














苏ICP备112451047180号-6
直流牵引电磁铁安装片冲压成型工艺与模具设计
一、选题简介、意义
随着工业设施的不断完善和技术的不断进步,我国机械制造业进入了一个高速发展的新阶段,经过机械加工过的各种产品进入了千家万户,成为人们日常生活不可缺少的物品。工业发展真正的与每一个人联系在了一起,生活在这个时代,我们必须要了解与我们息息相关的方面。模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,而我国冲压模具的技术也取得了很大的进步。
随着2001年我国加入世界贸易组织后,世界制造业重心向我国转移的速度加快,信息化带动工业化步伐加快,机械工程及自动化设备在我国工业发展发展中所起的作用越来越大。直流牵引电磁铁作为机械设备及自动化系统远距离操作控制的动力装置,采用了底端呈圆台形的衔铁,加大了磁通量,增大了牵引力。成为机械设备及自动化装置中的重要组成部分。
我们对直流牵引电磁铁安装片的冷冲压模具进行设计,使我们对冷冲压模具的结构组成和生产加工原理有一个了解。掌握CAD/CAM/CAE技术使我们可以紧跟模具设计制造的发展方向。早一步接触模具设计制造这一领域会对将来我们走向社会有一个很大的帮助。尽早的接触今后可能遇到的知识,了解这些知识,可以为我们日后的工作,提供经验和教训。当我们走向社会的时候,就会发现以前做的准备是多么的重要。
在这个充满竞争和进步的年代,我们只有不断地学习才能跟上时代的脚步,否则就会被社会发展的浪潮淹没,消失的无影无踪。这就显示出了我们这次毕业设计的重要性,是必不可缺的。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
模具生产技术水平是制约机械工业发展的基础问题,他是高新技术产业的重要组成部分,使用模具加工生产出来的产品价值往往高于模具的自身价值。模具的生产技术涉及到各个方面,如:新技术、新工艺、新材料、新设备的研发与推广运用,是一门核心技术的精密重要工艺设备技术,是炼金、材料加工、精确计量、摩擦与润滑、机电一体化、计算机等多门学科以及热处理、机械加工、技术检测等许多工种一起打造的系统工程。用模具生产制品所表现出来一些特征的高效率、少消耗、极高的一致性、高精度和高复杂程度是其他生产加工制造方法所达不到的。因此可见,模具制造工业早就成为了与高新技术产业互为联系的产业,模具工业技术水平的高低已成为衡量国家制造业水平的重要标志之一。当前,我国的模具工业正处于从传统作业模式向现代化生产进行跨越的关键阶段,认清我国模具工业的发展现状与现代模具技术发展趋势必将有利于寻求适合我国国情的模具工业发展思路。
由于模具工业的固有特点和其重要性,我国对模具产业的发展极为重视,自2001年以来,依次把模具和他的加工技术和基础设备列入了《当前国家重点鼓励发展的产业、产品和技术目录》和《鼓励外商投资产业目录》,并对全国部分重点专业模具厂实行增值税返还70%的优惠政策;1999年,国家又把有关模具技术和产品列入国家计委和科学技术部发布的《当前国家优先发展的高新技术产业化重点领域指南(目录)》之中。
以上措施均有力推动我国模具产业的飞速发展,充分发挥模具工业在整个国家工业发展中的“效益放大器”作用。2005年我国模具工业总产值已跃居世界第三位,达到 610亿元,其中模具生产最为集中的地区在珠三角和长三角地区,约占全国模具总产值的三分之二以上,模具发展有力支持着这两个地区工业的快速发展。
近年来,我国模具行业结构调整取得不小成绩,无论是企业组织结构、产品结构、技术结构和进出口结构,都在向着合理化的方向发展。模具企业每年都需进口几十亿元的设备。在创新开发方面的投入仍显不足,模具行业内综合开发能力的提升已严重滞后于生产能力的提高,主要问题体现在很多方面。
三、设计(论文)体系、结构(大纲)
一、设计、研究思路:
这次毕业设计按照零件工艺分析—确定工艺方案—绘制毛坯展开图—排样设计—模具设计的方法进行。
二、课题研究的主要内容
1.零件工艺性分析
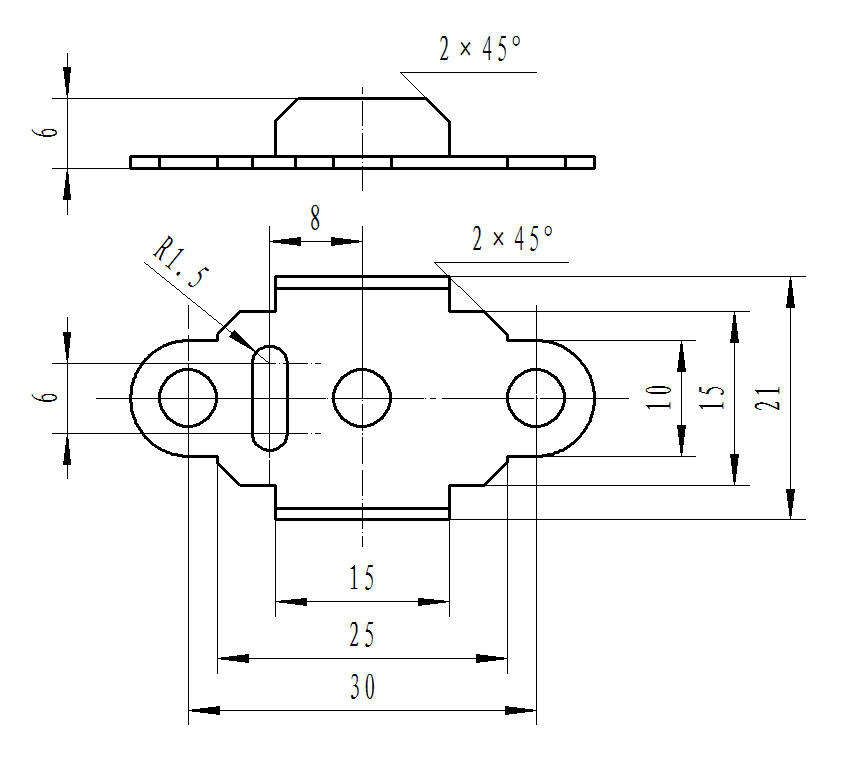
直流牵引电磁铁安装片是一个典型的零件内部带孔的弯曲工件,零件尺寸较小,结构复杂,其中零件两端都有弯曲的结构,其成形有一定难度,需要在模具中设置弯曲加工工序。
需要弯曲部位的圆角半径都能满足最小弯曲半径的技术要求,一次即可弯成。
本零件虽然结构复杂,成形有一定的难度,但可以采用冲压弯曲模进行生产加工。
2.工艺方案确定
通过上述分析,加工该零件需要落料、冲孔、弯曲等多道工序,有以下三种加工方案:
方案A:单工序冲压,即冲孔,落料,弯曲;
方案B:复合冲压,即首次落料冲孔复合,弯曲;
方案C:级进冲压。
方案A和方案B需要多副模具、多次冲压、且成形过程中需要多次定位,由于该工件尺寸较小,且为大量生产,因此前两个方案操作不方便和生产效率低,还会出现零件尺寸精度达不到精度要求的问题,因此选择级进冲压对零件进行加工。
3.排样设计
根据零件的展开图绘制可行的零件排样图,由于零件两端都需要进行弯曲,为了弯曲后切断的成形零件的顺利从凹模上脱落,采用横向直排的排样方法进行排样,之后确定料宽和步距等重要数据。
4.模具设计
根据零件的展开图计算零件的凹模周界,后选择模具相关零件的尺寸,对模具的标准固定件等标准零件进行选择,根据所确定的零件尺寸绘制零件图,最后绘制模具装配图。
目录
前言 1
第一章 工艺设计 3
1.1 零件介绍 3
1.2 零件工艺性分析 3
1.3工艺方案的确定 4
第二章 排样设计 5
2.1 毛坯排样设计 5
2.2 冲切刃口外形设计 7
2.3 工序排样 8
第三章 工艺计算 10
3.1 冲压工艺力的计算 10
3.1.1冲裁力计算 10
3.1.2弯曲力的计算 10
3.1.3卸料力的计算 11
3.2压力中心计算 11
第四章 模具机构设计 13
4.1 定位机构 14
4.2 卸料机构 14
4.3 导向机构 15
第五章 模具详细设计 16
5.1 工作零件 16
5.1.1 冲裁凸模 16
5.1.2 弯曲凸、凹模 23
5.1.3 凹模 25
5.2 定位零件 26
5.2.1 导向零件 26
5.2.2 挡料零件 27
5.3 出件零件 28
5.3.1 卸料零件 28
5.3.2 顶件零件 28
5.4 导向零件 29
5.5 其他零件 29
第六章 设备选择 31
6.1 设备吨位确定 31
6.2 设备校核 32
第七章 结论 33
致谢 34
参考文献 35
参考文献
1郝滨海. 冲压模具简明设计手册[G]. 北京:化学工业出版社,2005.1.1-234
2杨玉杰. 钣金入门捷径[M]. 北京:机械工业出版社,2005.4.1-258
3高锦张. 塑性成形工艺与模具设计[M]. 北京:机械工业出版社,2006.5.1-147
4史铁梁. 模具设计指导[M]. 北京:机械工业出版社,2003.8.3-345
5李志刚. 模具大典[G]. 江西科学技术出版社,2003.1.1-580
6裘文言,张祖继,翟元赏[Z]. 机械制图. 北京:高等教育出版社,2003.6.1-580
7梁炳文. 实用板金冲压图集[M].第2集. 北京:机械工业出版社,1999.8.1-308
8杨玉英. 实用冲压工艺及模具设计手册[M]. 北京:机械工业出版社,2004.7.1-312
9高鸿庭,刘建超. 冷冲模设计及制造[Z]. 北京:机械工业出版社,2003.1.1-297
10王新华. 冲模设计与制造实用计算手册[M]. 北京:机械工业出版社,2003.7 .1-367
11Sang B. Park. An expert system of progressive die design for electron gun grid parts. Journal of Materials Processing Technology 88 (1999) 216–221
12P Kwon , M J Chung and B Pentland. A Grammar-based Framework for Integrating Design and Manufacturing. Transactions of the ASME , Journal of Manufacturing Science and Engineering , 124 , 2002(4) : 899-907.