














��ICP��112451047180��-6
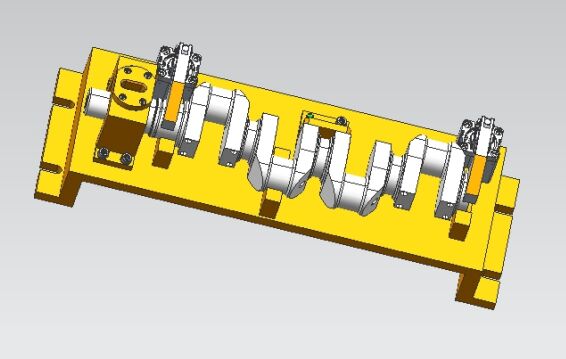
�γ�����ר�üо߽ṹ���
ժҪ
������������У���е���켼�����Ǹ������֮���ѧ������������ս��֮һ������������ҵ����������Ҫ��һ������Ϊ����������--������������Ҫ����������������֤�������������ʡ��ɱ��ȣ�����Ϊ��������ҵ�������ơ�������Ҫ�����˽γ�����ר�üо߽ṹ��ơ�����������ڱ�֤��Ʒ��������������ʡ����ͳɱ��������������������������֤���˾������ö���ȫ�Ͷ�������ǰ���½�����Ƶġ��ڹ�������У�������ƽ��ʵ�ʽ���������ƣ������ᴫͳ�������ս����˸Ľ����Ż��˹��չ��̺���װ����ʹ����������ӹ������á��������ڼо���Ʋ��֣�����������ռ��ӹ����û����������������ߵ��й����ϺԹ������ϡ��ṹ�ص㡢����Ҫ���շ����Ļ����ϣ����ռо���Ʋ�����Ƴ����������������ռ��о�����Ҫ��ļоߡ�
�ؼ��ʣ����������γ�����оߣ��ṹ���
Ŀ¼
ժ��Ҫ I
Abstract II
һ������ 1
1.1���ⱳ�����о���Ŀ�ĺ����� 1
1.2�������о���չ���� 1
1.2.1Ŀǰ�����������о���״ 1
1.2.2��е���켼�����·�չ 2
1.3����Ƶ���Ҫ˼· 3
1.3.1�о���Ƶ�˼· 3
1.3.2�ƶ����չ�̵�˼· 3
2���������Ṥ����� 3
2.1 �������ͼ 3
2.1.1 ��������� 3
2.1.2 ����Ĺ��շ��� 3
2.2ȷ���������� 4
2.3ȷ��ë�� 4
2.3.1 ȷ��ë������ 4
2.3.2 ȷ��������������״ 4
2.3.3 ������—����ۺ�ͼ�����������ë��ͼ�� 4
2.4 ��е�ӹ����չ������ 5
2.4.1 ѡ�����ӹ����� 5
2.4.2 ȷ�����չ��̷��� 5
��1���ⶨ���� 5
��2��������֤ 8
2.5 ѡ��ӹ��豸�빤��װ�� 8
2.5.1 ѡ����� 8
2.5.2 ѡ��о� 8
2.5.3 ѡ�� 8
2.5.4 ѡ������ 9
2.6 ȷ������ߴ� 9
2.7 ȷ������������ʱ�䶨�� 12
2.7.1 ����070���ֳ���ͷ������������ʱ�䶨�� 12
(1) ����1�ֳ���40h6 12
(2) ����2�ֳ���50k6���ᾱ 14
(3) ����3�ֳ���60 15
2.7.2 ����130����ק�14.2������������ʱ�䶨�� 16
��1��ѡ�� 16
��2��ѡ���������� 16
��3�����������ʱ 17
2.7.3 ����240��ϳK�棩����������ʱ�䶨�� 17
��1��ѡ�� 17
��2��ѡ���������� 18
��3�����������ʱ 18
2.8 ��д���չ�̿� 19
3������������� 19
3.1 ��ȷ��������ռ�����ԭʼ���� 19
3.1.1 �ӹ����������ͼ�����������ë��ͼ�� 19
3.1.2 ��������飨����4�� 19
3.1.3 �����ͼ����ͼ2�� 20
3.1.4 ����ԭʼ���� 20
3.2 ȷ���оߵĽṹ���� 20
3.3 �о߶�λ������ 21
3.4 �ⶩ�о���װͼ�ijߴ硢��������ϼ�����Ҫ�� 21
3.4.1 �ߴ硢��������� 21
3.4.2 �ƶ��������� 21
3.5 ���Ƽо���װͼ 21
5 ���� 23
�� л 24
����� 25
��һ�� ����
1.1���ⱳ�����о���Ŀ�ĺ�����
������������ҵ���귢չ����ᱳ��֮�£������㲿�����������ɱ��������ʵȵ����أ���Ϊ������������ҵ�����ķ��档��Ϊ��������������Ҫ����--���ᣬ�����������Ϊ�˲��ɻ�ȱ��һ���������Ƿ������Ĺؼ����֮һ����ṹ���ӣ�����������Ʒ�ָ���Ƶ��������Ҫ��ߡ���ˣ�����������ӹ�����Ҫʵ�����Ի���������г�����Ҫ���㹤��Ҫ��֤�ӹ����ȣ������������ϸ�IJ�Ʒ��
�����Ƿ������еĹؼ����֮һ����Ҫ��������ʽ��е�У�1�����������˴�����������Ϊ��ת��Ť����2��������������ֱ���˶���Ϊ����Բ����ת��3��ͨ�����ֽ�������ת����������ϵͳ��4�����������������������Լ���������װ�á�������������ǰ���ᡢ�����ᾱ�����ᾱ��������ƽ��顢������Ե��ɵġ��ڷ������кͻ����������ӣ�ͨ���������ת�˶���Ϊ����������ʽ��е�ṩ����������������Ҫ���ܶ�������Ե�ʣ������������������������Ƿ������ܷ������ṩ�����ı�֤���������Ŀ�ƣ��ǿ�Ⱥ���ĥ�ԡ�����֤�������Щ���ã�����Ҫ������������У����õ��оߣ��üо�װ�й���,������������ʹ����Ѹ�ٵض�λ�ͼн�,�����ؼ����˸�����ʱ;�üо�װ�й�������˹����ĸ���,��˿ɼӴ���������;����ʹ�ö�����λ�о�װ�й���,�����ø�Ч�н�����,��Щ���ؾ�����������Ͷ������ʡ�����,���üоߺ�,��Ʒ�����ȶ�,��Ʒ���½�,�����ż����ȼ��ϵ͵Ĺ���,���Եؽ����������ɱ���
��������ǹ��ڽγ�����������������У��ܹ��������������б�֤�ļо���ơ��Ż��γ�����оߵ���ƣ��ڱ�֤��������������ǰ���£�ʹ����ļӹ����ӵľ��á���������߹����γ��ķ����������Լ��г�ռ���ʡ�
1.2�������о���չ����
1.2.1Ŀǰ����������ӹ��ķ�չ��״
Ŀǰ�����ڴ�רҵ�����ձ������ͨ������ר����ϻ�����ɵ���ˮ�ӹ����ᣬ����Ч�ʡ��Զ����̶Ƚϵ͡�����Ĺؼ�������Ŀ����������1��2�������������������ӹ��������¿ɹ���Ϊ���¼����ص㡣1���㷺�������ؼ������Զ��ߣ�������һ���ɼ��ζ������Զ���������Ԫ��ɣ����кܸߵ�����Ժ���Ӧ�ԡ���������ʽ�Զ������ϣ�����ʽ�����������䣬����Һ�ִּӹ��뾫�ӹ����μ��й�Ӧ�ͻ��մ�����2���������Ҫ�ӹ���������Ŀף�һ������������ļӹ���ʽ�������ھ�ƽ��ʱ���ӹ������١�3���ᾱ�Ĵּӹ�һ���������ϳ���������ա����������ɴﵽ���ڴ�ĥ���ˮƽ������������С��Ч�ʸߡ�ϳ���ͳ���������ּӹ��ķ�չ����4�����������ĥ��������CNC���Ƽ����������Զ��������Զ�����ɰ�֡��Զ��������Զ��ֶȹ��ܣ�ʹ�����ĥ�����Ⱥ�Ч��������ߡ�5���Ϳļӹ����ù����괲���Զ��ߣ�����������ǹ�꼼����Ӧ�ã��Ϳļӹ�����Ѳ���ǹ���Զ������—��Ե—�⡣6������������CNC���Ƶ�ɰ������������ᾱһ����ֻ��20���룬�ֲڶȿɴ�Ra0.4���£�����С�˷�������ĥ���ڡ�7����ƽ��һ�����CNC���Ƶ��ۺ�ƽ���������������һ����ɡ�8������һ�������������䱸MARPOSS��HOMWORK�ۺϼ�����ʵ������⣬������ļ������л��ӹ���Ŀ����һ����ɼ�⡢��ʾ�ʹ�ӡ��9���������ϴ����ר�þ�ϴ�����㶨λ��ϴ����֤����������Ҫ��10���㷺�������ᾱ����Բ�ǹ�ѹ������ר��Բ�ǹ�ѹ���Զ����ƣ��������ᾱԲ�ǽ���һ�ι�ѹ�����ҹ�ѹ����ѹ�Ƕȿ��Զ����ڣ�ʹԲ�Ǵ�������ѵIJ���ѹӦ��������������ƣ��ǿ�ȡ�
1.2.2�ֽ����е�����ӹ�����
����ּӹ��Ƚ����еĹ����ǣ����ᾱ���ó������պ�����ϳ�����˾����ø�����ϳ�����������ڸ����涯��ϳ��ȫ�����ø�ʽ���������ڹ�������豸�۸�Ʒ�ӹ��ɱ��ܸߣ�����һЩ������������(���ຣ�ڶ����������������ι�˾)��̿��������������ᳵ�������ظ�������ϳ�����������ᳵ��������ר�û�����
�����ᾫ�ӹ����棬Ҳ�����˹��ɵ�CBN����ĥ������һ��װ��ĥ��ȫ���������ᾱ�������ᾱ������ĥ��һ����˫ɰ��ͷ�ܡ��ձ�TOYADA�������¹��¿�(JUNKER)���¹�NAXOS�������Ĵ�������ĥ�����DZȽϳ�����豸�������Ҫ����һ���ձ�TOYADA��������������GF70M-T����ĥ�������ܣ��û�����Ϊ�������Ʒ�֡��ͳɱ����߾��ȡ�������������Ҫ����Ƶ���������ĥ����Ӧ�ù�����ת��ɰ�ֽ����ŷ��������Ƽ���������һ��װ�ж����ı������ת���ļ�����������ᾱ��ĥ���������涯����ĥ�������ᾱ;���þ�ѹ���ᡢ��ѹ���졢��ѹ����˿��(ɰ��ͷ��)�����Թ�դ�ջ����ƣ�ʹ��TOYADA����������GC50 CNC����ϵͳ��ĥ���ᾱԲ�Ⱦ��ȿɴﵽ0.002mm;����CBNɰ�֣�ĥ�����ٶȸߴ�120m/s����˫ɰ��ͷ�ܣ�ĥ��Ч�ʼ��ߡ�
1.3����ӹ����ص�
�����Ƿ�����������Ҫ�IJ��������������˴���������������ת��Ϊת��ͨ������������������������������������������ܵ���ת�����������������ڱ仯������������������������Ĺ�ͬ���ã�ʹ�����������Ťת�غɵ����á����Ҫ���������㹻��ǿ�Ⱥնȣ��ᾱ��������ĥ���������ȡ�ƽ���Ժá�Ϊ��С�����������˶�ʱ���������������������ᾱ���������пյġ���ÿ���ᾱ�����϶������Ϳף��Ա㽫����������������������ᾱ���档Ϊ����Ӧ�����У����ᾱ���������������۵����Ӵ������ù���Բ�����ӡ�����ƽ���أ�Ҳ�����أ���������Ϊ��ƽ����ת�������������أ���ʱҲ��ƽ�������������������ء�����Щ�������������ﵽƽ��ʱ��ƽ���ػ���������������еĸ��ɡ�ƽ���ص���Ŀ���ߴ�Ͱ���λ��Ҫ���ݷ�������������������������ʽ��������״�����������ǡ�ƽ����һ�����������������һ�壬���ʲ��ͻ�ƽ����������ֿ����죬Ȼ������˨������һ��
����ּӹ����㷺�������س�����������ϳ�������س��������Ƚ��豸�����ᾱ�������ᾱ�������س�������ϳ������-�����ӹ�������Ч��������ӹ��ı����������ᾫ�ӹ����㷺����CNC���Ƶ�����ĥ�������ᾱ���о�ĥ�ӹ�������ĥ�����䱸ɰ���Զ���ƽ��װ�á����ļ��Զ�����װ�á��Զ��������Զ�����װ�á�ɰ���Զ������������ٶȵȹ���Ҫ���Ա�֤ĥ���������ȶ����߾��豸�������ڵ���״�����ƶ����ڲ���ı䡣
�����
[1]����.��е���칤�ռ��豸���ָ���ֲ�.��е��ҵ�����磬1996
[2]ѦԴ˳.�����о����.��е��ҵ�����磬2000
[3] ������.��е���칤����Ƽ����ֲ�.��е���ճ����磬1993
[4]�Ϻ�����Э��.��е��������ֲ�.�й��������磬1990
[5]Ԭ����.��е���칤��װ������ֲ�.�й����������磬1989
[6]��֮��.������е����ֲ�.��е��ҵ�����磬1997
[7]������.������е�������ֲ�. ��е��ҵ�����磬1997
[8]�Ϻ��н�����������Э��.���������ֲ�.�Ϻ���ѧ���������磬1982
[9]�´�.��ѧ�ȴ���.���չ�ҵ�����磬1992
[10]����.�������������ֲ�.��е��ҵ�����磬1996
[11]������.��е���칤����Ƽ����ֲ�.��е���ճ����磬1994
[12]������. ���ػ����ӹ��������᷽��[J]. �ִ��㲿��,2014,01:51-53
[13]��������.��е���켼������[M].�ߵȽ��������磬2007
[14]�Ƕ���. ��������չ���Ƽ�����Ҫ��. ���ͣ�2002��1��
[15]�Ƚ���������������켼��[J]. �ط��Ƽ�. 2008��1��
[16]������. ��������������켼��[J]. ���������. 2008��5��
[17]��������.��е���켼������[M].�ߵȽ��������磬2007
[18]�Ƕ���. ��������չ���Ƽ�����Ҫ��. ���ͣ�2002��1��
[19]�Ƚ���������������켼��[J]. �ط��Ƽ�. 2008��1��
[20]������. ��������������켼��[J]. ���������. 2008��5��
[21]����,��˳��. ��̨������������ϳ�����ϼӹ������о�[J]. ���켼�������,2014,02:86-87
[22]����ǿ,����. ������εķ��������[J]. ���̻�е��ժ,2014,01:81-83.
[23]�Ž���.��е���칤����о����ָ����[M].��������е��ҵ�����磬1995
[24]Manufacturing engineering and technology [M] Serope Kalpakjian Addison-Wesley Publishing Company 1995
[25]Managing the design-Manufacturing process John E. Ettlie,Henry W. Stell MeGraw-Hill, Inc. 1990
[26]H.Wason Ultra Lean Burn—The Future for High Efficency Low Emission Enginss.Proc.of4th APISCEU. Bangkok, Thailand,Dec. 8-11, 1997