














��ICP��112451047180��-6
��Բ��ӹ����շ����ͱ�����
���ع��շ�����ѡ��
3.1���ͼ���շ�����
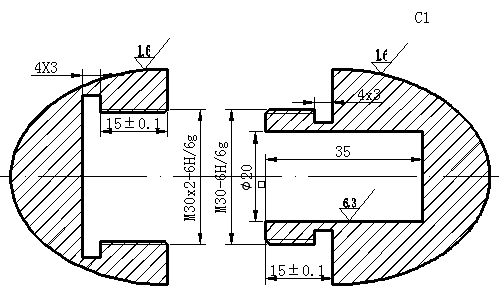
1����ʾ��������ϵ���Բ�������������Բ�����桢�����ơ������ơ���β�˵��ۡ��ڿ���ɡ���������������������������������ϣ����۵�������ʹ���װ��ʱ��һ����ȷ��λ�ã���ʹ���Ƽӹ�ʱ�˵��ķ��㡣���ݹ�������������������Բ�������ͼ���涨����������M30x2-6H/6g�нϸߵijߴ磬��������������Ե�Ҫ����Բ�������Ͻ�С�ı���ֲڶ�ֵ�����ȴ���Ҫ����Щ����Ҫ������ڼӹ��и��豣֤��
��ˣ�������Ĺؼ�����������M30x2-6H/6g�Լ�������Բ�����档
��2��ȷ��ë��
����Բ�������Ϊ45�֣�����һ���ת�������������ѡ45�ֿ�������Ҫ��
ѡ��Φ50mm������Բ����ë����
��3��ȷ����Ҫ����ļӹ�����
��Բ���������Ҫ���ó����ļӹ����������ڸ�����н�С�ı���ֲڶ�ֵRa(Ra=1.6um),�ʴֳ������辫������
3.2��λ����װ�з�ʽ��
��1�����
������ѡ��λ�������ڱ�֤����ijߴ��λ�þ������ž����Ե����á�
���ڸ���ϼ�������������ϣ����ڼӹ���������Բ����ʱ��Ҫ������������װ�У��ø�����������һ���˵����˸��ӹ�һ�������ƺ�һ��������ʹ������������ϵĹ����������������ƽ�����ϣ��ڼӹ����1������Բ����ʱ��������צ�Զ��Ŀ��̼�ס������������������һ�ˣ�ʹ�������Ƶ�һ�������1������������������ڼӹ����2ʱ��������צ�Զ��Ŀ��̼�ס������������������һ�ˣ�ʹ�������Ƶ�һ�������2���������������������ڼӹ���������Բ����ʱ�Ķ�λ���Ǹø��������˵����ġ�
���1������→������→���→����→�в�→������→���ܳ�→����Բ����
���2������→������→���→��M30������Բ→�в�→������→���ܳ�→����Բ����
��2��װ�з�ʽ
���ڼо�ȷ������������ػ�������ϵ�е�λ�ã��������Ҫ�о��ܱ�֤����ڻ�������ϵ����ȷ����ͬʱЭ��������������ϵ�ijߴ磬ȷ����ȷ��װ�з�ʽ��ʹ�䱣��ȷ�Ķ�λλ�ã������������������������ġ���������������ȵ����ö�����λ�ñ仯�����Ա�֤�ӹ����ȺͰ�ȫ���������ǻ�ת�������������ѡ����צ�Զ��Ŀ���װ�У�ѡ������װ�з�ʽ���ṹ��Լ��ܱ�֤�ӹ�Ҫ����ʵʩ��
3.3ȷ���ӹ�˳��
�ӹ�˳���ѡ��ֱ��Ӱ�쵽����ļӹ�����������Ч�ʺͼӹ��ɱ�����ˣ�����ƹ���·��ʱ��Ӧ�������ź������ӹ����ȴ��������������˳������ù������ν����⣬���ջ������С������ס�������Ρ��ȴֺ�ԭ��ȷ���ӹ�˳��
�ӹ������1��ʱ������ף�������������Բ�ߴ磬���ǣ����в۵��ӹ��������˵��ۣ�Ȼ�����������ߴ磬��ɺ�ȡ�µ�ͷ���Ƚ��������õĸ���������װ������צ�����ϣ��ٽ��������������������ܳ��Ƿ�ﵽ�ߴ�Ҫ��������г���Ȼ��־�����Բ���ߡ�
�ȼӹ������2����ס����ۣ��־���M30�����Ƶ���Բ�Լ����ǣ����в۵��ӹ���ۣ�Ȼ���ٳ�M30���ƣ���ɺ�ȡ�µ�ͷ�����������õ�����M30�������ϵĸ���������װ������צ�����ϣ��ٽ�M30���������������������������ܳ���Ȼ��־�����Բ���ߡ�
���ع��շ�����ѡ��
3.1���ͼ���շ�����
1����ʾ��������ϵ���Բ�������������Բ�����桢�����ơ������ơ���β�˵��ۡ��ڿ���ɡ���������������������������������ϣ����۵�������ʹ���װ��ʱ��һ����ȷ��λ�ã���ʹ���Ƽӹ�ʱ�˵��ķ��㡣���ݹ�������������������Բ�������ͼ���涨����������M30x2-6H/6g�нϸߵijߴ磬��������������Ե�Ҫ����Բ�������Ͻ�С�ı���ֲڶ�ֵ�����ȴ���Ҫ����Щ����Ҫ������ڼӹ��и��豣֤��
��ˣ�������Ĺؼ�����������M30x2-6H/6g�Լ�������Բ�����档
��2��ȷ��ë��
����Բ�������Ϊ45�֣�����һ���ת�������������ѡ45�ֿ�������Ҫ��
ѡ��Φ50mm������Բ����ë����
��3��ȷ����Ҫ����ļӹ�����
��Բ���������Ҫ���ó����ļӹ����������ڸ�����н�С�ı���ֲڶ�ֵRa(Ra=1.6um),�ʴֳ������辫������
3.2��λ����װ�з�ʽ��
��1�����
������ѡ��λ�������ڱ�֤����ijߴ��λ�þ������ž����Ե����á�
���ڸ���ϼ�������������ϣ����ڼӹ���������Բ����ʱ��Ҫ������������װ�У��ø�����������һ���˵����˸��ӹ�һ�������ƺ�һ��������ʹ������������ϵĹ����������������ƽ�����ϣ��ڼӹ����1������Բ����ʱ��������צ�Զ��Ŀ��̼�ס������������������һ�ˣ�ʹ�������Ƶ�һ�������1������������������ڼӹ����2ʱ��������צ�Զ��Ŀ��̼�ס������������������һ�ˣ�ʹ�������Ƶ�һ�������2���������������������ڼӹ���������Բ����ʱ�Ķ�λ���Ǹø��������˵����ġ�
���1������→������→���→����→�в�→������→���ܳ�→����Բ����
���2������→������→���→��M30������Բ→�в�→������→���ܳ�→����Բ����
��2��װ�з�ʽ
���ڼо�ȷ������������ػ�������ϵ�е�λ�ã��������Ҫ�о��ܱ�֤����ڻ�������ϵ����ȷ����ͬʱЭ��������������ϵ�ijߴ磬ȷ����ȷ��װ�з�ʽ��ʹ�䱣��ȷ�Ķ�λλ�ã������������������������ġ���������������ȵ����ö�����λ�ñ仯�����Ա�֤�ӹ����ȺͰ�ȫ���������ǻ�ת�������������ѡ����צ�Զ��Ŀ���װ�У�ѡ������װ�з�ʽ���ṹ��Լ��ܱ�֤�ӹ�Ҫ����ʵʩ��
3.3ȷ���ӹ�˳��
�ӹ�˳���ѡ��ֱ��Ӱ�쵽����ļӹ�����������Ч�ʺͼӹ��ɱ�����ˣ�����ƹ���·��ʱ��Ӧ�������ź������ӹ����ȴ��������������˳������ù������ν����⣬���ջ������С������ס�������Ρ��ȴֺ�ԭ��ȷ���ӹ�˳��
�ӹ������1��ʱ������ף�������������Բ�ߴ磬���ǣ����в۵��ӹ��������˵��ۣ�Ȼ�����������ߴ磬��ɺ�ȡ�µ�ͷ���Ƚ��������õĸ���������װ������צ�����ϣ��ٽ��������������������ܳ��Ƿ�ﵽ�ߴ�Ҫ��������г���Ȼ��־�����Բ���ߡ�
�ȼӹ������2����ס����ۣ��־���M30�����Ƶ���Բ�Լ����ǣ����в۵��ӹ���ۣ�Ȼ���ٳ�M30���ƣ���ɺ�ȡ�µ�ͷ�����������õ�����M30�������ϵĸ���������װ������צ�����ϣ��ٽ�M30���������������������������ܳ���Ȼ��־�����Բ���ߡ�
Ŀ ¼
��һ��ǰ��……………………………………………………………………
�ڶ������������……………………………………………………………
2.1�����Ŀ…………………………………………………………………
���������ع��շ�����ѡ��…………………………………………………
3.1���ͼ���շ���…………………………………………………………
3.2��λ����װ�з�ʽ……………………………………………………
3.3ȷ���ӹ�˳��……………………………………………………………
3.4ȷ���ӹ�����……………………………………………………………
3.5���ߺͲ��ϵ�ѡ��………………………………………………………
3.6�ⶨ���س����ӹ�����Ƭ……………………………………………
3.7�ӹ�������ȷ��…………………………………………………………
3.8��Ҫ�ӹ�����ͼӹ�����………………………………………………
���������С��………………………………………………………………
�����²ο�����………………………………………………………………
��л……………………………………………………………………………
�����
1������е��ͼ�����ӥ���ࡣ ��е��ҵ�����磬2000
2�������ر�̡����������� �й��Ͷ���ᱣ�ϳ����磬2004
3������������ԭ���뵶�ߡ���������ࡣ �й��Ͷ���ᱣ�ϳ����磬2006
4�����������ϼ��ȴ��������������������ࡣ �й��Ͷ���ᱣ�ϳ����磬2007
5�������ػ�����еϵͳ������ΰ���ࡣ �й��Ͷ���ᱣ�ϳ����磬2004
6�������������������������Ƽ�������������� �ߵȽ��������磬2005
7������е��ƻ��������������ࡣ �ߵȽ��������磬2005