














苏ICP备112451047180号-6
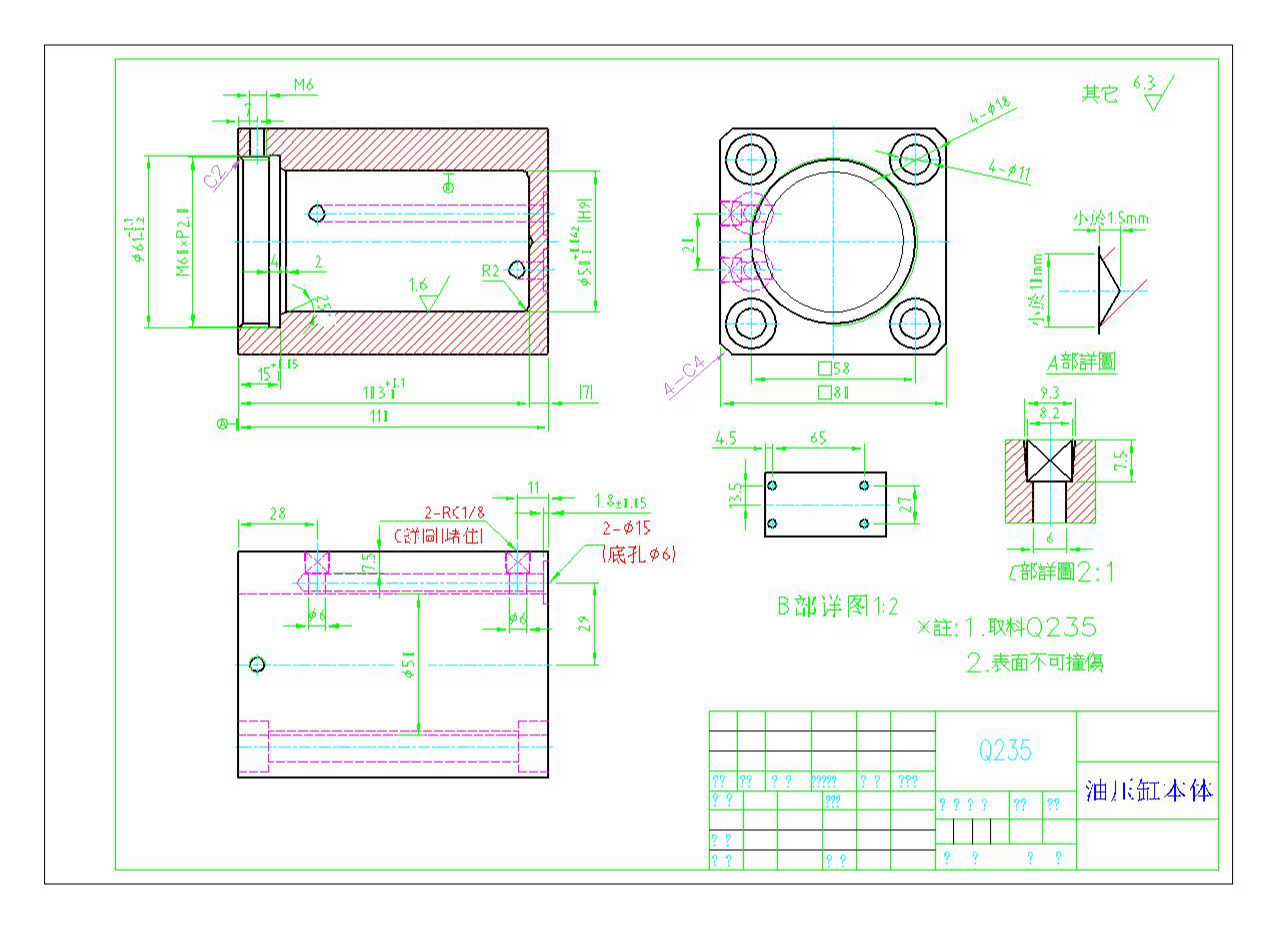
液压缸本体零件工艺与夹具设计
摘要
此次设计的内容主要有液压缸的工艺规程与夹具的设计。制定工艺规程需要的样品、毛坯样品、验收质量标准和生产纲领生产类型等。工艺规程的设计顺序主要有一下几个方面:仔细看零件的图,确定工艺方案,分析样品,选择毛坯过程设计,确定工艺路线,工艺文件,加工余量,切削用量与工时。确定工序的公差,表面粗糙度,健齿与毛坯尺寸,做毕业设计要有一下要求:要确保加工精度,设计方案和生产岗柃一模一样,能最大化的实现机器生产,让设计出来的液压缸正常工作,有一定的强度与刚度。液压缸夹具体的设计要保证定位准确,误差在合理范围之内,夹紧力的方向和大小要确定,加紧机构要确定。
先确定好毕业设计的方案与规划,然后画出来装配总图最后编写说明书和画零件图
关键词:工艺规程设计;夹具设计;加工余量;定位误差
目 录
摘 要 II
目 录 III
第一章、绪论 1
1.1.夹具分类 1
1.2.机床夹具在机械加工中的作用 1
1.3.本课题研究的内容及意义 3
1.4.本课题应达到的要求 4
第二章、工艺方案的确定 5
2.1.零件图样分析 5
2.1.1.分析零件图 5
2.1.2.该零件加工要求分析 6
2.1.3.零件作用分析 6
2.2.工艺规程设计 7
2.2.1.确定毛坯的制造形式 7
第三章、工艺设计过程 9
3.1.加工阶段的划分 9
3.2.工序的集中与分散 9
3.3.工序顺序的安排 9
3.4.孔和平面加工分析 9
3.4.1.孔和平面的加工顺序 9
3.4.2.钻孔加工方案选择 9
3.4.3.选择定位基准 10
3.5.零件的表面加工方法的选择 10
第四章、制定工艺路线 11
4.1.工艺路线方案一 11
4.2.工艺路线方案二 11
4.3.工艺方案的比较与分析 12
第五章、工序间尺寸、公差、表面粗糙度及毛坯尺寸的确定 13
第六章、加工余量,切削用量,工时定额的确定 14
6.1.工序二、三:粗铣端面 14
6.1.1.工步一:铣两端面 14
6.2.工序四、五:镗中心孔 16
6.2.1.工步一: 镗Ø50孔 16
6.3.工步七:打1-M6底孔 17
6.3.1.工步一: 打通孔 17
6.4.工序五:检验 18
第七章、专用夹具设计 20
7.1.定位方式与定位基准的选择 20
7.2.夹具机构设计 20
7.3.定位误差的分析与计算 20
7.4.夹紧装置的确定 22
7.5.夹紧力的确定 24
结 论 26
致 谢 27
参考文献 28
第一章、绪论
在做毕业设计之前,我也了解到,以前的手工夹具的设计一般是依靠老工人师傅的经验来完成的。他们凭借自己的工作经验设计出加工所需要的夹具。但是人都会有实物的时候,所以他们设计的夹具一般都会有很大的误差而且性能不太好。并且有的人缺少专业知识只是经验较多。现代机械生产越来越重视质量,说的专业一点就是加工精度的问题,而要提高加工精度,夹具就是必要的。而且随着社会经济技术的不断发展,家具种类也越来越多,各种自动定位夹具也相继被设计出来。这样在工件的安装上可以省下好多时间,这也就自然而然地提高了生产率。并且因为家具的使用,也是好多机床的性能得到了更充分地利用。随着信息技术的发展,CAD也为夹具的发展做出了很大的贡献。现在可以利用CAD对家具进行优化设计,可以直接在CAD上进行模拟安装夹具,这样既省时又省力还经济。
因此,我个人认为机床的发展带动了夹具的发展,夹具的发展推动了机床的发展。两者只有在共同发展的前提下,才能创造出更美好的作品来。
1.1 夹具的分类
1.通用夹具
通用夹具是一种通用性很强的夹具,和其它种类的夹具相比较通用夹具的用途更为广泛,这样可以在生产中减少夹具的种类从而降低了生产成本。因为设计的夹具种类少了,所以也可以缩短生产周期,为企业生产创造更多的时间。但是通用夹具只适合简单的工件生产而且是小批量的,用通用夹具生产出来的东西精度很低,因此,对于加工精度要求高、复杂、大批量生产的工件,通用夹具就不适用了。
2.专用夹具
专用夹具是针对单一一个工件的单一工序设计出来的夹具,因为这种夹具的特殊性,所以这种夹具一般会在大批量生产中使用这种夹具,这种生产出来的东西具有加工精度高、生产率高的特点。
3.可调夹具
可调夹具通俗地讲就是可调节或可以替换夹具中某些元件的夹具,是为了适用多种元件研发出来的,又分为通用可调与成组夹具两种。
4.组合夹具
组合夹具是由多种夹具零件组装成的一种特殊的夹具,这种夹具适用于单件和一些中、小批量的生产。在使用完成后,这种夹具可以自行拆开。而这些拆下来的夹具零件也可以用于下次的使用,因此这种组合夹具是一种十分实惠的夹具。
5.自动线夹具
自动线夹具可以分为固定式夹具和随行夹具两种,自动线夹具再加工中可以和工件一起运动,直至完成加工。
1.2 机床夹具在机械加工中的作用
在机械加工过程中为什么要使用夹具呢?其实使用机床夹具主要有6个方面的优点,而在实际生产过程中要综合考虑这些问题,确保达成加工之初的加工要求。
① 保证精度 在加工过程中使用夹具能有效地保证加工精度,因为夹具可以控制零件在加工中的位置。使工件在加工过程中更合理地与刀具进行接触。并且使用机床夹具还可以确保道具的切削成型运动。从而使加工出来的工件精度得到保证,因此机床夹具适合精密工件的加工中使用。
② 提高劳动生产率 使用机床夹具加工时,可以让工件更稳定的固定在加工位置,从而减少了加工过程中因工件的移动错位而造成的停工等浪费时间的问题,所以使用机床夹具可以大大的提高劳动生产率。
③ 改善工人的劳动条件 使用夹具可以降低因加工过程中出现的意外导致工人受伤的事件。而且使用夹具既省时又省力,又可以大大地降低工人的工作强度,让工人更放心的工作。
④ 降低生产成本 在实际生产中,因为使用夹具可以实现大批量生产和提高效率,也可以减少对人工使用,所以可以降低生产成本。
⑤ 保证工艺纪律 使用夹具可以保证加工过程中的秩序,使之有序的进行。
⑥ 扩大机床工艺范围在一些小的机械厂,因为设备的有限,常采用夹具来完成一些特殊的任务,从而扩大机床的加工工艺范围。
1.3 本课题研究的内容及意义
此次所做的大体意思:液压缸本体工艺规程设计和夹具设计,要完成零件的工艺卡与工序卡,选其中一个工序做夹具,完成零件的总装配图与零件图,做出计算并写出说明书,必要时有英文翻译。
本课题研究的意义:
⑴工艺规程设计的意义:
1)做任何事情都要有规划,机械加工更应该设计规划。在加工过程中,加工进度、人员的调配都应按规划进行,否则整个加工就会乱套。没有规矩不成方圆,所以在机械加工中,工艺规程设计往往就会显得十分重要。这就是工艺规程设计的意义。
2)工艺规程设计意义重大,工艺规程可以提前设计好,给还没有开工加工的,算好预算、需要的零件和一些设备的更换。可以毫不夸张的说,工艺规程设计是生产准备是的一个必不可少的环节,是工人加工的主要依据,是工厂正常运行的保证。
3)工艺规程是一个新成立的机械厂的技术稳健。可以这样说没有工艺规程就没有了技术指导。工艺规程设计也可以提前确定好所用的工人,和车间的大小以及车间需要用到的车床、机床之类的。
除此之外, 工艺规程可以帮助工厂更好的生产,是工厂按照规划经营下去,免得在生产时出现变故。工艺规程也可以提高工厂的劳动生产率,提高工人的生产效率,保证工人的监控。因此,制定工艺规划是一个十分必要的步骤,是厂里的技术稳健。没有工艺规程,车间就很难生产下去。
⑵夹具设计的意义:
设计机床夹具具有重大的意义。首先,机床夹具可以提高劳动生产率,在生产中使用夹具可以减少工件加工时的移动,节省调整时间。也可以保护工人的人身安全。其次,机床夹具可以使机床更大化的被利用,比如,利用夹具可以让机床拥有原来不具备的功能。因此,机床夹具在实际生产中具有重大意义。
1.4 本课题应达到的要求
1)工艺规程设计(工艺卡片和工序卡片)
2)夹具设计(1套) 包括总图及零件图,
3)设计说明书一份(不少于30页)
参考文献
[1] 荆宏智,王英杰. 机械工人切削手册[M].北京:机械工业出版社,2004:15-17.
[2] 柯明扬.机械制造工艺学[M].北京:北京航空航天大学出 版社,1996:17-21.
[3] 陈于萍.互换性与测量技术基础[M] .北京:机械工业出版社,2003:34-35.
[4] Mechanical Drive(Reference Issue) . Machine Design.52(14),1980:145-148.
[5] 关慧贞,冯辛安.机械制造装备设计[M].北京:机械工业出版社,2009:272-275.
[6] 黄如林,汪 群.金属加工工艺及工装设计[M].北京:化学工业出版社,2006:225-243.
[7] Rajput R K .Elements of Machanical Engineering. Katson Publ. House, 1985:94-96.
[8] 李名望.机床夹具设计实例教程[M].北京:化学工业出版社,2009:56-61.
[9] Hindhhede I.Machine Design Fundermentals:A Practical Approach. New York: Wiley, 1983:177-181.
[10] Robert J Funfanmentals of Robotics—Analysis and Control [M] .New Jersey: Prentice Hall.19901979:167-168.
[11] 赵如海.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,2009:889-890,1130,1135,1148.
[12] Kuehnle M R. Toroidal Drive Concepts.Product Engineering. Aug.1979:74-76.
[13] 艾兴,肖师冈.切削用量简明手册[M].北京:机械工业出版社,1994:111.
[14] 冯之敬.机械制造工程原理[M].北京:清华大学出版社,2008:339-341.
[15] 李益民.机械加工工艺简明手册.北京:机械工业出版社,1994:243.