














苏ICP备112451047180号-6
MIG脉冲焊过程的动态仿真及验证试验
摘要
脉冲MIG焊是利用脉冲电流取代通常的脉动直流的MIG焊方法。
由于采用脉冲电流,脉冲MIG焊的电弧是脉冲式的,与通常的连续电流(脉动直流)焊接相比,脉冲MIG焊接参数调节范围更宽,并且可调参数众多。想要找到合适的焊接参数,必须进行大量的焊接实验。这会导致大量的人力、物力、才力的投入。因此,需要建立一种与实际焊接结果相接近的仿真模型,通过对不同焊接参数产生的焊接结果的预测确定最佳的焊接工艺参数。
本文对脉冲MIG焊过程的原理进行了深入的研究之后,基于MATLABLE/SIMULINIK系统分别建立了主电路仿真模型、电弧非线性负载仿真模型及弧长变化系统仿真模型,对等速送丝脉冲MIG焊的过程进行了动态仿真,并形成了整体的仿真模型。比较结果发现,仿真波形与实测波形一致性较好,证明了所建立模型的正确性。本文还分析了不同的脉冲参数,脉冲频率、峰值电流、基值电流以及送丝速度对仿真波形的影响。
关键字:脉冲;MIG焊;SIMULINK;仿真
目录
摘要 I
第一章 绪论 1
1.1 MIG焊脉冲焊 1
1.1.1 MIG焊脉冲焊概述 1
1.2 计算机仿真技术的发展及应用 2
1.2.1计算机仿真技术发展现状 2
1.2.2 计算机仿真的优点 2
1.2.3 计算机仿真在弧焊电源领域的研究现状 2
1.3 本研究的主要内容 3
第二章 脉冲MIG过程动态模型的建立 4
2.1 主电路模型 4
2.2 弧长变化系统模型 9
2.3 电弧非线性负载模型 11
2.4 整体仿真模型 12
2.5 本章小结 13
第三章 实验条件及设备连接 14
3.1 实验设备 14
3.1.1 逆变式HB500华宝焊机 14
3.1.2 CS-401Y送丝机 15
3.1.3 高速摄影设备 16
3.1.4 直线焊接工作台 17
3.1.5 氙灯背光仪器 18
3.2 实验系统 19
3.2.1 高速摄影系统 19
3.2.2 焊接过程信号分析测试系统 20
3.2.4 设备整体连接图 21
3.3 实验条件 22
3.4 本章小结 22
第四章 仿真试验及结果分析 23
4.1 仿真试验 23
4.1.1 仿真波形图 23
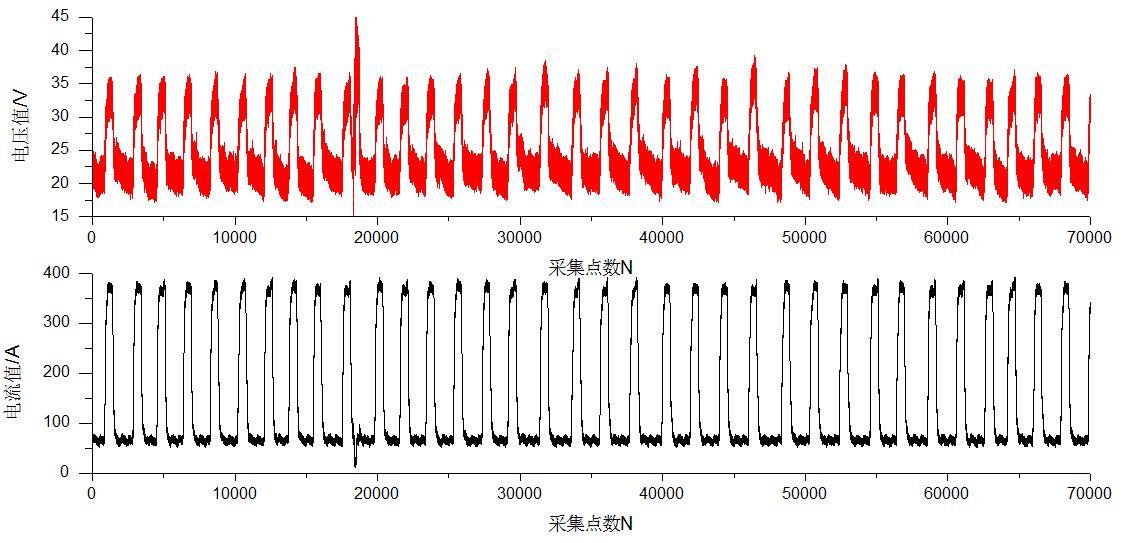
4.1.2 实测波形图 24
4.2 脉冲参数对波形的影响 25
4.2.1 脉冲频率 25
4.2.2 峰值电流 26
4.2.3 基值电流 27
4.2.4 占空比 28
4.4 送丝速度对仿真波形的影响 30
4.5 本章小结 30
结论 31
参考文献 32
致谢 33
附录1外文文献: 34
附录2中文翻译: 44
结论
脉冲 MIG 焊作为高效化的焊接方法,是目前国际焊接界研究和推广的热点之一。其可调参数众多,要想找到适合需要的各组参数,需要进行大量的试验,需要人力和财力的极大投入。本文通过对等速送丝调节系统脉冲 MIG 焊过程进行研究,建立了系统的仿真模型,并通过了试验验证。所做工作及获得结论如下:
1. 通过对等速送丝调节系统双丝脉冲 MIG 焊焊接过程进行研究,利用MATLAB 的仿真工具 SIMULINK 建立了其数学仿真模型,并通过仿真试验得出了仿真波形。
2. 建立了相应的试验系统,并通过实际试验获得实测波形。通过比较发现,仿真波形与实测波形基本相符,从而证明了所建模型的合理性和实用性。
3. 通过对影响系统的几个参数,即:脉冲频率、设定峰值电流、设定基值电流及送丝速度的分析,可以看出:脉冲参数及速度参数对仿真波形的影响是比较大的。在脉冲 MIG 焊中利用仿真模型来调节这些参数以控制电弧电压、焊接电流在一定的范围之内是可行的。另外,利用高速摄像的手段研究在各组参数下的电弧行为,进一步证明了所建模型及所选参数的合理性。
4. 利用计算机仿真易于进行实际系统难以实施的各种试验。对于不同方法所建立的试验系统,以及同一系统的不同参数,可以方便地进行反复试验比较,得出最佳系统及参数,然后依此进行实际试验,省时、省力,并且可以得到较为合理的结果。
参考文献
[1] Li Jianguo. Present situation and future of welding machinery in dietary. China Welding, 1994, 3(2)
[2] 吴重光.仿真技术.北京:化学工业出版社,2000.1~6
[3] 王正中.现代计算机仿真技术及其应用.北京:国防工业出版社,1991.
[4] 杜乃成.计算机仿真在焊接学科中的应用.焊接技术,1999,28(2):42~43
[5] 蒋力培.晶闸管焊机数字仿真实验系统的研究.第八次全国焊接会议论文集(3),1997,588~591
[6] 杨立军.焊接自动控制系统数字仿真技术应用的探讨.第八次全国焊接会议论文集(3),1997,604~606
[7] 胡庆彬.单端正励式弧焊逆变器的仿真研究.焊接技术,1999,28(5):8~10
[8] 任廷春.弧焊电源.北京:机械工业出版社,2000.141~158
[9] 张军红.机器人弧焊逆变器波形模糊逻辑控制的研究:[华南理工大学工学博士学位论文].广东,华南理工大学,1999.
[10] 杨立军.CO2焊短路过程动特性与外特性的关系.焊接学报,2003,24(2):31~34
[11] 余文松,薛家祥.CO2电弧焊动态过程的MATLAB仿真研究.焊接学报,1999,20(3):153~157
[12] 胡连海.波形控制CO2焊短路过渡过程的计算机仿真及试验研究:[天津大学硕士学位论文].天津,天津大学,2003
[13] W. Mao and M. Ushio. Measurement and theoretical investigation of arc sensor sensitivity in dynamic state during gas metal arc welding. Science and Technology of Welding and Joining, 1997, 2(5):191~198
[14] J.H.Choi, J.Y.Lee. Simulation of dynamic behavior in a GMAW system—A model is developed to predict variations in welding parameters due to surface tension and electromagnetic force. Welding research supplement,2001(10):239~245
[15] 傅希圣,李烨.焊丝熔化率公式研究.焊接学报,1995,16(4):226~232
[16] 唐幕尧.焊接测试技术.北京:机械工业出版社,1988:291~297
[17] 郭海云,李桓.高速摄像技术在弹道碎石器探头运动参数测量中的应用.中国医疗器械杂志,2004,28(6):403~405
[18] 杨运强,李桓等.熔化极电弧焊多信息同步高速摄影.焊接学报,2002,23(6):29~32
[19] 李桓,李国华等.熔化极电弧焊熔滴过渡过程的高速摄影.中国机械工程,2002,13(9):796~798
[20] 藤村浩史.调整电弧焊接方法的开发.熔接技术,1990,88(3):108~114
[21] 傅希圣,李烨.熔化极气体保护焊焊丝伸出长度和电弧弧长的稳定性.焊接学报,1995,16(2):100~105
[22] 秦曾煌.电工学.北京:高等教育出版社,1990.