














��ICP��112451047180��-6
���ڳ��������豸��е���
һ��ѡ���顢����
���ٳ��ͼ�����Rapid Prototyping, RP���Ƕ�ʮ���Ͱ�ʮ������ڷ�չ���һ���Ƚ����켼�����������ڳ������ͣ�Fused Deposition Modeling, FDM��ƾ������ɱ����������Ըߡ�ʹ�ñ�ݵ��ŵ���õ����ٷ�չ��
FDM�Ĺ��չ���Ϊ�����������Χģ��ͨ���켣�滮�������зֲ���Ƭ�����Լ��Զ���̣��õ���Ӧ�����س������س�������FDM���ͻ����мӹ���
FDM�����ij��;����Լ�����ȱ�ݵ������Ծ���Լ���䷢չ�����г��������Դ��FDM���յĶ�����档�����ҪΪFDM�������ר�õij��λ��������FDM���յij��;��ȡ�
���ڳ������ͣ����ſ��١���ȫ�����۵��ص㡣�����ײ������ʺϳ��̡�����ʹ�ã���Ŀǰ���ٳ�������ʹ����Ϊ�㷺��һ�ֿ��ٳ��ͼ�������ǰFDM�����������������⣺���ͼ��ijߴ����״���ϴ����������ߣ����ͼӹ���ʱ�ϳ�������Щ����Ҳ���ǵ�ǰFDM���յļ����ѵ㣬�漰�����ϡ��豸���յȶ�����档
���ٳ��ͼ�����Ϊһ���Ƚ����켼�����ڹ����а�����Խ��Խ��Ҫ�Ľ�ɫ���ڵ�ǰ���ʾ��õ��ң�����ҵ��չ�ܴ�Ĵ��£��¼������ھ��õĻ�������Խ��Խ�ܵ����ӡ�����FDM������Ϊ���ٳ��ͼ�����ʹ����Ϊ�㷺�ļ�������߶������Լ��ɱ��������ص�ʹ��Ӧ�ù㷺���кܴ�ķ�չDZ������FDM������Ȼ�������༼�����⣬�谭��FDM�����IJ��Ϸ�չ������о�FDM������������ҵ�Լ����ö�����Ҫ���塣
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
��һ����Ҫ���ݣ�
�������������е�FDM���ٳ��ͻ�Ϊ������ݣ��Ի�е�豸�ṹ���㲿��ģ���ļ�Ϊ�����������豸��
��������������Ҫ���⣺
1.�豸����ṹ��ƣ�
2.�Ż���
3.�켣��ơ�
������Ԥ��Ŀ�꣺
������ĿҪ����ʵ��������Ʒ�Ĺ��ܡ�
���ģ��о����裺
������Ĺ��������Ϊ�����Σ�
��һ�Σ��������ף��г����С��ռ����ϡ�ȷ�����ⷽ������ɿ��ⱨ�棻
�ڶ��Σ����ϵͳ���ܣ����нṹ��ƣ�
�����Σ������������ϣ���ɱ�ҵ������ļ���硣
���壩������������ʩ��
������������������Ҫ����ʵ�鷨��
��ʩ�������ڻ����豸ʹ������õ�ʵ�����飬��ʦָ���£���С�ͻ�е�豸Ϊ��������ƿ���FDM���ٳ��ͻ���
Ŀ¼
��һ�������� 2
1.1 ���ٳ��ͼ������� 2
1.2 ���ڳ������ͼ�� 3
1.3 ������Ҫ�о����� 3
�ڶ��������ڳ��������������� 5
2.1 ���������Դ�Լ����Ʒ��� 5
2.2 �Ի����豸��������ķ��� 6
2.3 �������θ��Ʒ��� 6
�����������ڳ��������յĹ켣�滮�о� 8
3.1 ���ڳ������켣�滮��� 8
3.2 ���ڳ������켣�滮���� 8
3.3 ��ͬ�켣�ij��;��ȷ��� 8
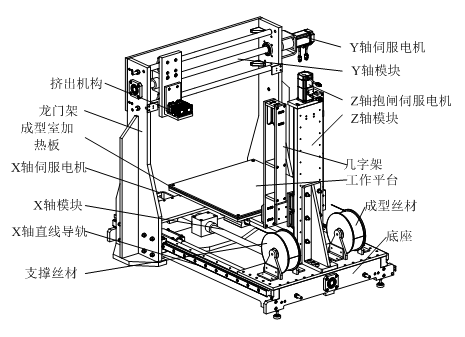
���IJ������ڳ��������豸�ķ������ 13
4.1 �����ṹ������� 13
4.2 �����㲿�������ѡ�� 14
4.3 ����ϵͳӲ����� 19
���岿���ܽ���չ�� 21
5.1 �ܽ� 21
5.2 չ�� 21
����� 23
��л 24
��һ���� ����
1.1 ���ٳ��ͼ�������
������ᾭ�õIJ��Ϸ�չ������ҵ��Ʒ�ֵ�һ�������ڡ������������Ŷ�Ʒ�֡������ڡ�С�����ķ��Ϸ�չ��������ͳ�����켼�����ֶ��Ѿ�������Ӧ���и�ҵ�Ŀ��ٷ�չ���ִ��г��ľ�����������������£�ֻ�м�˼����������з��ٶȣ����Һ���ҵ���ܹ����Ϸ��Ӽ����������ƶ�����ҵ�����Է�չ����ˣ����ٳ��ͼ���(Rapid Prototyping, RP)Ӧ�˶�������������ҵ��һ���ش�ͻ��[1]��
���ٳ��ͼ����Զ�ʮ���Ͱ�ʮ�������������ƾ���ų��������ɡ�������̿��١��߶����ԡ������߶ȼ��ɺ�Ӧ������㷺���ŵ㣬�õ��˿��ٷ�չ[2]�����ٳ��ͼ�����Ҫ���öѻ����͵�ԭ���������Ϊ��ͨ����ά������������н�ģ���������ض���ʽ��ģ���ļ�����·���滮�����������趨�Ĺ��ղ�����ģ�ͽ��зֲ��Լ�ɨ��·���滮���������ɶ�Ӧ�����ؼӹ��������ͨ�����ͻ��ӹ�������������ٳ��ͼ����Ĺ��չ����У���Ҫ�ǽ���ά����ļӹ�����ת��ɶԶ�ά��Ƭ�ļӹ��ѵ��������������Ѷȣ��������Ÿ߶ȵ����ԣ�Ϊ����ҵ�ṩ��һ�����͵ļӹ�����[3]��
���ٳ��ͼ�����һ�ֲַ�ѻ����͵ļ����������乤�����ԣ����ٳ��ͼ������Ŷ��ص�����[4]��
��1���߶����ԣ����ڿ��ٳ��ͼ����ֲ�ѻ���������ԣ��������ӹ�������̵��Ѷȡ�ͨ���Թ��ղ����Լ�����֧�ŵĺ������ã������Ͽ��Զ�������״��������г��ͼӹ����߶ȵ�����ʹ�ÿ��ٳ��ͼ�����Ӧ�÷�ΧԽ���㷺��
��2���ǽӴ�ʽ�ӹ������ٳ��ͼ����Ļ����豸��ʹ�õ��ߣ�����ͷ���÷ǽӴ�ʽ�ķ�ʽ���ӹ���������û�д�ͳ�����ĵ���ĥ������⡣ͬʱ���ǽӴ�ʽ�ӹ�Ҳʹ�ÿ��ٳ��ͼ������������ڼӹ�����������˿��ٳ��ͻ���ͨ��������Ӧ���ܽϺã������ٶȽϿ죬�ӹ�Ч�ʽϸߡ�
��3�����ֻ����Զ������������ؼ��������Ӽ����ͼ���������IJ��Ϸ�չ�����ٳ��ͻ���Ҳ�������ֻ����Զ������Ӷ�������Ľ�ģ���������ģ�ͼӹ����Զ���̣��ٵ����ٳ��ͻ����Զ��ӹ����������̣���ʵ�������ֻ����Զ�����
��4�����ϵĹ㷺�ԣ����ٳ������칤�չ㷺��ÿһ�ֹ��������õIJ���Ҳ��ͬ���������ֽ�����ϡ�������֬������[5]�����ŶԿ��ٳ��Ͳ�Ʒ����Ҫ��IJ�����ߣ��Լ���ƷӦ�÷�Χ�����Բ��ϵĻ�е����Ҳ�нϸߵ�Ҫ��
1.2 ���ڳ������ͼ��
���ڳ������ͣ�������ѧ��Dr.Scott Crump��1988��������������ֹ��ղ������ۼ�ѹͷ����������ϵͳ�ṹ��ά���ɱ��ͣ����а�ȫ�ȶ����ܹ��㷺Ӧ���ڲ�Ʒ��ơ������������ȷ��档FDM�����ǽ�˿״�������Բ��ϼ���������̬����һ����·���£���ר�õļ����������������̷ţ������ѵ��γ�ʵ��ģ�͵Ĺ��չ��̡�
���ڳ��������ǿ��ٳ��ͼ�����һ�֣���Ҫͨ����Ķѵ����γ�ʵ��ģ�͡�����������һ����·���£��ڵ�ǰ�����ƽ���˶�������һ����·��������˿���̷ţ�ʹ��˿������ǰ�㣬����ÿһ��Ķѵ������γ�ʵ��ģ�͡�Ŀǰ��Ӧ�������ڳ��������յIJ�����Ҫ�Ǿۺ��һ��ΪABS��PLA������֧�Ų������������ͣ�һ���ǰ�����֧�ţ�����ͬ�ֲ������γ�֧�Žṹ������ʹ�õ���ͷ���������ڳ��ͽ�����֧�Žṹ���а��룻����һ����ˮ����֧�ţ��������������Ϻ�֧�Ų��ϲ�ͬ����Ҫ���ö���ͷϵͳ�ļ�������֧�Žṹ���Էֽ��ڼ���ˮ��Һ�У�����ȥ��֧�Žṹ[6-8]��
FDM���չ�����ҪΪ��ͨ����ά��ģ����������Ӧ�����ģ�ͣ����Ұ���STL��ʽ����������STL��ʽ���ļ�����ֲ���Ƭ�����н����Զ���̣������ɵ����ؼӹ���������FDM���ͻ�����ϵͳ���г��ͼӹ������ȥ������֧�ŵõ���Ӧ�������
���ڳ������ͣ����ſ��١���ȫ�����۵��ص㡣�����ײ������ʺϳ��̡�����ʹ�ã���Ŀǰ���ٳ�������ʹ����Ϊ�㷺��һ�ֿ��ٳ��ͼ�������ǰFDM�����������������⣺���ͼ��ijߴ����״���ϴ����������ߣ����ͼӹ���ʱ�ϳ�������Щ����Ҳ���ǵ�ǰFDM���յļ����ѵ㣬�漰�����ϡ��豸���յȶ������[9]��
1.3 ������Ҫ�о�����
���ٳ��ͼ�����Ϊһ���Ƚ����켼�����ڹ����а�����Խ��Խ��Ҫ�Ľ�ɫ���ڵ�ǰ���ʾ��õ��ң�����ҵ��չ�ܴ�Ĵ��£��¼������ھ��õĻ�������Խ��Խ�ܵ����ӡ�����FDM������Ϊ���ٳ��ͼ�����ʹ����Ϊ�㷺�ļ�������߶������Լ��ɱ��������ص�ʹ��Ӧ�ù㷺���кܴ�ķ�չDZ������FDM������Ȼ�������༼�����⣬�谭��FDM�����IJ��Ϸ�չ������о�FDM������������ҵ�Լ����ö�����Ҫ���塣
������ּ��ͨ������FDM���;��ȵķ�������ɨ���㷨���ղ���������Գ��;��Ƚ��и��ƣ���Ʋ��һ̨FDM���ٳ����豸����ǰ����FDM·���滮���о��кܶ࣬����ɨ��·���滮�㷨��������ȱ�㣬ͨ��������ͬɨ��·������ȱ�㣬���һ�ָ���ɨ��·���滮�㷨�����Ƴ������������⣬���ղ������ڳ��;����кܴ��Ӱ�죬���ղ������õĺ������ֱ��Ӱ��FDM���ͼӹ����̣���˹��ղ������Ż��������FDM�ij��;���Ҳ����Ҫ���塣
�����
[1]����, Ҷ����. ���ڳ������Ͳ��ϵ��о���Ӧ�ý�չ[J]. ���Ϲ�ҵ, 2005, 33(11): 4-6.
[2]�����, ����. ���ٳ��ͼ����о���״�뷢չ����[J]. �¼����¹���, 2003(1): 28-29.
[3]����Ϧ, �ܿ�ƽ. �������켼���ķ�չ��Ӧ��[J]. ����һ�廯, 2003(5): 6-11.
[4]ʷ����, ���仱. ��άCADģ��ֱ����Ƭ���������ڿ��ٳ����е�Ӧ��[J]. ��������������ͼ��ѧ��, 2002, 14(12): 1173-1177.
[5]������, ʯ����. ���ڽ�����ĩ�ļ�����ٳ��ͼ����½�չ[J]. ϡ�н��������빤��, 2000, 29(6): 361-365.
[6]����. ���ٳ��ͼ���ԭ�������;��ȷ���[J]. ��е�о���Ӧ��, 2013, 26(2): 183-187.
[7]���, ����. ���ٳ��ͼ������䷢չ����[J]. ��е���������, 2006(5): 104-106.
[8]ţ����, ���°�. ���ٳ��ͼ����ķ�չ��״�����о�����[J]. �������ͺ�����, 2008, 37(5): 116-118.
[9]��ͨ��, ����. ����FDM��3D��ӡ�����о���״�뷢չ����[J]. �������Ͳ���, 2015, 43(6): 228-230.
[10]����, �Դ���. ���ڳ�������ˮ����֧�Ų��ϵ��о���Ӧ��[J]. ��������Ӧ��, 2008, 36(10): 86-89.
[11]����, л��. ���ڳ������ٳ���ϵͳ��ͷӦ����״����[J]. ��������Ӧ��, 2009, 36(12): 68-71.
[12]ɣ����. ���ڳ���ɨ��·���滮�������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2015.
[13]������, ����٥, ¬��Ƽ. ��ܿ���ԭ������ϵͳ(M-RPMS)[J]. ����������ѧѧ��, 2001, 26(4): 24-28.
[14]������, Ҷ����, ������. FDM���ٳ���ϵͳ�Ŀ���ϵͳ�о�[J]. ������Һѹ, 2005(1): 28-29.
[15]�ƶ���, ��־��, ����. FDM������˿����������Ħ������������[J]. ����������ѧѧ��, 2003, 30(3): 71-73.