实验中的工艺参数仍与表1所列一致,除了之前使用过的切割速度1mm每秒,在这个速度下可完全切断60mm厚的铝板样本。这一部分的实验将展示在第四节,这一节也将详细讨论条痕的形成机理。
2.结果与讨论
实验中切割过程是从侧面拍摄完成的,并在切割速度3.5,4,4.5,5,5.5和6mm每秒的状态下分别对实验成果进行分析。切割速率的选择标准是30mm的PMMA样本及时在最大速度下也不会被切断。本文分析了每种速度下拍摄的多张照片,也因此绘制出了切割前叶的曲线。本文决定将所获得的切割前叶曲线以原始状态呈现,为了进一步深入分析,曲线采用六次多项式使之平滑。为了分析阶梯形成及其循环频率,切割前叶上能确定阶梯位置的一个小点是实验中所需要的。而最简便的方法就是找到曲线中的拐点,因为它就在几何学上确定了阶梯的存在。另一方面,阶梯的形成并不见于每一张拍摄的照片中。因此,实验要求定义另一个小点,而这个小点能在任何一张拍摄下来的照片中找到。这一小点便称为切割前叶曲线x0上的一个弯曲点,见图4.这个小点的位置就在切割前叶曲线上明显弯曲的地方。当我们将工件顶部移到切割前叶下,并平行地观察该切割曲线的二阶倒数,弯曲点x0的位置就在二阶倒数局部最大值出现的地方。为了将不同切割速度下获得的切割前叶进行比较,实验要求注意观察曲线在弯曲点的倾角αs 。这也是要求计算切割前叶一阶倒数用以测定x0曲线坡度的原因之一。接下来,在每个获得的切割前叶上的倾角也被依次记录了下来,针对这六个切割速度的实验结果列在图5-10. 每个实验结束后都有300张照片拍摄出来,然后只有一些质量较好的照片才被放在了本文中,因为实验中溅出的水滴损毁了一些拍摄出的照片,这也是我们之前所提及的六次多项式影响下的平滑曲线得以使用的原因。图5(a)-10(a)反映了随时间变化的倾角αs 。考虑到摄像机的采样率,两个小点之间的所花的时间是每秒1/60. 图5(b)-10(b)反映了所拍摄下来的切割前叶以及其弯曲点的位置。
结论:
在使用磨料水射流切割的过程中,跟踪切割前叶的阶梯形成的方法已被提出。切割前叶的一个小点也得到了定义,它描述可阶梯形成初期的几何学特征,被称为切割前叶的弯曲点。 通过一些切割过程中拍摄的连拍照片,阶梯形成循环的频率大致可以测算出来。测算方法是改变弯曲点切割前叶的坡度。基于Hashish等人之后的研究可知【13】,影响阶梯循环频率上的切割速度的因素受到阻碍,因此频率并没与如期随着速度的增加而变大。本文实验结果并不能支持这一表述。为了证实其准确性,以后我们还需要在这方面做更多的研究。
在磨料水射流切割过程中条痕的形成机理是通过两个从自然和科技领域找出的类比来解释的。通过河道蜿蜒的比喻,条痕形成被认为是有切割前叶的摄动造成的,它也间接带了了喷气流方向的倾斜。这些摄动也就成为了切割前叶的阶梯。第二个比喻就是关于90度的气力输送机的磨损情况。它将阶梯的形成比做了弯道刺穿,而刺穿的原因也可用来解释阶梯形成的原因。实验工作的第二部分表明了射流的振动与河道的蜿蜒非常相似,从中的出的结论是切割前叶沟槽的地貌学上的改变直接导致了磨料水射流流向的改变以及引起条痕的形成。最初的弧形沟槽导致了磨料颗粒的浓度增加,这就引起了阶梯的形成和磨料水射流流向的变化。因为这个原因,使用当前的磨料水射流切割技术,从根本上是无法避免条痕的形成的。
参考资料:
[1] M. Knaupp, A. Meyer, G. Erichsen, M. Sahney, C. Burnham, Dynamic compensation of abrasive water jet properties through 3-dimensional jet control, 2002, in: Proceedings of the 16th International Conference on Water Jetting, BHR Group, Aix-en-Provence, France, 2002, pp. 75–89.
[2] J. Zeng, J. Olsen, C. Olsen, B. Guglielmetti, Taper-free abrasive water jet cutting with a tilting head, 2005, in: Proceedings of the 2005 WJTA American Water Jet Conference, WJTA, Houston, Texas, 2005, pp. 2A–7A.
[3] A.W.Momber, R. Kovacevic, Principles of Abrasive Water Jet Machining,Springer-Verlag, London, 1998.
[4] N.S. Guo, H. Louis, G. Meier, Surface structure and kerf geometry in abrasive water jet cutting: formation and optimisation, 1993, in: Proceedings of the Seventh Water Jet Conference, vol. 1, WJTA, Seattle, Washington,1993, pp. 1–25.
[5] J. Chao, E.S. Geskin, Y. Chung, Investigation of the dynamics of the surfaces topography formation during abrasive water jet machining, 1992, in:Proceedings of the 11th International Conference on Jet Cutting Technology,BHR Group, St. Andrews, Scotland, Kluwer Academic Publishers,1992, pp. 593–603.
[6] M. Monno, C. Ravasio, The effect of cutting head vibration on the surfaces generated by water jet cutting, Int. J. Mach. Tools Manuf. 45 (2005)355–363.
[7] M. Hashish, On the model ling of surface waviness produced by abrasive water jets,1992, in: Proceedings of the 11th International Conference on Jet Cutting Technology, BHR Group, St. Andrews, Scotland, Kluwer Academic Publishers, 1992, pp. 17–34.
[8] F.L. Chen, E. Siores, The effect of cutting jet variation on surface striation formation in abrasive water jet cutting, J. Mater. Process. Technol. 135(2003) 1–5.
[9] D. Arola, M. Ramulu, Mechanism of material removal in abrasive water jet machining, 1993, in: Proceedings of the Seventh Water Jet Conference, vol1, WJTA, Seattle, Washington, 1993, pp. 46–64.
[10] M. Hashish,A model study of metal cutting with abrasive water jets,ASMEJ. Eng. Mater. Technol. 106 (1984) 88–100.
[11] J. Zeng, T.J. Kim, Development of an abrasive water jet kerf cutting model for brittle materials, 1992, in: Proceedings of the 11th International Conference on Jet Cutting Technology,BHR Group, St. Andrews, Scotland,Kluwer Academic Publishers, 1992, pp. 483–501.
[12] R.T. Deam, E. Lemma, D.H. Ahmed, Model ling of the abrasive water jet cutting process, Wear 257 (2004) 877–891.
[13] M. Hashish, Visualization of the abrasive water jet cutting process, Exp.Mech. 28 (1988) 159–169.
[14] J.F. Mount, California Rivers And Streams—The Conflict Between Fluvial Process and Land Use, University of California Press, 1995.
[15] J.S. Mason, B.V. Smith, The erosion of bends by pneumatically conveyed suspension of abrasive particles, Powder Technol. 6 (1972) 323–335.
[16] D. Mills, J.S. Mason, Particle size effects in bend erosion,Wear 44 (1977)311–328.
[17] T. Deng, M. Patel, I. Hutchings, M.S.A. Bradley, Effect of bend orientation on life and puncture point location due to solid particle erosion of a high concentration flow in pneumatic conveyors, Wear 258 (2005) 426–433.
[18] A.J. Burnett, A.N. Pittman, M.S.A. Bradley, Observations on the model ling
摘要: 本文旨在从切割前叶和条痕形成入手,研究磨料水射流切割的宏观机制。 当磨料水射流切割以高移动速度切割某一特定类型或厚度的工件时,切割面将出现典型的条纹图案。本文也通过一系列的实验解释切割前叶阶梯的形成与条纹的形成之间的关系,实验包括使用目测法观察透明材料的切割过程,并与河道的蜿蜒和气力输送机弯手处的磨损进行对比。
1. 引言:
磨料水射流切割是一种非传统的加工过程,使用高速水射流使坚硬的磨料粒子加速。由于速度快,磨料硬度高,粒子便能成功地切割工件。这个方法基本适用于加工任何材料,不受材料的成分,机构,硬度等其他物理性能的限制。这有助于解决传统加工方法无法成功加工各种新材料的问题。
磨料水射流属于轮廓切割过程的一种加工方法,其中也包括激光束,等离子体和氧燃料切割,和电火花线切割加工。磨料水射流切割最重要的优势在于它能切割几乎所有的材料,可切割厚度仅有400mm的材料且无热影响区。然而相比较于在模具行业趋于成熟的电火花线切割加工,它未能达到令人足够满意的切割准确度和切割质量。造成这个的两个因素分别是切割表面的锥度和条痕形成。然而,目前可以用倾斜切割头完美弥补切割锥度这一不足,条痕形成的问题却仍未得到很好的解决。关于磨料水射流切割中的宏观机理领域以及更为详细的条痕形成方面的研究详细记载在由Momber和Kovaceyic共同创作的一书中。
1.实验步骤
可视化实验的主要部分是用高速摄像机拍摄切割30mm厚的PMMA样本的整个过程(有机玻璃或者其他常见的丙烯酸玻璃)。实验中设备的整个设定见图2,摄像机摆在与切割头移动方向垂直的地方,照明设备放在与切割头移动方向相反的地方以保证实验中可清楚看到切割前叶。 拍摄下来的照片经过图像处理软件的后期处理,将有助于大家根据拍下来的每个镜头绘出切割前叶的移动曲线。本实验中使用的数码摄像机型号是索尼XC-HR50,该摄像机的帧频是60帧每秒,曝光时间是0.001秒。切割实验中的所有工艺参数设置,除了切割速度均可参照表1。
为了更好地展示和解释条痕形成的问题,我们也进行了一系列的附加实验。第一附加实验旨在展示切割过程中水射流的振动,这也是实验中关于摄像机和照明设备摆放位置的设定改变的原因,如图2所示,以至于整个切割过程能被迎面拍摄下来。这个附加实验的工艺参数仍如表1所示,不进行改变除了之前使用过的切割速度6mm每秒。第二个附加实验旨在切割两张紧密连在一起的铝板 AL6061-T6,如图3所示。且为了获得关于切割前叶的瞬间外形,实验中会突然中断整个切割过程。两个铝板的尺寸均是35mm ×3mm×60mm.。
在这个突然的中顿后两个铝板彼此分离,并接受了检测。整个实验中的工艺参数仍与表1所列一致,除了之前使用过的切割速度1mm每秒,在这个速度下可完全切断60mm厚的铝板样本。这一部分的实验将展示在第四节,这一节也将详细讨论条痕的形成机理。
2.结果与讨论
实验中切割过程是从侧面拍摄完成的,并在切割速度3.5,4,4.5,5,5.5和6mm每秒的状态下分别对实验成果进行分析。切割速率的选择标准是30mm的PMMA样本及时在最大速度下也不会被切断。本文分析了每种速度下拍摄的多张照片,也因此绘制出了切割前叶的曲线。本文决定将所获得的切割前叶曲线以原始状态呈现,为了进一步深入分析,曲线采用六次多项式使之平滑。为了分析阶梯形成及其循环频率,切割前叶上能确定阶梯位置的一个小点是实验中所需要的。而最简便的方法就是找到曲线中的拐点,因为它就在几何学上确定了阶梯的存在。另一方面,阶梯的形成并不见于每一张拍摄的照片中。因此,实验要求定义另一个小点,而这个小点能在任何一张拍摄下来的照片中找到。这一小点便称为切割前叶曲线x0上的一个弯曲点,见图4.这个小点的位置就在切割前叶曲线上明显弯曲的地方。当我们将工件顶部移到切割前叶下,并平行地观察该切割曲线的二阶倒数,弯曲点x0的位置就在二阶倒数局部最大值出现的地方。为了将不同切割速度下获得的切割前叶进行比较,实验要求注意观察曲线在弯曲点的倾角αs 。这也是要求计算切割前叶一阶倒数用以测定x0曲线坡度的原因之一。接下来,在每个获得的切割前叶上的倾角也被依次记录了下来,针对这六个切割速度的实验结果列在图5-10. 每个实验结束后都有300张照片拍摄出来,然后只有一些质量较好的照片才被放在了本文中,因为实验中溅出的水滴损毁了一些拍摄出的照片,这也是我们之前所提及的六次多项式影响下的平滑曲线得以使用的原因。图5(a)-10(a)反映了随时间变化的倾角αs 。考虑到摄像机的采样率,两个小点之间的所花的时间是每秒1/60. 图5(b)-10(b)反映了所拍摄下来的切割前叶以及其弯曲点的位置。
结论:
在使用磨料水射流切割的过程中,跟踪切割前叶的阶梯形成的方法已被提出。切割前叶的一个小点也得到了定义,它描述可阶梯形成初期的几何学特征,被称为切割前叶的弯曲点。 通过一些切割过程中拍摄的连拍照片,阶梯形成循环的频率大致可以测算出来。测算方法是改变弯曲点切割前叶的坡度。基于Hashish等人之后的研究可知【13】,影响阶梯循环频率上的切割速度的因素受到阻碍,因此频率并没与如期随着速度的增加而变大。本文实验结果并不能支持这一表述。为了证实其准确性,以后我们还需要在这方面做更多的研究。
在磨料水射流切割过程中条痕的形成机理是通过两个从自然和科技领域找出的类比来解释的。通过河道蜿蜒的比喻,条痕形成被认为是有切割前叶的摄动造成的,它也间接带了了喷气流方向的倾斜。这些摄动也就成为了切割前叶的阶梯。第二个比喻就是关于90度的气力输送机的磨损情况。它将阶梯的形成比做了弯道刺穿,而刺穿的原因也可用来解释阶梯形成的原因。实验工作的第二部分表明了射流的振动与河道的蜿蜒非常相似,从中的出的结论是切割前叶沟槽的地貌学上的改变直接导致了磨料水射流流向的改变以及引起条痕的形成。最初的弧形沟槽导致了磨料颗粒的浓度增加,这就引起了阶梯的形成和磨料水射流流向的变化。因为这个原因,使用当前的磨料水射流切割技术,从根本上是无法避免条痕的形成的。
参考资料:
[1] M. Knaupp, A. Meyer, G. Erichsen, M. Sahney, C. Burnham, Dynamic compensation of abrasive water jet properties through 3-dimensional jet control, 2002, in: Proceedings of the 16th International Conference on Water Jetting, BHR Group, Aix-en-Provence, France, 2002, pp. 75–89.
[2] J. Zeng, J. Olsen, C. Olsen, B. Guglielmetti, Taper-free abrasive water jet cutting with a tilting head, 2005, in: Proceedings of the 2005 WJTA American Water Jet Conference, WJTA, Houston, Texas, 2005, pp. 2A–7A.
[3] A.W.Momber, R. Kovacevic, Principles of Abrasive Water Jet Machining,Springer-Verlag, London, 1998.
[4] N.S. Guo, H. Louis, G. Meier, Surface structure and kerf geometry in abrasive water jet cutting: formation and optimisation, 1993, in: Proceedings of the Seventh Water Jet Conference, vol. 1, WJTA, Seattle, Washington,1993, pp. 1–25.
[5] J. Chao, E.S. Geskin, Y. Chung, Investigation of the dynamics of the surfaces topography formation during abrasive water jet machining, 1992, in:Proceedings of the 11th International Conference on Jet Cutting Technology,BHR Group, St. Andrews, Scotland, Kluwer Academic Publishers,1992, pp. 593–603.
[6] M. Monno, C. Ravasio, The effect of cutting head vibration on the surfaces generated by water jet cutting, Int. J. Mach. Tools Manuf. 45 (2005)355–363.
[7] M. Hashish, On the model ling of surface waviness produced by abrasive water jets,1992, in: Proceedings of the 11th International Conference on Jet Cutting Technology, BHR Group, St. Andrews, Scotland, Kluwer Academic Publishers, 1992, pp. 17–34.
[8] F.L. Chen, E. Siores, The effect of cutting jet variation on surface striation formation in abrasive water jet cutting, J. Mater. Process. Technol. 135(2003) 1–5.
[9] D. Arola, M. Ramulu, Mechanism of material removal in abrasive water jet machining, 1993, in: Proceedings of the Seventh Water Jet Conference, vol1, WJTA, Seattle, Washington, 1993, pp. 46–64.
[10] M. Hashish,A model study of metal cutting with abrasive water jets,ASMEJ. Eng. Mater. Technol. 106 (1984) 88–100.
[11] J. Zeng, T.J. Kim, Development of an abrasive water jet kerf cutting model for brittle materials, 1992, in: Proceedings of the 11th International Conference on Jet Cutting Technology,BHR Group, St. Andrews, Scotland,Kluwer Academic Publishers, 1992, pp. 483–501.
[12] R.T. Deam, E. Lemma, D.H. Ahmed, Model ling of the abrasive water jet cutting process, Wear 257 (2004) 877–891.
[13] M. Hashish, Visualization of the abrasive water jet cutting process, Exp.Mech. 28 (1988) 159–169.
[14] J.F. Mount, California Rivers And Streams—The Conflict Between Fluvial Process and Land Use, University of California Press, 1995.
[15] J.S. Mason, B.V. Smith, The erosion of bends by pneumatically conveyed suspension of abrasive particles, Powder Technol. 6 (1972) 323–335.
[16] D. Mills, J.S. Mason, Particle size effects in bend erosion,Wear 44 (1977)311–328.
[17] T. Deng, M. Patel, I. Hutchings, M.S.A. Bradley, Effect of bend orientation on life and puncture point location due to solid particle erosion of a high concentration flow in pneumatic conveyors, Wear 258 (2005) 426–433.
[18] A.J. Burnett, A.N. Pittman, M.S.A. Bradley, Observations on the model ling