














苏ICP备112451047180号-6
基于SolidWorks的多槽立铣建模及切削仿真设计
与本课题有关的国内外研究情况:
国内外立铣刀的发展
在金属切削加工中,铣削加工方法被广泛使用。其中,立铣刀在铣刀需求量中所占比例较大,多用于侧壁加工、型腔加工、仿形加工等。立铣刀是一种多刃刀具,各刀刃断续工作,在每一转中其切削面积和载荷是变化的,切削力波动比较验严重,刀齿在工作时受到周期力冲击,刀齿容易磨损和崩刃立铣刀的主切削刃是圆柱面上,端面上的的切削刃是副刀刃。没有中心刃的立铣刀工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。我国目前生产立铣刀的大小工厂所生产的立铣刀中低档品构成大比例。目前在国内市场上供应的粗齿高速钢立铣刀各主要参数基本上沿用原苏联50年代的标准。由于螺旋角过大、刀齿强度大、刚性低,加工工件时容易产生振动,刀具寿命低。自1985年以来,一些工厂陆续从国外引进立铣刀整体磨槽生产线,并采用TiN涂层,促进了产品档次的提高。近年来国内法发展了各式样先进立铣刀,它们结构合理、切削性能良好,在提高铣削加工效率、延长铣刀寿命、提高铣削加工精度等方面各有侧重,同时也促进立铣刀结构的不断改进。贵州清镇清平刃具厂选用501钢制造加工轻合金的微型立铣刀。501钢(W6Mo5Cr4V2A1)是我国近年来研制的超硬高速钢中比较成功的一个新钢种,具有很高的室温硬度、高温硬度和较好的综合性能,从而可提高立铣刀的切削效率和使用寿命。该厂在使用该钢种制成的微型立铣刀加工轻合金时,一般不存在刃部折断问题。在第13届日本国际机床展览会上,日本工具制作所展出了该公司开发的立铣刀新产品—ESM立铣刀。此种立铣刀采用该公司新开发的高级合金粉末高速钢制作,既具有一般速钢的韧性,又具有硬质合金的耐磨性。美国Yamazen公司开发出一种Maxl型陶瓷立铣刀适用于铣削耐磨材料、铝、钛和其它硬度达50HRC的特殊材料,干切削时切削速度可达l22m/rain。由于这种立铣刀可把工件上的热量传递给切屑,所其生产率和刀具寿命都为常规立铣刀的10倍此外,该立铣刀有45°、50°的螺旋角,且在主切削刃上又有0.02mm的倒棱,以防立铣刀过早磨损。这种陶瓷立铣刀有二槽、四槽和二槽球头型等几种类型。
本课题研究的主要内容及方法:
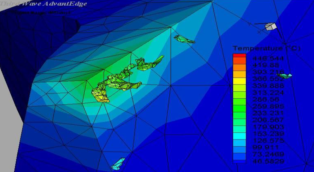
AdvantEdge FEM 是一款CAE软件, 用于优化金属切削工艺。这款分析软件适用于提高零件质量, 增加材料去除率, 延长刀具寿命等等。利用 AdvantEdge FEM 可以减少试切次数,使产品快速市场化。
AdvantEdge™ FEM有限元解决方案:
可以进行微观及宏观的加工分析,模拟金属切削中的切削力、热流、温度、切屑形成、切屑断裂及残余应力;
详细的铣削(含插铣/玉米铣/五轴铣等)、车削、钻削、镗削、攻丝、环槽、锯削、拉削、螺旋铣等工艺分析;
网格划分完全自动,只需定义刀具、工件的网格控制系数及网格自适应重划系数;
软件材料库有140多种工件材料(铝合金、不锈钢、钢、镍合金、钛合金、铸铁,铜的材料有两种、镁合金有两种);刀具材料库有Carbide系列、CBN、陶瓷、金刚石及高速刚系列;涂层材料有TiN、TiC、Al203、TiAIN;同时支持用户自定义材料;
在加工模拟中可以考虑工件初始应力、刀具的振动、刀具表面涂层及冷却液;
具有参数研究功能,可以进行切削速度、进给量、前角、切削刃圆弧半径参数研究来优化金属切削工艺;
车削刀具及环槽刀具磨损仿真,主要采用日本的Usui算法;
残余应力仿真及毛刺仿真;
丰富的后处理功能,用曲线、云图及动画显示仿真结果,可以得到切削力、温度、应力、应变率及加工功率等结果。
通过AdvantEdge™ FEM仿真软件的分析,可以获得金属切削中更多的相关信息,可提高材料的去除率、优化切削力及温度、优化切屑形成、减少加工中工件扭曲变形、降低残余应力、提高零件质量、刀具性能、刀具寿命,减少现场试切的试验次数,从而帮助企业通过仿真技术提高产品质量、提高刀具性能、完善加工工艺,显著地降低产品设计及制造的成本。
本课题所需要解决的问题:
翻译英文文献若干(其中英文1-2篇,5000字)
多槽立铣刀设计
金属切削建模仿真
预期结果及其意义:
立铣刀是金属切削刀具中尤其是铣削中使用频率较高的刀具,其外形结构复杂。本课题将对4槽立铣刀进行3维几何建模,并对该类型刀具在铣削航空铝合金工艺中进行加工仿真,对多参数进行比较分析,给实际加工提供一定的参考意见,减少试切次数,提高工作效率,降低成本。
目录
第一章 绪论
1.1立铣刀的种类及特征
1.2立铣刀国内外研究发展状况
1.3切削加工过程有限元模拟的研究现状和发展方向
1.4课题研究的意义及主要内容
第二章 金属切削基础
2.1金属切削简介
2.2切削力和应力简介
2.3车削和铣削操作简介
2.4其它简介
2.5本章小结
第三章 金属切削有限元仿真相关理论介绍
3.1 有限元理论简介
3.2 金属切削变形理论介绍
3.3 AdvantEdge软件简介
3.4 本章小结
第四章 立铣刀的三维建模
4.1立铣刀建模软件solidworks简介
4.2立铣刀的建模过程
4.3本章小结
第五章基于ADVANTEDGE FEM的切削仿真分析
5.1 ADVANTEDGE FEM软件的使用
5.2 刀具仿真参数及结果
第六章总结与展望
致谢
参考文献
参考文献:
【1】Jae Hyun Kim,Jung Wan Park,Tae Jo Ko,2008年。“端部铣刀设计与切削模拟加工”,计算机辅助设计,第40卷,324-333页。
【2】吴勃“金属切削加工过程中的有限建模和仿真”。
【3】于贻鹏,2006年“金属切削过程中的有限元法仿真研究”。
【4】沙智华,王岩,张生芳“切削加工有限元仿真技术研究发展”。
【5】张佳“切削过程有限元仿真的研究现状探究”。
【6】徐看,黄彦玲,吕彦明“金属切削过程有限元仿真技术研究”。
【7】万蕾“基于有限元法的金属切削过程研究”。
【8】刘秋月“虚拟铣削数据库及铣刀建模的研究”。
【9】张萍,2012年,“虚拟数控中球头铣削建模及铣削力仿真”。
【10】张学中,“数控铣削过程铣力建模及仿真系统研发”。
【11】隋秀凛,张家泰,葛江华“虚拟数控加工过程中铣削力建模与仿真”。
【12】隋秀凛“虚拟数控铣削物理仿真与关键技术研究”。
【13】刘秋月,王太勇,李清“数控加工仿真中铣刀数据库的建立”。
【14】方刚,曾攀,“金属正交切削工艺的有限元模拟”。
【15】曾林林,周立平,刘小莹“基于ADVANTEDGE FEM 的阀体镗削精加工过程仿真分析”。
【16】魏鑫,2014年“基于ADVANTEDGE FEM的BTA深孔钻削仿真与实验研究”。
【17】何志平,蒋炳炎,2015年“切削加工刀片的有限元仿真与分析”。
【18】王怀峰“高速车削过程中的有限元仿真”。
【19】曾林林,周利平,张敬志“基于ADVANTEDGE FEM车刀参数优化实验研究”。
【20】李茂彬“基于ADVANTEDGE FEM高硅铝切削性能研究”。