














��ICP��112451047180��-6
�������ؼӹ��ijݿ�������������ӹ�������֤
һ��ѡ���顢����
�����Ϊһ����д���װ�ã����Խ���е��˶��Ͷ���������������������װ�ã�Ϊ�����Ͳ����������������д��Ͳۣ����Լ��ٴ����е�Ħ���붯����ʧ�Ӷ�������е��������ͨ�ļ����ڸ��ֱˣ�������ƴ��������������ľ���Ҫ��ϸߣ�������ƽ�ȣ������Ҵ���Ť�ؽϴ�Ļ�еװ��֮��Ĵ�������
������������
�о��ݿ������������������ǰ���£��������ؼӹ������ӹ�������֤���Ӷ������о�������걸�ļӹ������������
��Ҫ�о������������ľ��ȣ��Ӷ���������ͼ���γ�3D����ģ�ͣ������ͼ�����տ��������Լ����������������档
ͨ��nx10.0��������ͼֽ������Ҫ��Բ���ı��澫��ΪIT7�����۾���ΪIT8�����ۿ���ΪIT10�����ྫ��ΪIT11������Ҫ�Ӷ�ȷ�������������ͼʱ��ɳߴ�ı�ע��ȷ���ù������ȷ������Ҫ����ͼ�Ĺ淶Ҫ���Լ�������ⲿ�ֵ���ϸ�����Լ�������ͼֽ���������ʾ��
3Dģ��Ҳ��ͨ��nx10��ɵģ�ͨ���ļ����Ƶķ������Ӷ��Ӻ���ǰһ�����Ƴ�����ļӹ���״���Ӷ����3Dģ���̵�����������3Dģ�ͽ϶࣬��3D model�ļ����С�
���ڹ����棬�����345�����漰��һ����ģ��������о�������������������̣���ָ����ʦ��ͬ���۳������������Ļ��������ԭ�����ܳ��ȳ���������װ���Լ����������о����˹��չ������£�
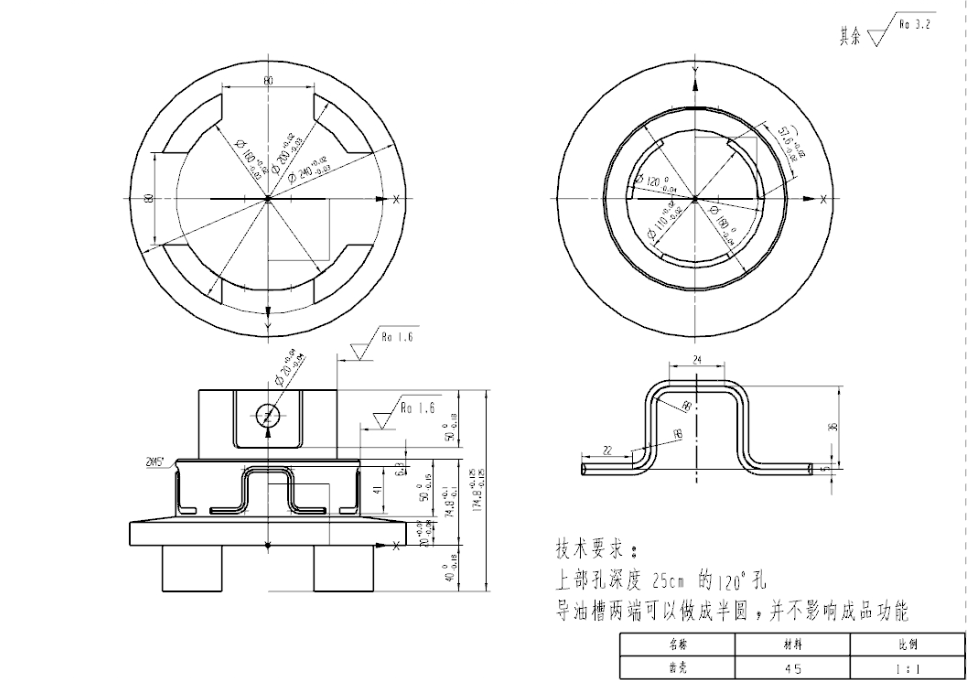
����һ������φ250x180mm
����������ƣ��ȴ���
���������г�ë����Բ�����50mm���ӹ�����һ�����֮φ120mm����39mm��
�����ģ��гּ����ı䣬ȡ���굶��ʹ�������
����1���ֳ�φ200��Բ��φ160��Բ��������0.2mm��������0.5mm���ӹ�����
����2������φ200��Բ��φ160��Բ
�����壺�ӳ�Բ��һ�ˣ��ӹ�Բ��������Բ���۵�һ��
����1���ֳ����桢φ120mm��Բ��φ160mm��Բ��7°б���ǡ�φ240mm��Բ��������0.2mm��������0.5mm���ӹ�������
����2������φ120mm��Բ��φ160mm��Բ��7°б���ǡ�φ240mm��Բ
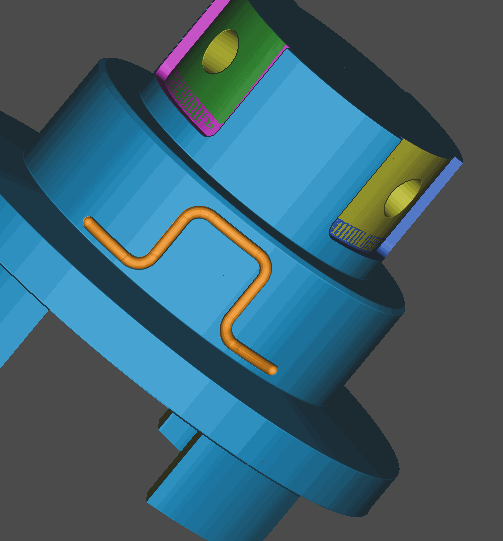
����������ϳφ120mmԲ�����ϵ�3�����ڲۣ���0.2mm����
�����ߣ���ϳφ120mmԲ�����ϵ�3�����ڲ�
����ˣ��꿪�ڲ�����φ12mm�Ŀ���25mm
����ţ�ϳφ160mmԲ�����ϵ�Բ����R2.5mm
����ʮ����ͷ�г��Լӹ���Բφ160mm��Բ���棬�ӹ�3������
����1����ϳ3������
����2����ϳ3������
����ʮһ��ȥë��
����ʮ��������
����ʮ�������
���ڷ��淽�棬���ݹ���������������õ��ߣ�����ɼ��ɣ������ߵ����̻�����������ϸ�����������ļ��Լ��ߵ�������ϸ���Բ鿴����simulation�������ļ����ݽ϶�������������������ϸ�����ⷽ����о��ɹ�
��������������
1�������������NX10.0�������Ĺ���ͼ��3D����ģ���Լ��ӹ����Ĺ����ͼ��
���������ͨ���о���UG NX 10���İ����ؼӹ������ŵ���ͨ���Ȿ���Լ�ͨ�����Ͻ̵̳�ѧϰ���NX�IJ���������
2�������������CAXA CAPP��������Ĺ��տ��Լ�����
���������ͨ���о�������CAPPϵͳ���������й��ռ��������ɹ��̵��о���������ij����ʽCAPP�Ĺ��չ��̿��о�����ƪ���ĵ�ѧϰ�Լ�֮ǰѧϰ���Ĺ����տ����������������
3��ʹ��NX10.0��ɸ�����Ĺ���ӹ����棬����ɳ���ı༭��
�������������Ƚϸ��ӣ���Ҳ��ͨ�������ҽ̳�ѧϰ�����������ģ�Ҳ�в����Ļ�ȥ���ָ����ʦ��
4�����չ��̵��о���ȷ����
��ͨ����ǰѧϰ��֪ʶ�Լ��ܶ��Ŀ��ǣ�������ָ����ʦ�����ۣ�ȷ���˴��Ŀ�꣬���ڴ������������ȽϾ��ܵ�������Խ�����ܳ��ĵط��Գ�Ϊ�����������ٻ���ʱ���Լ��ӹ�ʱװ�й����������Ӷ���������һ��������ʡʱʡ����Ŀ�꣬���Բ�����֮ǰ�Ĺ���ȷ����
Ŀ�����ܹ���ȷ������ܺϸ��������ԽϿ��ٵ��ߵ�������ɴ��������������Ӷ��о�������������ؼӹ��ijݿ�����Ĺ��������ӹ����棡
�о������Ϊ�������裬
һ��ѧϰ����������ɸ��������������Ѱ���ˡ�UG NX 10���İ����ؼӹ������ŵ���ͨ���Ȿ�飬��������NX�����ϵ�һЩ���㡣
������Ϥ��������ּӹ�Ҫ�Ӷ�Ѱ�ҿ��Լӹ������Ļ������Լ�˼���ӹ��������������⣬�Ӷ�Ѱ�Ҹ������������������Ķ���
����Ԥ����������Ĺ��̣��Ӷ����Ǽӹ�����װ�в�������⡣
�������3D����ģ�ͣ������ͼ�����չ��̿��빤��
��������������ӹ��ķ�����̣�����ɷ��汨�档
���������ļ���������ĵ�д
���������ϵ���ṹ
�����ĵ���ּ�����һ���ܹ����������������͵Ĵ���װ�ã����Խ����ͨ����װ�õ�ȱ���벻�㣬�Ӷ���ɽϿ��������µĻ�е������
���Ľṹ���棺
1.���⡶�������ؼӹ��ijݿ�������������ӹ�������֤��
2.����������
3.ժҪ���߶ȸ����������ݣ�Ŀ�ģ���Ҫ�ԣ���������������ܽ��³ɹ�����������塣��Ҫ���ݲ������ɳݿ�����Ĺ���ͼ��3Dģ�͵������빤��ͼ������Ĺ��չ��̿�����������ķ��汨�棬����ĸ������蹤��
Ŀ���Ǵ�������ɸ���������������������ܵĸ�Ч�������ʸߡ�
��Ҫ�Է����������Ŀǰ�ع�ҵ�ķ�չ�����Ƽ������ѣ��봫ͳ�����������Ʒ���
���������Ļ���һ�����������Ĺ���д��ȥ��Ȼ��������������ϸ����
�ܽ�ɹ���ͻ���Լ��ļ��⣬ָ�������Ƶ���˼��Ϊ��е�ӹ���ҵ��һ������
4.���ԣ��ɴ��������£������Լ����࣬�Ӻ�۵Ļ�е��չ�������������������á�
5.���ģ�Ϊ�����ĵ����⣬�һ�ͨ��������Ļ���ԭ����ʼ���������Ի���ѡ����ѡȡ������ͼ������������ģ�ͼ�ͼ�������������Թ��տ��빤�������ϸ���������̣�����Է��������������������ͼƬ������в�����
6.���ۣ���Ҫ˵������˵�ʵ�����⣬ͨ��������ɺ�����ﱾ�ʺ��ɵ���ʶ������ȷ����������ȷ������
7.�ο����ס�UG NX 10���İ����ؼӹ������ŵ���ͨ������ϳ���ϼӹ����������������������CAPPϵͳ����ͼ���о�������ϳ���ϼӹ���������еĹؼ������о�������ά�ӹ����չ����ģ�͵Ŀ��ٴ���������������CAPPϵͳ���������й��ռ��������ɹ��̵��о���������ij����ʽCAPP�Ĺ��չ��̿��о�������ά����ģ�͵��ݽ�ʽ����������
Ŀ¼
��һ�� ����
1.1�������о��ı���
1.2�����豸�ļ��
1.3�������о���Ŀ��������
1.4���ؼӹ��볣�����ͨ�ӹ��кβ���
�ڶ��³ݿ��������ͼ
2.1�������
2.2����ӹ������Է���
2.3����ļ���Ҫ�����
2.4������
������ 3D����ģ���빤���ͼ
3.1����UG����ά��ģ����
3.2�����ͼ��ȷ��
3.3������
������ �ݿ�������չ��̿�
4.1ë����ȷ��
4.1.1ȷ��ë��������
4.1.2ȷ��ë��������
4.2����װ����ȷ��
4.2.1���ػ�����ѡ��
4.2.2�оߵ�ѡ��
4.2.3���ߵ�ѡ��
4.3��д������ȷ��
4.4��д���ݵ�ȷ��
4.5�ݿǹ��չ��̿���ȷ��
4.6������
������������������汨��
5.1���ر�̵ķ���
5.2��������ķ�����ѡ��
5.3���ؼӹ�����
5.4����
�����³ݿ�����Ĺ���
6.1��д���ݵ�ȷ��
6.2�����ļ���
6.3������
�����½���
С������л
�����
��ҵ��Ƹ�¼Ŀ¼��
1.���ⱨ��
2.���չ���
3.��������
4.3Dģ��
5.���տ�
6.����
7.����ͼֽ
8.���汨��
9.�������
10.10.���ģ��
11.11.��������
��һ�� ����
1.1�������о��ı���
Ŀǰ���㻦����������չ���¿Ƽ������������غ��������ڷ�չ������ҵ�������ع�ҵ�������ǵ����Լ��ҹ�����½������չ���ع�ҵ�����������ǵ���Ұ������Щȴ���ɺ��ӣ���Ҳ��ѧϰ�ع�ҵ����Ҫ���壬���DZ��������ع�ҵ�ķ�չ.��Ϊ����֮���������ڴ�����չ�������õ�ʱ����������ع�ҵ��Ҫ�������ʶ��Ҫʵ��“�й���”���ع�ҵ�Dz��ɻ�ȱ�ģ����������ҵ��Ҫ�˼̳��뷢չ�����˽������й���չ����������Ҫ�����ã����ؼ���Ҳ�����Źؼ��Ե����á�
1.2�����豸�ļ��
���ε�����ӹ���Ҫ�õ���ϳ���ϼӹ����ĺ�����ϳ�ӹ����ġ�
��ϳ���ϼӹ����Ŀ�������4������������������ļӹ��Լ���λ�ļӹ�����Ͽ��Ի����ĵ�����һ�μӹ������ڲ���Ҫ����װ�е�����£���ɶ���������糵ϳ����ף��ۿף������Ƶȸ��ӵij�������ϳ�ӹ�����Ҳ�ǿ������Զ��ӹ��ģ�ͬ����Ͽ��Ի����ĵ������ڹ�����һ��װ���У��������ϳ���棬��ף������ƣ���ϳ�Ȳ���������ͬʱ���������������ϵı�����мӹ���������Ч�ʸߣ��ӹ������á�
���������豸����ƽ���ij�ϳ�����ԣ������������Ƚϵģ��������صľ����ԣ���ͨ��������ɲ�����ӹ��ȶ��ǿ���������ɵģ�������ʡ�������������棬Ҳ�Ǵ���Ż��ġ�
1.3�������о���Ŀ��������
���صļӹ����Ѿ����������ع�ҵ�ӹ��ĵ������ˣ�ǰ�滹�вɼ�ԭ�ϣ������ȸ������裬���dz�Ϊ��Ʒ�����һ���Ρ���������Ӧ�ö����⣬ͬ��һ��������������һ���ֽ��������ʮ��Ǯ����������Ƴɳ�ǧ���ֱ������������ļ�ֵ�Ͳ��ɹ����ˡ�������Щ��ȡ���ڻ�е�ӹ�ҵ��Ҫ������Ϊ���������ľ�����������뾫�ܵ����ؼӹ��ܲ��ɷֵġ�����Ϊ���ҹ��ľ��÷�չ������������չ�ع�ҵ�����Դ˴εġ��������ؼӹ��ijݿ�������������ӹ�������֤�����о�����Ҳ�Գ����ˡ�
�ʴ˴��о��ijݿ����Ϊһ����д���װ�ã����Խ���е��˶��Ͷ���������������������װ�ã�Ϊ�����Ͳ����������������д��Ͳۣ����Լ��ٴ����е�Ħ���붯����ʧ�Ӷ�������е��������ͨ�ļ����ڸ��ֱˣ�������ƴ��������������ľ���Ҫ��ϸߣ�������ƽ�ȣ������Ҵ���Ť�ؽϴ�Ļ�еװ��֮��Ĵ�������
1.4 ���ؼӹ��볣�����ͨ�ӹ��кβ���
���ؼӹ�����ͨ���ֶ������ļӹ���ʵ�ڱ������ǻ������Ƶģ��������ؼӹ��϶��������ơ����ؼӹ��Ļ���������ͨ��������ƺõij�����һ�ε����װ���£�ʹ�õ��Գ�������ߵ��ļӹ��������ļ�������ʹ�����ؼӹ����Զ����̶ȴ�����������������棬����ľ��ȵõ�����ߣ�����Ҳ���ǿ���ˣ�ͬʱ�������������Ч���Լ�����ʱ������ģ�����ȱ��Ҳ�У�һ���ǶԼ�����Ҫ����ߣ������Ѷ���������Ҫ��רҵ֪ʶҲ�϶࣬������豸�ijɱ��ߣ��������豸���ڵ�ά�����������棬���û������ͨ�豸��
�����
[1] �Ŵ���.����CAPPϵͳ���������й��չ��̿����������ɹ��̵��о�.[D].��������ѧԺ,2001.
[2] ������,���Һƣ�������.�������ݿ��CAPPϵͳ�й���Ƭ�ı༭�뱨�������ϵͳ�Ŀ���.[M],��е��������磬2004.
[3] �·�,������.��ά����ģ�͵��ݽ�ʽ��������. [D]�������캽�մ�ѧ,2015.
[4] ����棬��������.��ά���ӹ����չ����ģ�Ϳ��ٴ�������. [D].���ϴ�ѧ��2014
[5] ������,ʯ����.��ϵ���ϼӹ���������йؼ������о�. [D]�������캽�մ�ѧ,2015.
[6] ������.�������������CAPPϵͳ����ͼ���о�. [D]����������ѧ,2008.
[7] �ȷɡ������飬����.�����������ͼ�Զ����ɵ�����. [D]���ݼ���ʦ��ѧԺ,2011
[8] ����ѫ�������.�й��ع�ҵ��չ���̼�ǰ��. [D]���ղƾ���ѧ���̹���ѧԺ,2016
[9] ´ɽ�Ļ�.UG NX 10���İ����ؼӹ������ŵ���ͨ. [M]��е��ҵ������.,2015