














��ICP��112451047180��-6
���νᾧ�������
1 �о����弰��״
1.1 �����
�������ǶԻ�������Դ����Դ�������ߣ��Խ����Ρ������̡������ĺ�������Ϊ���������İ����������������õ�ұ���ĸ߶����ӣ���Ӧ����ͷ֮Ѹ��ԶԶ����������60�����ͨ������������ʱ���ƹ��ٶȡ��ᾧ�������ĺû��������ij���ֱ�ӹ�ϵ�����ֵľ���Ч�����������������о��ᾧ����������������кܴ��ֵ��������ҵѸ�ٷ�չ����1995��ȫ��������������267�ף����л���������ռ��������������������Ļ��ͽ϶࣬Բ���뾶������Ҳ�࣬�еĹ�˾�Ⱥ�����˻��ΰ뾶���첻���һ��������ƵIJ�ͬ�������еĻ�������ͬ���������������Ҫ�������ͬ�����ΰ뾶���첻��IJ�ͬ�ᾧ��ͭ�塣������֪���ᾧ������������ؼ��IJ���������֮Ϊ�����������࣬�ᾧ��ͭ�������ǽᾧ������ؼ��IJ�����
�ᾧ�����������ĺ��IJ��������м��ˮ�������ĸ��¸�ˮ����ᾧ����ͬʱ, �������ǿ����ȴ, �����ᾧ��ͭ�ڵ�����������, ���ؽᾧ���ڱ��γɳ���������, ���������������, ��ͼ�뿪�ᾧ���ڱ�, �������ǽϱ�, �ڿ��ڲ����¸�ˮ��ѹ���������Խ����ᾧ���ڱڡ����ڼ�����ȴ�����˶�������, ���ǽ�һ������, ��������������, ֱ���������������ڸ�ˮ��ѹ��ʱ, ���ǿ�ʼ����ᾧ���ڱ�, �γ���϶, ��ʱ���輱�����ӡ���������ɢʧ����, �����¶Ƚ�����, ����ǿ�Ⱥն�Ҳ���½�, ������Ӧ������, �������Ǽ��������˶�, ��ˮ��ѹ������, ����ˮ��ѹ������������Ӧ��, ���Ǻ�ͭ���ٴνӴ�, ���γ�������ͭ�ڽӴ�����, ������������, �����¶����½�, ��������, ��������������, �������������ٴδ��ڸ�ˮ��ѹ��ʱ, ����������ᾧ���ڱ�, ���γ���϶�����, �ᾧ����������ͭ�ڼ�Ӵ��Ƕ�����, ������ͭ���洫�ݵ�����Ҳ�Ƕ�̬�ġ����DZ����¶��ֿ�ʼ�½�, �̶��ֻ��������Ĺ��̡�
�����Ƴ������Ľᾧ��ֱ�ӹ�ϵ�����ֵľ���Ч��������������о��ᾧ����������������кܴ��ֵ�����塣
1.2 �������о���״
1.2.1 �������������ķ�չ
����19��������H.������������������Һ̬���������롣����������˶Դ�������й��о������ڵ�ʱ��ѧˮƽ�����ƣ�δ�����ڹ�ҵ������ֱ��1933�꣬�ִ������ĵ����—S.�ݺ�˹�������չ�˽ᾧ����װ��֮�ŵ춨�������ڹ�ҵ��Ӧ�õĻ�������20����30�����ʼ�������ѳɹ���������ɫ�������������������ս��ǰ����������Ӣ���µ�����̽���һ���빤ҵ�Ե������豸�����������ֵ��о���1950�꣬�ݺ�˹������˹����˾���������������ϵ�һ̨�ܽ���5t��ˮ����������
20����60��������������Ȳ���չʱ�ڡ��ڻ��ͷ��棬60���������������ʽ���������ر�����1963��1964��䣬����˹����˾��̽����˷����Ͱ������������������ܿ�ͳ�Ϊ�˷�չ��������Ҫ���ͣ����������ƹ�Ӧ�����˺ܴ�����á��ڸ��������������棬���ʱ�������Ƴɹ��˱���������������ʽˮ�ں�ע���������¼�������Ϊ�����ķ�չ���쿩���������⣬��ʱ����ת¯�����ڸ���������ԭ�е�ģ�������Ѳ����������ֵ���Ҫ����Ҳ�ٽ��������ķ�չ��1956���������չ�ٶ��������졣��20����60���ĩ��ȫ���������Ѵ�200��̨������������������4000��t���ϣ������ȴ�5.6����
20����70������ͷ�Χ��������ԴΣ���ٽ�������������չ������������Ѹ�ͷ�չʱ�ڡ���1980����������������2��t���൱��1970���8��������������Ϊ25.8����������������Χ��������������ʡ����������������������������ܺ��⼸�����Ŀ��⣬���г���Ľ�չ���Ⱥ�����˽ᾧ�����ߵ�����������װ�õĸְ���ת̨������ֱ��ѹ����������ˮ��ȴ����Ž��衢�������������м��ұ����װ�����˵�һϵ���¼��������豸�����ͬʱ���������������棬������٣�����������ӿ�ֳ���һ���²�����25��t���ϵĴ��Ͱ�����������һ����ȫ�������䡣
20����80���������������ȫ�����ȫʢʱ�ڡ�������������1981���33.8��������1990���64.1�������������Ľ�����Ҫ�����ڶ�����������ƺ��������Ʒ���ﵽ��һ����ˮƽ����һϵ��ұ��������о������������ա�����ˮƽ��װ��ˮƽ�IJ�����ߺ����ƣ��ܽ���������Ķ������������ƺ����ļ���������ʵ���������������ͺ�ֱ�����ơ��ڱ����������ͱ������������о��Ϳ�������Ҳȡ�����µĽ�չ��20����90��������������������ܵ�������������ձ��ע�������α������������������Ϊ40��80mm�����������ϣ��γ��˽���ʽ�����̣��䷢չ�ٶ�֮�죬���������ϼ������¹������˹�˾�����Ľ���ʽ�����������ռ�����CSP���͵����˹�˾���������ߴ����������ռ�����ISP�������������⣬�¸���������CONROLL���ռ������������������˾������FTSRQ������������ɭ��˾�ͺ��������ع�ҵ��˾��ͬ������TSP����Ҳ½�������ã��������Ѹ�ٷ�չ��
1.2.2 �ҹ����������ķ�չ
�ҹ����о���Ӧ��������������Ĺ���֮һ������20����50������Ѿ���ʼ̽���ԵĹ�����1957��1959����Ⱥ���̨��ʽ��������1964�����ظ���������һ̨����Ϊ180mm×1500mm�İ������������������������Ϲ�ҵӦ������Ļ���������֮һ�������ͣ��״̬����1978��ȫ����������������������21̨�������������122.70��t��������Ϊ3.5����
�ĸ↑��������Ϊѧϰ�����Ƚ��ļ����;��飬�����ҹ����������ķ�չ����20����70���ĩһЩ��ҵ������һ�������������豸������ 1978���1979�꣬��ֶ����ִ�����¹������������ΰ���������3̨�����������⼼���Ļ����ϣ�Χ���豸��������Ʒ�ֿ����������ȷ�������˴����Ŀ��������ƹ�������1985��ʵ����ȫ��������������ͻ�����������������1987���1988����̴���ʿ����˹�ع�˾��������̨����С���������������֡���֡�̫�֡��Ͱ��ֵȴ��͵ĸ�����ҵҲ�ӹ����������Ƚ��İ�������������Щ�����������豸���������ٽ����ҹ������ķ�չ��
������꣬Ҳ���ҹ���������Ѹ�ٷ�չ��ʱ�ڡ������Ը���������Ϊ������������Ϊ���ģ�ʵ�ָ������ʡ�����ҵ�ʵĸ�Ч�����������������������ļ�������ȡ���˺ܴ�Ľ�չ�����ù��������ĵ�һ̨��Ч���������������ʸ�Ͷ������2003��ף��ҹ��ڸ�Ч�������ۼ��Ѵ�75�����ϣ�Ŀǰ�½���������һ��Ҳ��Ϊ��Ч��ϸ�Ч�������������ҹ��ڸ�Ч��������С�������������������Ƚ����С�����֮�⣬���֡��齭�ֳ������֡��Ƹ֡����֡���Դ�ֳ������˽����б������������������ߡ����������ֵ���������H�֣�������Ͷ�������˾�ľ���Ч�档��ͳ�ƣ���2004������ҹ����������������ۼ��ѳ���550̨�������ȴ�96�����ָ�����ҵʵ����ȫ������
Ŀǰ���ҹ�������ҵ����������ʱ�ڣ�������������ơ����졢���պ����������˷ḻ�ľ��飬�����ͱ�Ȼ���ҹ��������ٷ�չ��ʱ����
1.2.3 �ҹ��������ڵ���Ҫ����
Ŀǰ�ҹ����������������ȣ���Ҫ�������¼������⡣
��1������ʵ�
����ʵ͵�ԭ�����£�
1��ȱ��ϵͳ���̵ĸ��������һ��ϵͳ���̡��������������ǰ�������֡����ֺ��������ϵͳ�ĸ����������ʩ�Ľ��裬û�������㹻�����ӣ�������ɸ�ˮ���¶ȡ����������Ϲ���Ҫ����������������������ȫ���ף��ﲻ�����ʸ߲���Ҫ��
2��ȱ����ѧ������ʶ���ֶΣ��еĸ�����ҵ��ȱ�ټ��������ϵͳ����ҵ������Ա�Ŀ�ѧ������ʶ�ֲ�ǿ����ģ������ʱ“������Ϊ����”�Ĵ�ͳ������֯��������������������ˮ��������������������Ҫ����������жϣ����������ƻ��İ�����������������Э���������
3���������������ۺ����������ͣ��������������ۺ����������������������15�����ң����ֱ��Ӱ���������������ķ��ӡ�
4���豸�������ڵ����⣺������������ϴֲڣ�����ֱ������ϵͳ���DZ���Һѹ�����������������ȶ��������̣��������Ķ����豸��Ϊ����60��70����ģ��豸�¾ɣ���������ղ����ף��������ѵȣ�������������ʽ�Ϊ10��20����
5���豸������ά�����⣺����ҵû��ʵ���Ե��Ϊ������ȫԱ�豸�����ƶȣ���ҵ������ά�ͼ��������̲�����ȫ������ά����Ա�����٣��Ļ��������ʵ͡�
6����Ʒ��������Ӧ����֣���������������Ӧ�������Ҫ��Ϊ������������������������ӣ�����������٣���ȱ��ͼֽ���ϣ���ʱ��ת����
��2�����������������
��������������������ҹ�������������һ����Ҫԭ���������������ɴ������������ķ�չ�������豸���켼���ķ�չ������Ѹ����������ȡ�
��3������������������
��ҵ�Ƚ����ҵ�����������Ⱦ���60�����ϡ�80��������ҹ�½���ӹ�������һ�����κ�ˮƽ�������������1989������������������11̨�������������Լ113.5��t����1989��Ĵ���ʽ�20����������Ҳ�Ƚϵ͡�
1.2.4 �������ֵ���Խ��
�봫ͳ��ģ����ȣ����������¼����������Խ�ԡ�
��1�� �����������������˹������̡���������ʡȥ����ģ����ģ���ֶ����ȡ����������ȹ����ɴ˻���Ͷ�ʿɽ�Լ40����ռ���������30�����Ͷ�����ʡԼ70����
��2�� ����˽����յ��ʡ�����ģ�����գ��Ӹ�ˮ����������ͷ��β��ʧ��10����20�����������ĵ���ͷ��β��ʧ��1����2�����ʿ���߽����յ��ʣ������ľ���Ч�����൱�ɹ۵ġ�
��3�� ��������Դ�����ġ���������ʡ���˾���¯���ټӹ��������������ļ���1/2��1/4��
��4�� �������̻�е�����Զ����̶���ߡ����������������У�ģ����һ���Ͷ�ǿ�ȴ��Ͷ��������ӵĹ��������Ƕ�����ת¯���ֵķ�չ���ԣ�ģ���ѳ�Ϊ��������ʵ����ƻ��ڡ����������������豸�Ͳ���ˮƽ���������ȫ�̼�������ƺ������Ͷ������õ��˸����Եĸ��ơ����������Զ��������ܻ��ѳ�Ϊ��ʵ��
��5�� ������������Ʒ����������ߡ�Ŀǰ�������еĸ��ֶ����������������������ĸ������������������֣�IF�֣������ƺŹ�֡�����֡�Z��֡����߸֡��ع졢Ӳ�ߡ����߸��Լ��Ͻ�ֵ�500�����
2 ��Ƶ���Ҫ����
2.1 ������ݣ�
��1�� ����������������Ʒ���
��2�� ��������������Ҫ��������
��3�� ���νᾧ����ز�����ȷ��
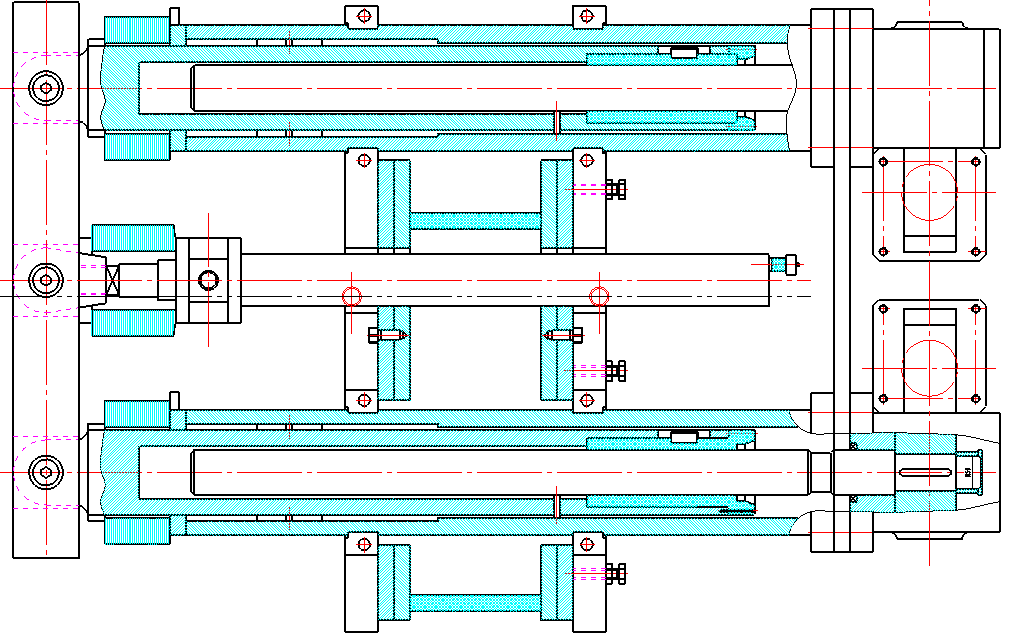
��4�� �ᾧ��խ����������Ľṹ���
��5�� �ᾧ��խ�������������ϵͳ���
��6�� Һѹ��ѡ��
��7�� ����������������Ƽ���
2.2 ��Ҫ������Ʋ���
�ᾧ���߶�900mm����Ƶ��20��200��/�֣����Ϊ3��4��5��6mm(�������)�������ٶ�Ϊ0.25��2.5m/min����ʵ�ʹ�������266��/�ꣻ��������ߴ磺����1600mm�����250mm���ְ�����270t���ᾧ������̨��������25t���ᾧ�����桢խ������ٶ�2��20mm/min�ȡ�
2.3 ���ȡ����Ʒ���������·��
2.3.1 ��Ʒ�����
��1����������鼮�����������ͽᾧ����ز�����
��2�����йػ���������װ�á��н�װ�ý��к����ķ�������ơ�
��3����AutoCAD��CAXA�����Ҫ���������������ͼ��װ��ͼ��
2.3.2 ����·�ߣ�
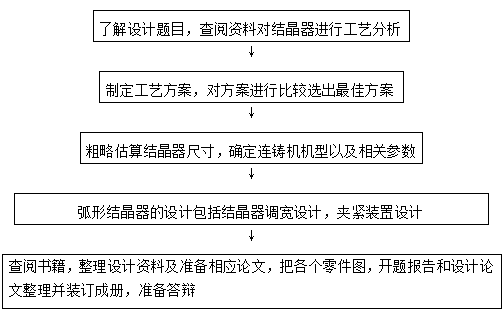
3 ��Ƽƻ���Ԥ�ڽ�չ
��1�������ܣ�������幤�շ����ķ�����ȷ����
��2���ڰ��ܣ���ɻ�������ͽᾧ���ؼ��ṹ������ƣ�
��3���ھš���ʮ�ܣ���ɽᾧ������ṹ��ƣ�
��4����ʮһ����ʮ���ܣ���ɽᾧ���������ϸ��ƣ�
��5����ʮ������ʮ���ܣ����ƽᾧ��������칤�շ�����д��ҵ���˵���飻
��6����ʮ���ܣ������������ĵ������ϵ�������β��������硣
�����
1 �о����弰��״
1.1 �����
�������ǶԻ�������Դ����Դ�������ߣ��Խ����Ρ������̡������ĺ�������Ϊ���������İ����������������õ�ұ���ĸ߶����ӣ���Ӧ����ͷ֮Ѹ��ԶԶ����������60�����ͨ������������ʱ���ƹ��ٶȡ��ᾧ�������ĺû��������ij���ֱ�ӹ�ϵ�����ֵľ���Ч�����������������о��ᾧ����������������кܴ��ֵ��������ҵѸ�ٷ�չ����1995��ȫ��������������267�ף����л���������ռ��������������������Ļ��ͽ϶࣬Բ���뾶������Ҳ�࣬�еĹ�˾�Ⱥ�����˻��ΰ뾶���첻���һ��������ƵIJ�ͬ�������еĻ�������ͬ���������������Ҫ�������ͬ�����ΰ뾶���첻��IJ�ͬ�ᾧ��ͭ�塣������֪���ᾧ������������ؼ��IJ���������֮Ϊ�����������࣬�ᾧ��ͭ�������ǽᾧ������ؼ��IJ�����
�ᾧ�����������ĺ��IJ��������м��ˮ�������ĸ��¸�ˮ����ᾧ����ͬʱ, �������ǿ����ȴ, �����ᾧ��ͭ�ڵ�����������, ���ؽᾧ���ڱ��γɳ���������, ���������������, ��ͼ�뿪�ᾧ���ڱ�, �������ǽϱ�, �ڿ��ڲ����¸�ˮ��ѹ���������Խ����ᾧ���ڱڡ����ڼ�����ȴ�����˶�������, ���ǽ�һ������, ��������������, ֱ���������������ڸ�ˮ��ѹ��ʱ, ���ǿ�ʼ����ᾧ���ڱ�, �γ���϶, ��ʱ���輱�����ӡ���������ɢʧ����, �����¶Ƚ�����, ����ǿ�Ⱥն�Ҳ���½�, ������Ӧ������, �������Ǽ��������˶�, ��ˮ��ѹ������, ����ˮ��ѹ������������Ӧ��, ���Ǻ�ͭ���ٴνӴ�, ���γ�������ͭ�ڽӴ�����, ������������, �����¶����½�, ��������, ��������������, �������������ٴδ��ڸ�ˮ��ѹ��ʱ, ����������ᾧ���ڱ�, ���γ���϶�����, �ᾧ����������ͭ�ڼ�Ӵ��Ƕ�����, ������ͭ���洫�ݵ�����Ҳ�Ƕ�̬�ġ����DZ����¶��ֿ�ʼ�½�, �̶��ֻ��������Ĺ��̡�
�����Ƴ������Ľᾧ��ֱ�ӹ�ϵ�����ֵľ���Ч��������������о��ᾧ����������������кܴ��ֵ�����塣
1.2 �������о���״
1.2.1 �������������ķ�չ
����19��������H.������������������Һ̬���������롣����������˶Դ�������й��о������ڵ�ʱ��ѧˮƽ�����ƣ�δ�����ڹ�ҵ������ֱ��1933�꣬�ִ������ĵ����—S.�ݺ�˹�������չ�˽ᾧ����װ��֮�ŵ춨�������ڹ�ҵ��Ӧ�õĻ�������20����30�����ʼ�������ѳɹ���������ɫ�������������������ս��ǰ����������Ӣ���µ�����̽���һ���빤ҵ�Ե������豸�����������ֵ��о���1950�꣬�ݺ�˹������˹����˾���������������ϵ�һ̨�ܽ���5t��ˮ����������
20����60��������������Ȳ���չʱ�ڡ��ڻ��ͷ��棬60���������������ʽ���������ر�����1963��1964��䣬����˹����˾��̽����˷����Ͱ������������������ܿ�ͳ�Ϊ�˷�չ��������Ҫ���ͣ����������ƹ�Ӧ�����˺ܴ�����á��ڸ��������������棬���ʱ�������Ƴɹ��˱���������������ʽˮ�ں�ע���������¼�������Ϊ�����ķ�չ���쿩���������⣬��ʱ����ת¯�����ڸ���������ԭ�е�ģ�������Ѳ����������ֵ���Ҫ����Ҳ�ٽ��������ķ�չ��1956���������չ�ٶ��������졣��20����60���ĩ��ȫ���������Ѵ�200��̨������������������4000��t���ϣ������ȴ�5.6����
20����70������ͷ�Χ��������ԴΣ���ٽ�������������չ������������Ѹ�ͷ�չʱ�ڡ���1980����������������2��t���൱��1970���8��������������Ϊ25.8����������������Χ��������������ʡ����������������������������ܺ��⼸�����Ŀ��⣬���г���Ľ�չ���Ⱥ�����˽ᾧ�����ߵ�����������װ�õĸְ���ת̨������ֱ��ѹ����������ˮ��ȴ����Ž��衢�������������м��ұ����װ�����˵�һϵ���¼��������豸�����ͬʱ���������������棬������٣�����������ӿ�ֳ���һ���²�����25��t���ϵĴ��Ͱ�����������һ����ȫ�������䡣
20����80���������������ȫ�����ȫʢʱ�ڡ�������������1981���33.8��������1990���64.1�������������Ľ�����Ҫ�����ڶ�����������ƺ��������Ʒ���ﵽ��һ����ˮƽ����һϵ��ұ��������о������������ա�����ˮƽ��װ��ˮƽ�IJ�����ߺ����ƣ��ܽ���������Ķ������������ƺ����ļ���������ʵ���������������ͺ�ֱ�����ơ��ڱ����������ͱ������������о��Ϳ�������Ҳȡ�����µĽ�չ��20����90��������������������ܵ�������������ձ��ע�������α������������������Ϊ40��80mm�����������ϣ��γ��˽���ʽ�����̣��䷢չ�ٶ�֮�죬���������ϼ������¹������˹�˾�����Ľ���ʽ�����������ռ�����CSP���͵����˹�˾���������ߴ����������ռ�����ISP�������������⣬�¸���������CONROLL���ռ������������������˾������FTSRQ������������ɭ��˾�ͺ��������ع�ҵ��˾��ͬ������TSP����Ҳ½�������ã��������Ѹ�ٷ�չ��
1.2.2 �ҹ����������ķ�չ
�ҹ����о���Ӧ��������������Ĺ���֮һ������20����50������Ѿ���ʼ̽���ԵĹ�����1957��1959����Ⱥ���̨��ʽ��������1964�����ظ���������һ̨����Ϊ180mm×1500mm�İ������������������������Ϲ�ҵӦ������Ļ���������֮һ�������ͣ��״̬����1978��ȫ����������������������21̨�������������122.70��t��������Ϊ3.5����
�ĸ↑��������Ϊѧϰ�����Ƚ��ļ����;��飬�����ҹ����������ķ�չ����20����70���ĩһЩ��ҵ������һ�������������豸������ 1978���1979�꣬��ֶ����ִ�����¹������������ΰ���������3̨�����������⼼���Ļ����ϣ�Χ���豸��������Ʒ�ֿ����������ȷ�������˴����Ŀ��������ƹ�������1985��ʵ����ȫ��������������ͻ�����������������1987���1988����̴���ʿ����˹�ع�˾��������̨����С���������������֡���֡�̫�֡��Ͱ��ֵȴ��͵ĸ�����ҵҲ�ӹ����������Ƚ��İ�������������Щ�����������豸���������ٽ����ҹ������ķ�չ��
������꣬Ҳ���ҹ���������Ѹ�ٷ�չ��ʱ�ڡ������Ը���������Ϊ������������Ϊ���ģ�ʵ�ָ������ʡ�����ҵ�ʵĸ�Ч�����������������������ļ�������ȡ���˺ܴ�Ľ�չ�����ù��������ĵ�һ̨��Ч���������������ʸ�Ͷ������2003��ף��ҹ��ڸ�Ч�������ۼ��Ѵ�75�����ϣ�Ŀǰ�½���������һ��Ҳ��Ϊ��Ч��ϸ�Ч�������������ҹ��ڸ�Ч��������С�������������������Ƚ����С�����֮�⣬���֡��齭�ֳ������֡��Ƹ֡����֡���Դ�ֳ������˽����б������������������ߡ����������ֵ���������H�֣�������Ͷ�������˾�ľ���Ч�档��ͳ�ƣ���2004������ҹ����������������ۼ��ѳ���550̨�������ȴ�96�����ָ�����ҵʵ����ȫ������
Ŀǰ���ҹ�������ҵ����������ʱ�ڣ�������������ơ����졢���պ����������˷ḻ�ľ��飬�����ͱ�Ȼ���ҹ��������ٷ�չ��ʱ����
1.2.3 �ҹ��������ڵ���Ҫ����
Ŀǰ�ҹ����������������ȣ���Ҫ�������¼������⡣
��1������ʵ�
����ʵ͵�ԭ�����£�
1��ȱ��ϵͳ���̵ĸ��������һ��ϵͳ���̡��������������ǰ�������֡����ֺ��������ϵͳ�ĸ����������ʩ�Ľ��裬û�������㹻�����ӣ�������ɸ�ˮ���¶ȡ����������Ϲ���Ҫ����������������������ȫ���ף��ﲻ�����ʸ߲���Ҫ��
2��ȱ����ѧ������ʶ���ֶΣ��еĸ�����ҵ��ȱ�ټ��������ϵͳ����ҵ������Ա�Ŀ�ѧ������ʶ�ֲ�ǿ����ģ������ʱ“������Ϊ����”�Ĵ�ͳ������֯��������������������ˮ��������������������Ҫ����������жϣ����������ƻ��İ�����������������Э���������
3���������������ۺ����������ͣ��������������ۺ����������������������15�����ң����ֱ��Ӱ���������������ķ��ӡ�
4���豸�������ڵ����⣺������������ϴֲڣ�����ֱ������ϵͳ���DZ���Һѹ�����������������ȶ��������̣��������Ķ����豸��Ϊ����60��70����ģ��豸�¾ɣ���������ղ����ף��������ѵȣ�������������ʽ�Ϊ10��20����
5���豸������ά�����⣺����ҵû��ʵ���Ե��Ϊ������ȫԱ�豸�����ƶȣ���ҵ������ά�ͼ��������̲�����ȫ������ά����Ա�����٣��Ļ��������ʵ͡�
6����Ʒ��������Ӧ����֣���������������Ӧ�������Ҫ��Ϊ������������������������ӣ�����������٣���ȱ��ͼֽ���ϣ���ʱ��ת����
��2�����������������
��������������������ҹ�������������һ����Ҫԭ���������������ɴ������������ķ�չ�������豸���켼���ķ�չ������Ѹ����������ȡ�
��3������������������
��ҵ�Ƚ����ҵ�����������Ⱦ���60�����ϡ�80��������ҹ�½���ӹ�������һ�����κ�ˮƽ�������������1989������������������11̨�������������Լ113.5��t����1989��Ĵ���ʽ�20����������Ҳ�Ƚϵ͡�
1.2.4 �������ֵ���Խ��
�봫ͳ��ģ����ȣ����������¼����������Խ�ԡ�
��1�� �����������������˹������̡���������ʡȥ����ģ����ģ���ֶ����ȡ����������ȹ����ɴ˻���Ͷ�ʿɽ�Լ40����ռ���������30�����Ͷ�����ʡԼ70����
��2�� ����˽����յ��ʡ�����ģ�����գ��Ӹ�ˮ����������ͷ��β��ʧ��10����20�����������ĵ���ͷ��β��ʧ��1����2�����ʿ���߽����յ��ʣ������ľ���Ч�����൱�ɹ۵ġ�
��3�� ��������Դ�����ġ���������ʡ���˾���¯���ټӹ��������������ļ���1/2��1/4��
��4�� �������̻�е�����Զ����̶���ߡ����������������У�ģ����һ���Ͷ�ǿ�ȴ��Ͷ��������ӵĹ��������Ƕ�����ת¯���ֵķ�չ���ԣ�ģ���ѳ�Ϊ��������ʵ����ƻ��ڡ����������������豸�Ͳ���ˮƽ���������ȫ�̼�������ƺ������Ͷ������õ��˸����Եĸ��ơ����������Զ��������ܻ��ѳ�Ϊ��ʵ��
��5�� ������������Ʒ����������ߡ�Ŀǰ�������еĸ��ֶ����������������������ĸ������������������֣�IF�֣������ƺŹ�֡�����֡�Z��֡����߸֡��ع졢Ӳ�ߡ����߸��Լ��Ͻ�ֵ�500�����
2 ��Ƶ���Ҫ����
2.1 ������ݣ�
��1�� ����������������Ʒ���
��2�� ��������������Ҫ��������
��3�� ���νᾧ����ز�����ȷ��
��4�� �ᾧ��խ����������Ľṹ���
��5�� �ᾧ��խ�������������ϵͳ���
��6�� Һѹ��ѡ��
��7�� ����������������Ƽ���
2.2 ��Ҫ������Ʋ���
�ᾧ���߶�900mm����Ƶ��20��200��/�֣����Ϊ3��4��5��6mm(�������)�������ٶ�Ϊ0.25��2.5m/min����ʵ�ʹ�������266��/�ꣻ��������ߴ磺����1600mm�����250mm���ְ�����270t���ᾧ������̨��������25t���ᾧ�����桢խ������ٶ�2��20mm/min�ȡ�
2.3 ���ȡ����Ʒ���������·��
2.3.1 ��Ʒ�����
��1����������鼮�����������ͽᾧ����ز�����
��2�����йػ���������װ�á��н�װ�ý��к����ķ�������ơ�
��3����AutoCAD��CAXA�����Ҫ���������������ͼ��װ��ͼ��
2.3.2 ����·�ߣ�
3 ��Ƽƻ���Ԥ�ڽ�չ
��1�������ܣ�������幤�շ����ķ�����ȷ����
��2���ڰ��ܣ���ɻ�������ͽᾧ���ؼ��ṹ������ƣ�
��3���ھš���ʮ�ܣ���ɽᾧ������ṹ��ƣ�
��4����ʮһ����ʮ���ܣ���ɽᾧ���������ϸ��ƣ�
��5����ʮ������ʮ���ܣ����ƽᾧ��������칤�շ�����д��ҵ���˵���飻
��6����ʮ���ܣ������������ĵ������ϵ�������β��������硣
Ŀ ¼
1 ���� 1
1.1 ���ѡ��Ŀ�ĺ����� 1
1.1.1 ��Ƶ�Ŀ�� 1
1.1.2 ��Ƶ����� 1
1.2 �������о���״ 2
1.2.1 �������ռ������������� 2
1.2.2 �������������ķ�չ��״ 3
1.2.3 �ҹ����������ķ�չ 4
1.2.4 �ҹ��������ڵ���Ҫ���� 4
1.3 �������ֵ���Խ�� 5
1.4 ����Ƶ���Ҫ���ݼ��������� 6
1.4.1 ������� 6
1.4.2 ��Ҫ�������� 6
1.5 ������ 6
2 ������������ز�����ȷ�� 7
2.1 ����������������Ʒ��� 7
2.2 ��������������Ҫ�������� 7
2.2.1 ����������״���ߴ� 7
2.2.2 �����ٶ� 7
2.2.3 ����Բ���뾶��ȷ�� 8
2.2.4 �������� 9
2.2.5 ������Сʱ���� 9
2.3 ������ 10
3 ���νᾧ����ز�����ȷ�� 11
3.1 �ᾧ���Ķ���ߴ� 11
3.2 �ᾧ���ĵ��� 12
3.3 �ᾧ����ˮ����� 13
3.4 �ᾧ���IJ��ʼ����� 14
3.4.1 �ᾧ������ 14
3.4.2 �ᾧ�������� 14
3.5 �ᾧ���ڱں�� 15
3.6 �ᾧ���ڱڵ��� 15
3.7 �ᾧ�����Ż����� 15
3.7.1 �ᾧ��ͭ����� 15
3.7.2 ͭ��ˮ�۷ֲ� 15
3.7.3 ͭ����ȴˮ����ˮ���� 16
3.7.4 խ�ߺͿ��ߵ������� 16
3.7.5 Һ�洦ͭ���¶ȷֲ� 16
3.7.6 �ؽᾧ�����ȷ���ˮ�۵Ĺ���Բ�� 16
3.7.7 ͭ����ˮ����ܷ� 17
3.8 ������ 17
4 �ᾧ��խ����������Ľṹ��� 18
4.1 �ᾧ��խ�������������ϵͳ��� 18
4.1.1 �ᾧ��խ����������Ĵ�����ʽ 18
4.1.2 խ�����ϵͳ������Ƽ��� 19
4.2 Һѹ��ѡ�� 21
4.2.1 ���������ֱ������Ͳ�ھ� 21
4.2.2 Һѹ��У�˼����� 24
4.2.3 Һѹ�����γߴ��ȷ�� 25
4.2.4 Һѹ���ͺŵ�ѡ�� 26
4.2.5 Һѹ������ͼ 26
4.3 ����������������Ƽ��� 26
4.3.1 ���������Ľṹ�Ͳ��ϵ�ѡ�� 26
4.3.2 ��ĥ����Ƽ��� 27
4.3.3 �ݸ˵�ǿ�ȼ��� 31
4.3.4 ��ĸ��������ǿ�ȼ��� 32
4.3.5 �ݸ˵��ȶ��Լ��� 33
4.3.6 �ݸ˵����ͼ 36
4.3.7 �ݸ˵�װ��ͼ 37
4.4 ������ 38
5 ������չ�� 39
5.1 ���� 39
5.2 չ�� 39
����� 39
��л 41
��¼ 42
�����
[1] �����.���ֻ�е.������ұ��ҵ������,1981
[2] �¼���.���������ֲ�.������ұ��ҵ������,1990
[3] ʷ���.ʵ������ұ����.�Ϻ���ұ��ҵ������,1998
[4] ��Ӧǿ.ұ���ռ��豸. ������ұ��ҵ������,1998
[5] �ʿ���.��������. ��������ѧ������, 1990
[6] ���ܿ�. �����ᾧ������. ������ұ��ҵ������,2000
[7] �̿���.��������ԭ���빤��. ������ұ��ҵ������,1994
[8] �ɴ���. ��е����ֲ�. ��������ѧ��ҵ������,2004
[9] �յ´�.���ɵ�ʧЧ����. ��������е��ҵ������,1988
[10]��ȡ��.�й�ұ��ٿ�ȫ��-����ұ��.������ұ��ҵ������,2001
[11]���, ʷѧ��.������������.������ұ��ҵ������ ��2005
[12] M.Wolf, A.Still.�������������½�չ.�й�����ѧ������ѧ��,1988
[13] Proceedings of the First International Symposium on Magnetic Bearings. ETH Zurich .Switzerland.1988, (7):6��8
[14] Proceedings of the First International Symposium on Magnetic Bearings. Tokyo. Japan.1990,(7):12��14
[15] Metals handbook,Vol 10 8th edition,1975
[16] Juvinall R.C.Engineering Considerations of Stress, Strain and Stress, Strain and Strength. New York: MeGrawHill,1967
[17] Sors L. Fatigue Design of Machine Components. Oxford: Pergamon Press,1971