














苏ICP备112451047180号-6
滑盖多工位级进模设计
摘要:首先要对零件进行工艺分析,获得它的结构和尺寸等数据以及所要用的胚料的性能,还有所要求的产能,这样才能敲定模具的结构和设计方案,增长了模具的寿命和性能。之后通过缜密的审核,来确保排样方案的合格。然后根据相关参数来选择合适的压力机,使得设计更加合理正确。依据实际情况选择合适的模架以及其他种种结构和核算正确参数,从而延长模具寿命并且能够确保产品的合格率,画出任务书所要求的各个图,编制合理的加工技艺,最后设计合理可行的模具并反复验证。熟悉模具是如何做出来的。
关键词: 冲压;多工位级进模
目录
第1章 序言 1
第2章 总体方案的确定 2
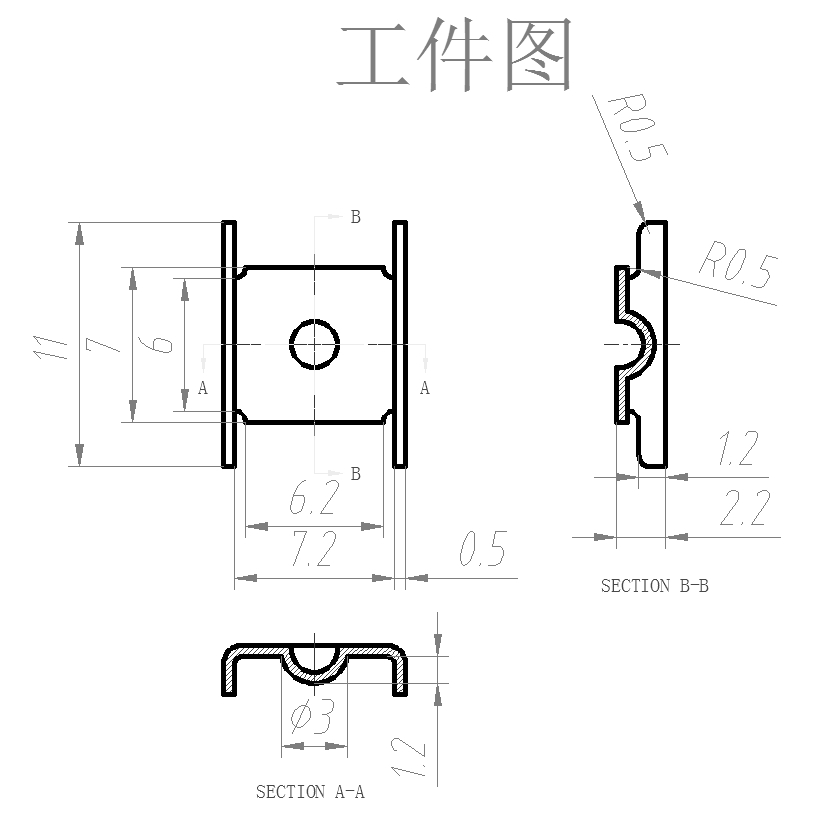
2.1 产品零件的工艺分析 2
2.2 模具类型的确定 3
2.3 冲裁间隙的选用 4
2.4 排样设计 6
2.4.1计算毛坯尺寸 6
2.4.2排样搭边的取值 9
2.4.3级进模排样设计 11
2.5 确定模具压力中心 13
第3章 主要部件的设计计算 15
3.1刃口尺寸计算的基本原则 15
3.2弯曲部分刃口尺寸的计算 17
3.2.1最小相对弯曲半径r分钟/t 17
3.2.2弯曲局部工作尺寸的运算 17
第4章 冲裁力的计算 20
4.1计算冲裁力的公式 20
4.2 总冲裁力、卸料力、推料力、顶件力、弯曲力和总冲压力 20
4.2.1 卸料力FQ的计算 21
4.2.2推料力FQ1的计算 21
4.2.3推料力FQ1的计算 22
4.2.4顶件力FQ2的计算 22
4.2.5弯曲力FC的计算 22
4.2.6的冲压力的计算 23
5.1 工作零件的结构设计 24
5.2卸料板的设计 25
5.3定位零件的设计 25
5.4模架及其它零件的设计 26
第6章 压力机的选择 28
致谢与小结 30
参考文献 31
设计的主要内容:
1、分析加工工序
根据工件的精度等级、所用的材料、技术要求等分析模具的加工工序,并且确定每一个工序的加工内容。
2 、确定加工方案
根据工件的加工要求及结构特点,确定模具的加工方法和加工顺序。
3、计算模具各部件的合适尺寸
根据工件所提供的尺寸和要求,详细的计算出所设计的模具的各个部件的尺寸,以及加工时力的大小,还有各个部件的加工技术要求。同时,计算出该模具所使用的压力机的功率大小。
4、按标准完成设计说明书
拟解决的主要问题:
1、确定加工方法以及加工工序;
2、分析模具的定位;
3、模具的材料使用问题;
4、对模具的整体设计、部件的放置还有部件尺寸大小的安排;
5、分析说明模具的使用步骤及其维护办法;
参考文献
[1]王海明主编.机械制造技术[M].北京:中国农业出版社, 2004. 7
[2]张鼎承主编.冲模设计手册[Z].北京:机械工业出版社,1999.5
[3]阎其凤主编.模具设计与制造[Z].北京:机械工业出版社,1995.11
[4]翁其金主编.冲压工艺与冲模设计[Z].北京:机械工业出版社,1999.5
[5]李正风主编.机械设计基础[M].上海:上海交通大学出版社,2005.1
[6]许发樾主编.模具设计应用实例[Z].北京:机械工业出版社,1999,5
[7]刘力主编.机械制图[Z]. 北京:高等教育出版社.第二版,2004.7
[8]曾欣主编.塑料模具与冲压模具[Z].宜宾:宜宾职业技术学院.
[9]史铁梁主编.冷冲模设计指导[Z].北京:机械工业出版社,1996.7
[10]薛启翔主编.新编冲压工计算手册[Z].北京:机械工业出版社,2004.3
[11]陈剑鹤主编.冷冲压工艺与模具设计[Z].北京: 机械工业出版社,2001.9