














��ICP��112451047180��-6
�������������������
ժ Ҫ
���ڹ�������Ҫ��������е������������ܽ������ף��Ա㰲װ���г��ŷ��ס�������������������������豸���쳧���мӹ���������֤�ɿ��������ܻ�ԭ���ڱ�֤��װ���������ȡ�Ϊ�˽��ͼ��Ĺ��̷��ã����������������ֳ��Ի��ܽ������ӹ�������DZ���о�������ֳ�ʵ��������ר�������豸——ר���۴����ٽ��ר���豸�������գ��������ʵ���еĽ���������Ҹ�����Ϊ������������ǿ��Եġ�
��Ƶ���ɫ��������ֳ���װ���۸˵ĸն����⣻���������ϴ��Ҫ��ר���豸�۵�ϵͳ������ʽ�۴���ƽ���̽ṹ���ɷ����������������ȣ�����������ʽ���죬ʹ�˶�ƽ�ȣ���װ��ݣ�֧�Ų�����ϻ�����ʽ֧�ţ����ڲ�ж��װ������������ʡ�
�ؼ��� ר���豸 ר���۴� �ӹ�Ч�� ����ʵ��
Ŀ ¼
��ҵ���������vժ ҪVi Abstract Vii
1 �� ��1
1.1 ���Ŀ�ĺ�����1
1.2 ������Ҫ��1
1.3 Ӧ���������1
1.4 �����Ŀ�ķ�չ���1
1.4.1 �۴��ķ�չ��ʷ2
1.4.2 �ִ��۴�����״����չˮƽ3
1.4.3 �ִ��۴����ٷ�չ��Ҫ�ļ�����ʽ3
1.4.4 �۴��ķ�չ����4
1.5���ԭ��4
2 �������6
2.1 �������ԭ��6
2.2 ���շ���6
2.3 ���巽���ıȽ�6
2.3.1 ���˵İ�װ��ʽ6
2.3.2 ������ʽ 7
2.3.3 �����˶���ʽ7
2.3.4 �����˶��ķ���7
2.3.5 ѡ����ʽ��֧����ʽ7
3 ���ܲ�������9
3.1 ����������ѡ��ת�ء����ʵ�ȷ��ԭ��9
3.2 �������������ѡ��10
3.2.1 �����ۿ��ղ���10
3.2.2 ���������ٶȡ�Ť�غ��������ʹ�ʽ10
3.2.3 ��Ҫ���������ļ���11
3.3 ѡ����13
4 ��������ϵͳ���14
4.1 ȷ���ܴ�����14
4.2 ���䴫��װ�õĴ�����14
4.3 �����ܵĻ�еЧ��15
4.4 ���㴫��װ�ø�����˶��Ͷ�������15
4.5 ���������16
4.6 ����б���ֵ���Ƽ���19
4.6.1 ѡ���������͡����ȵȼ������ϼ�����19
4.6.2 ������Ӵ�ǿ�����20
4.6.3 ���ݸ�����ǿ�����21
4.6.4 ���γߴ����23
4.6.5 ��������Բ��б����23
4.6.6 ���ֵĽṹ���24
4.7 ��Ľṹ���24
4.7.1 ����Ƶ���Ҫ����24
4.7.2 ��IJ���24
4.7.3 �����Ƽ���25
4.7.4 ��Ťתǿ�ȳ��������ᾶ25
4.7.5 ��Ļ������26
4.7.6�����ϵ��غ�27
4.7.7����Ť�ϳ�Ӧ��У�˵����ǿ��28
4.7.8 ��ȷУ�����ƣ��ǿ��28
4.7.9 �����������31
4.8 ������ѡ�ü�����ǿ��У��36
4.9 �Գ��ܽϴ��غɵ�Բ������н���У��37
4.10 �۵�ϵͳ���38
4.10.1 �۵�ͷ38
4.10.2 �۸�ѡ��39
4.11 ����Ľṹ���40
5 �������42
6 �۵�ǿ�ȼ��۸˵��ȶ�������45
7 ��������49
�� ��50
С ��51
�� �� �� ��52
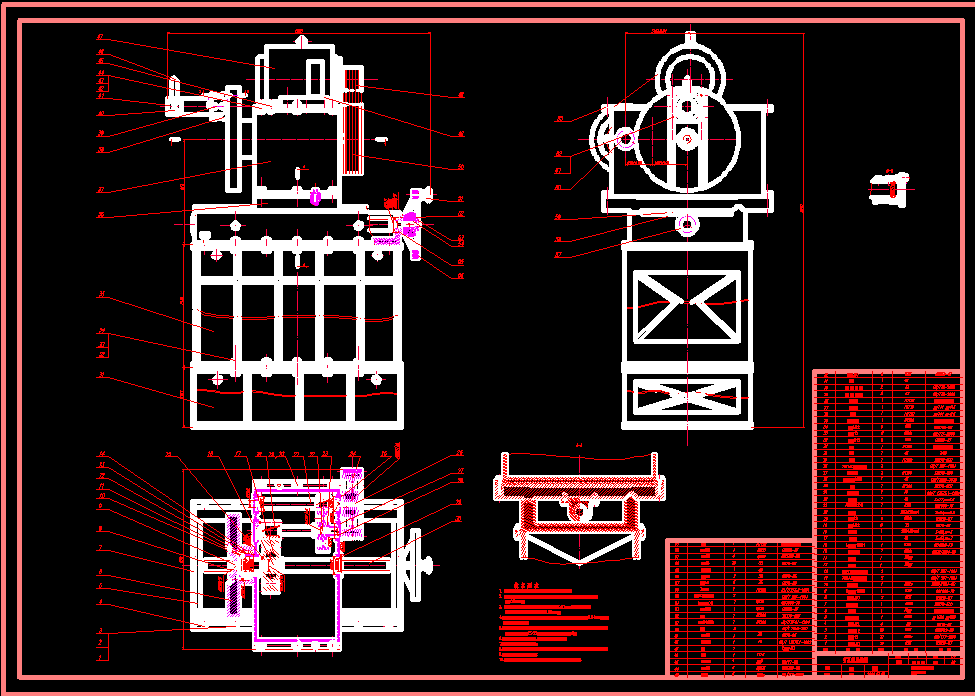
��¼A: E1�����������ܼӹ�����ͼ53
��¼B: E2�����������ܼӹ�����ͼ54
�� л 55
�������������Ϸ��� 56
1 �� ��
1.1 ���Ŀ�ĺ�����
��˾Ϊ����Ӧ�����г�����ʵ����ȫ����������ϵͳ�����˴��ģ�ĸ��죬�����������Ʒ�������ɲ��ʺ���ҵЧ�ʣ��Լ�Ϊ�����ṩ��������ԭ�ϣ�ͬʱ���������Ʒ���г�ռ���ʡ�Ϊ�����������������ǿ���ֵ��г������������������е�E1��E2�����������и��죬ʹ�������ֲ�Ʒ�����ﵽ�����Ƚ�ˮƽ��
�˴θ����ó��г��ŷ�Һѹ�����ԭ�綯��е��ѹϵͳ��Ϊ��֤���г�����ԭ��ѹ����λ�ñ仯Ҫ���ڰ�װ�ŷ���λ�ã�������е������������ܿ������ף��Ա㰲װ���г��ŷ��ס�
����������������ʵʩ�����Ƚ�ͻ�����������������豸���쳧���мӹ���������֤�ɿ��������ܻ�ԭ���ڱ�֤��װ������Ϊ�˽��ͼ��Ĺ��̽�����ã����������������ֳ��Ի��ܽ������ӹ���
Ϊ�˲��þ���ʵ�õķ�����������ֳ����ף�����ֳ�ʵ��������ר�������豸���ٽ��ר���豸������ϸ�������գ��������ʵ�Ľ���������÷������о��á�ʵ�á����е��ص㡣
1.2 ������Ҫ��
E1�����������ܣ����ӹ��״�300mm������540mm����ʵ�ʳ���292mm,���¿����ľ�1500mm��������϶����5mm��
E1�������������¿���Ե�����Ϊ+200mm���Ͽױ��Ϊ+1700mm����װ����Ϊ-1600mm��
E2�����������ܣ����ӹ��״�260mm����440mm����ʵ�ʳ���108mm�����¿����ľ�1240mm��������϶����5mm��
E2�������������¿���Ե�����Ϊ+320mm���Ͽױ��Ϊ+1560mm����װ����Ϊ-1600mm��
1.3 Ӧ���������
��ζԽϴ�������ף�����ϵͳ���ȶ��ԣ��ֳ��������������⣻���ڻ���δ��ж����ֻ���ڻ����ϼӹ����ף����뿼���ֳ��ռ��С�Լ�ר���۴��������ɱ����⡣
1.4 �����Ŀ�ķ�չ���
�۴���һ����Ҫ���۵��ڹ����ϼӹ��Ļ�����ͨ�����ڼӹ��ߴ�ϴ���Ҫ��ϸߵĿף��ر��Ƿֲ��ڲ�ͬ�����ϣ����λ�þ���Ҫ��ϸߵĿס��������ϵĿף������Խ���ϳ������ף����ף��¿ȹ������۴����ص��ǣ����۴����ۿ�ʱ���۵������복����ͬ����֮ͬ���ǹ����������۵�����ת���ۿӹ�����һ��ΪIT9—IT7������ֲڶ�ΪRa6.3—0.8mm��
�����������۴�����װ���۴��ϵĽ����������ߣ��Թ����ϵĿ�����һЩ�ӹ�������������ӹ���һ�ֻ��������������Ļ���������ͨ���۴��ϵ��۵��빤���������˶����Թ����ӹ��������������ʹһ�����������ӹ����棬��ʹ���ӹ�������һ���ļӹ����Ⱥͱ���ֲڶȵ��������̡��������ص�Ϊ�����߽ṹ��,ͨ���Դ�,�ɴּӹ�Ҳ�ɰ뾫�ӹ��;��ӹ�,����������С�ļӹ����ۿ�����ȡ���ڻ������ȡ�
����һ�����۴����ӹ����ĺ���ϻ����Ͻ��У���Ҫ���ڼӹ����塢֧�ܺͻ����ȹ����ϵ�Բ���ס����ƿס����ڹ��ۺͶ��档���������⸽��ʱ��Ҳ�ɼӹ��������桢�ȡ��Ը������ϵ��ۿ���һ��ɴ�IT9��7������ֲڶ�ΪR2.5��0.16�ס�����ʱ��������װ�ڻ�������̨������о��ϣ��۵�װ�����۸���(Ҳ�����۸��Ƴ�����)��������������ת����������ģʱ���۸������ḡ�����ӣ��ӹ�����ȡ������ģ�ľ��ȡ���������ģʱ���۸�������������ӣ��ӹ�����ȡ���ڻ����ľ��ȡ������۸˵��������ϴ����ײ�����ѡ�õ������������˺ܴ������ӹ��ִ��ۡ��뾫�ۺ;��ۡ����ø��ٸֵ�ͷ������ͨ�ֲ�ʱ�������ٶȣ�һ��Ϊ20��50��/�֡�����Ӳ�ʺϽ�ͷʱ�������ٶȣ����ۿɴ�40��60��/�֣����ۿɴ�150��/�����ϡ��Ծ��Ⱥͱ���ֲڶ�Ҫ��ܸߵľ���������һ���ý���۴���������Ӳ�ʺϽ𡢽��ʯ������������ȳ�Ӳ���ϵĵ��ߣ�ѡ�ú�С�Ľ�����(0.02��0.08����/ת)��������� (0.05��0.1����)������ͨ�����������ٶȡ����������ļӹ������ܴﵽIT7��6������ֲڶ�ΪR0.63��0.08�ס������ۿ���ǰ��Ԥ�ƿ�Ҫ�������ۡ��뾫�ۺ;��۹���Ϊ�����ۿ����ºܱ������ȵļӹ������������ӹ������ë�������������������ּ�����ɫ�����������ͼ��������������������ë���IJ��ϳ�ѡ�û����������֡����Ͻ�ͭ�Ͻ�ȣ��ͼ�ͨ��������̼�ṹ�ֺͺϽ�֣���������������õ�̼�ṹ�ְ��ϣ����и�ӹ��Ӷ��ɡ�
ר���۴���Ҫ��������ļӹ���Ӧ�÷�Χ�Ϲ㡣ͬʱ��ר���۴���Ҫ���ڴ�����������������������ʸߣ��ܼӹ������Ѽӹ�������ҽṹ������ɱ��͵��ص�,�������������ϵ�ļӹ�,���ڽ�Ϊ���ӵĻ����¹����Ҽӹ������ȶ���������ר���۴���Ҫ��������߾��ȡ��������ʷ���չ������Ӧ���Ӷ�������������
1.4.1 �۴��ķ�չ��ʷ
���������ӹ�����������е������ռ�м��ص�λ�ã�Լռ��е�����ܹ�������40~60������1770��ǰ���������ֹ���һ������ӹ����ӹ����������ײ��ܵ��ᆱ��Ҫ�����Ǿʹ�����ר�żӹ�����������רҵ���������Ǿ͵����˵�һ̨��ʽ�۴���
20���ͳ���,�����ӱ���������ҵ�ķ�չ,��Ҫ�ӹ��ྫ�Ƚϸߵ��豸��1905������ʿ�Ƴ�С��̨ʽ���궨���Ļ�����1917�꣬�������Ƴɵ��������۴���1920����ʿ�Ƴ�˫�������۴�����ʱ������������۴����þ���˿����ĸ�������(������)��ǧ�ֱ���Ϊ���궨λװ�ã����궨λ���Ƚ�Ϊ6��10�ס�30���,�ڵ¹�����ʿ���Ⱥ�����������Ƴ߶�λ�Ĺ�ѧ�����۴������궨λ������ߵ�2��6�ס�60����Ժ����ŵ��Ӽ����ķ�չ�������۴���������ʾ�����ֿ��Ʒ���չ�����ù�դ����Ӧͬ��������������Ǻʹ�դ����Ϊ���궨λװ�ã��еĻ��������Զ�����װ�á�
���˶�ʮ�������ڣ�����̳����˼ӹ����ָ��Ӵ�������������۴������ڼӹ�����IJ��ϱ仯���ٽ����۴��IJ��Ϸ�չ���ơ����ڷ�չ��Ϊ�������ͨ���ԡ������Ե���ʽ�۴���������������ҵ��˵����Щ�����λ�صĴ������Ŀӹ������ڹ������ƶ���װ�����ѣ�������ͨ��ʽ�۴��ϼӹ�����ˣ�����ʽ�۴��Ļ������ַ�չ��������������۴���
1.4.2 �ִ��۴�����״����չˮƽ
�ִ��������Ÿ��ٶȡ���Ч�ʡ��߾��ȷ���չ���Ի�е�������Ҫ��Խ��Խ�ߣ�ͬʱ����Ҳ�������ӣ��ر�������������п�ϵ����ص������˱����гߴ羫��Ҫ���⣬������״���ȺͿ�ϵ֮���λ�þ���Ҫ���۴�����Щ�ӹ�����Ϊ��Ҫ���ִ���������һЩ��������ǿ���Բ��ߵ�ר���۴��������˴����������������ߡ������ס��ͱÿ��������ϵ�ר�żӹ����ܿĽ���۴���
1.4.3 �ִ��۴����ٷ�չ��Ҫ�ļ�����ʽ
a.��ʽ�۴�����Ҫ���ڲ���ļӹ���
b.�����۴�����һ�ָ߾��ȵĻ�������Ҫ�ص㣺��������λ�õľ��ܲ���װ�á�
c.����۴���һ�ָ��پ����۴�����Ҫ�ص㣺vc�ܸߣ�ap��f��С���ӹ����ȿɴ�IT5--IT6.Ra��0.63--0.08μm��
d.ר���۴���ר����ϳͷ����Ҫ�ص㣺�ṹ������ɱ��ͣ�����Ӧ���ٻ����������ӵ�����������
�����۴��ķ�չ��ΪѸ�٣��������һ�������۴���
�����۴��Ǹ߾��Ȼ�����һ�֣����Ǿ��о������궨λװ�ã����ڼӹ��߾��ȿ��ϵ��һ���۴������Ľṹ�ص���������λ�õľ��ܲ���װ�á��������۴��ϻ��ɽ�����ס����ס��¿ס�ϳ�������ܿ��ߺ;��ܻ��ߵȹ�����Ҳ������������ߴ�ľ��ܲ�������;�㷺�������۴������ڹ��߳���ӹ���ģ����ģ�����ߵȣ�Ҳ������������ӹ����ܹ�����
�����۴��ļ�ʷ ��20���ͳ���,�����ӱ���������ҵ�ķ�չ,��Ҫ�ӹ��ྫ�Ƚϸߵ��豸��1905������ʿ�Ƴ�С��̨ʽ���궨���Ļ�����1917�꣬�������Ƴɵ��������۴���1920����ʿ�Ƴ�˫�������۴�����ʱ������������۴����þ���˿����ĸ�������(������)��ǧ�ֱ���Ϊ���궨λװ�ã����궨λ���Ƚ�Ϊ6��10�ס�30���,�ڵ¹�����ʿ���Ⱥ�����������Ƴ߶�λ�Ĺ�ѧ�����۴������궨λ������ߵ�2��6�ס�60����Ժ����ŵ��Ӽ����ķ�չ�������۴���������ʾ�����ֿ��Ʒ���չ�����ù�դ����Ӧͬ��������������Ǻʹ�դ����Ϊ���궨λװ�ã��еĻ��������Զ�����װ�á�
�����۴��ɷ�Ϊ����ʽ�����۴���˫��ʽ�����۴�����ʽ�����۴��������͡�
�������������۴�:���ᴹֱ���ã�����������Ͳ�����������ƶ���ʵ�ִ�ֱ����,�е�����������������������ƶ�����Ӧ��ͬ�߶ȵĹ���������̨�ػ����������ƶ��������ش��������������ƶ�����������궨λ������̨���注�����������㡣��С�������۴����������ֲ�����ʽ�����궨λ����Ϊ2��4�ס�
˫�������۴�:�������ϲ�ͨ���������ӣ��������������������µ���λ�á��������غ��������������ƶ�������̨�ش��������������ƶ�����������궨λ�����͵�˫�������۴��������ϻ�����ˮƽ�����䡣����˫�����ʽ�ṹ,�նȺܸ�,�����������۴���Ϊ������ʽ,���궨λ����Ϊ3��10�ס�
����������˫�������۴������ᶼ��ֱ�ڹ���̨�棬һ���ʺ��ڼӹ�һ���������пĹ���������ģ����ģ������ȡ��ӹ����������пĹ���ʱ������ʹ�����ܻ�ת����̨����������ijߴ�������ܵ����ơ�
�� ��ʽ�����۴�:�������귽����ƶ��ֱ�Ϊ����̨�����ƶ��������䴹ֱ�ƶ�������̨����ˮƽ���ڻ�ת�������˶����������������ƶ���������Ͳ������ʵ�֡���������ƽ���ڹ���̨�棬���þ��ܻ�ת����̨����һ�ΰ�װ������ܷ���ؼӹ�����������������е�����ף����ҹ�����װ���㣬����Ч�ʽϸߡ������۴��ʺ�����������ļӹ���
1.4.4 �۴��ķ�չ����
�ִ��۴��ɹ�ȥ��ר���۴���չΪ�����ͨ���Ի��������нϴ�Ĺ��շ�Χ�����˶������Ըߣ��ܼӹ����ӵ������ͨ���۴��������ػ������ͻ��������ܡ����ٶȵȷ���չ��һЩר���۴��������չ��ʹר���۴��������ڴ�Ϊ���ͣ������ɱ����ͣ������С����������ּӹ�Ҫ��
1.5���ԭ��
��ר���۴���Ҫ�ɵ���ϵͳ������װ�á�����װ�ù��ɡ�
�۵��ɷ�Ϊ�۵�ͷ���۵��顣
�۸˰�֧����ʽ��Ϊ����ʽ��˫֧��ʽ�۸ˡ�
����װ�ÿ��ɳ��ֱ��ٻ���������װ�ù��ɣ������⿼�ǵ���е�ṹ���ɱ����أ�ѡ�ó�������١�
����װ����Ҫ�ɸ�����������
����Ƹ������������۴��������ϻ����ۺ�������õ����ڵ������������˶�����������CA6140���졣�������֧���ṩ��ͬ�߶ȵĿӹ���
�� �� �� ��
[1] ���ܿ�����.��е���칤������ֲ�[M].��������ҵ��ѧ������
[2] �ֶ�ǫ����.������������[M].��е��ҵ������.1985��
[3] �����ࡢ�żѱ���.��е����װ�����[M]. ��е��ҵ������.2003
[4] ����������.��е��ƿγ����ָ����[M].�ߵȽ���������.2004
[5] ��е����ֲ�[M].�°�.��2��.��е��ҵ������.1990
[6] ���������� .��е���[M].�ߵȽ���������.1997
[7] S.������������S.R.ʩ�ܵ�����.���칤���뼼�������ӹ�����Ӣ�İ棩��ѧϰ[M]. ��е��ҵ������.2003
[8] ������ ��������.һ��С��ר���۴������[J]. �ִ����칤��-2005(4)-116-116
[9] ����.�ӳ�ר���۴������������[J]. ��е����-2004:42(3)-74-74
[10] ����.�۹�����ѧ[M].���ս���������
[11] �����֡����ٻԡ���Ԫ��.��е��ͼ[M].�����ѧ������.2000
[12] ����������.��еϵͳ���[M].��������ҵ��ѧ������.2003
[13] ��������.������������[M].����:��е��ҵ������.1994
[14] ��������ֲ��д��.��������ֲ�[M].��һ��,�ڶ���,������.����:��е��ҵ������.1986
[15] ������֯��ѧԺ����������ҵ��ѧ������ѧ.�������ͼ��[M].�Ϻ���ѧ����������.1979
[16] ˾ͽ�ҡ����.��е����רҵӢ��[M].�人������ѧ������.2003
[17] Hindhede,I,uffe..Machine.design Fundamentals—Apractical Approg[M].NewYork:wiley.1983
[18] Serope kalpakjian��steven R.schmid.Manufacturing Engineering and Technology—Hot processe[M].CHINA MACHINE PRESS.2004
[19] Robert.Mott.Machine Elements in mechanical Design[M].PRENTICE HALL.2004
[20]��ɭ������.��е��������.����ְҵ����ѧԺ
[21]���ӥ����.��е��ͼ����е��רҵ��.��������е��ҵ������.2001.07
[22]��ɭ������.��е���칤����װ��.��������ѧ��ҵ������.2002.12