














��ICP��112451047180��-6
���������մɸ��ϲ��ϵij������ӹ�
ժҪ
�ڳ������ӹ���USM���У����Ƴ��IJ�����Ҫ��ͨ����ĥ�����ķ���ײ����ѹ������ȥ���ʣ�MRR���ͱ������������ɰ����������ϵIJ��ϲ����ĸ������ص�Ӱ�졣�������о��У��������������մɸ��ϲ��ϵij����ӹ��й����ļӹ��������ϵ����ܺ��۽ṹ��Ӱ��������о����������ӹ��걾��ǿ�ȷֲ����������۱��������ԡ�����������մɸ��ϲ��ϵĶ������ԣ��ڶ�MRR�Ϸ�������Ҫ���á� USM�ľ�����ǿ���������ϲ��ϣ�����ȥ���ʣ�MRR)ȡ���ھ���ȡ�����������մɸ��ϲ��ϵ�ǿ�ȷֲ����о��ӹ�ͨ��USMʾ���������������ǿ��ƽ��ֵ�������и߶������Ը��ϲ��ϵĿ���ǿ�ȱ仯���ֳ��ϸߵ�Τ��ģ���� 2002ELSEVIER��ѧ����˾��������Ȩ����
�ؼ��ʣ�������;���ϲ���;�ӹ����������ӹ�
1����
���֮�£��Խ�����߷��Ӳ��ϣ��մɵĿɼӹ����Ƿdz����ġ��մɲ��������ص㣬���Ӳ�ȣ�ȱ������ģ��͵������ȳ�����������µ͵IJ���ȥ���ʣ�MRR������Խϲ�ı��������ͱ����µ�������ܳɳ�Ϊ�ӹ������е��Է������顣�������ӹ���USM����Ӳ����IJ��ϵ���ĥ�ӹ����̣����ڿ��Ƿ���лӹ���ĥ���ӹ����̺����ľ���û�������ˡ����磬ǿ�ҵĵ�ӹ��ͼ���ӹ��������и���ƣ�ͨ���ᵼ���ȱ���һ������ơ����֮�£�USM�Ƿ��ȹ��̣��ر��ʺ��մɲ��ϵļӹ���������絼���Ƕ��١�
�մɲ��ϵ�USM���Ƴ���Ҫͨ����ĥ��������ײ����ѹ��һЩ�о��Ѿ���ʾ�˴��Բ��ϵ�ײ����ײ��һ�㱻��Ϊ���µ���/���Զ��ѵļ�Ӳ�ͷ����Ŀ������ϡ����������������Ҫ�ص�����ײ�����������մɵ����α��εĽӴ���������º����ѷ�������չ��ƽ���ڱ���ĽӴ���������⣬�մɱ���֮��ĽӴ���������Ա��Σ���λ�������ƽ���������ĽӴ����������ƴ����������Ƴ��ʱ���Ϊ��Ҫ�ǵ������ѷ������ཻ����ı��淢���Ƴ��ġ���ƽ���ѷ�ͣ���ڱ��棬��Ӱ�����ǿ�ȡ����ں����ƽ���ѷ���γɺʹ�����Ȼ��������ع������ϵIJ��ϲ���������ȥ���ʣ����������ԣ�����ǿ�Ⱥͳ������ӹ��մɵķֲ������Ⱥ������ϵIJ��ϲ���Ӱ�졣
�������о��У��ڶ����������մɸ��ϲ��ϵij����ӹ��IJ���ȥ���ʺͱ��������ԵĹ������ϵ����ʺ��۽ṹ��Ӱ��������о���������ȥ���ʺͱ���ֲڶ�֮������ܺ��۽ṹ���о�������������ͨ�������俹��ǿ�ȣ���ȷ����ֲ���������������Ŀ����Ϊ���������մɸ��ϲ��ϵIJ���ȥ���ʺͱ��������Ե����ʺ��۽ṹ��Ӱ����USM�ϡ�
2.������ʵ�����
2.1���������մɸ��ϲ��ϵ��Ʊ������
�ڱ��ε������õIJ����Ǽ�����ѹ���������մɸ��ϲ��ϣ��������ṩ��һ����������ѧ���ܺ��۵��о�������1���㷺���졣 Al2O3/TiCϵ��Al2O3/TiB2��Al2O3/���ѣ�W��C��������ǿ�մɸ��ϲ��ϣ�Al2O3/SiCw�Ǿ�����ǿ�����մɣ���Al2O3/TiB2/SiCw��������;������͡�
��Ƭ��������ƽ������Ϊ0.5���ף���������Ϊ���߲��ϡ����ѣ�̼���ѣ��ͣ�Ti��W����C������ƽ������Ϊ0.8���ף���SiC���루ֱ��1-3���ף�����Ϊ20-80���ף������ݱ�1���г�����ϣ����ӵ��������������Ľ���������8-60���ӵ�ѹ��36�����������������ѹ�����մ��̡�������ս��¶ȷ�Χ��1600-1800 C��3 *4*36�����Լ��Ʊ�����ѹ�Ĵ���ʹ��ֱ�����ʯ���и����ĥ�Ϳ���ǿ�ȺͶ������ԵIJ�������������ģʽ������������0.5 mm / min��ʮ��ͷ�ٶȳ���30����Χ�ڵĿ���ǿ�ȡ��������Բⶨѹ�����ۼ�������������Ŀ���ǿ�ȺͶ����������ݽ����ռ������ڱ�1���С�

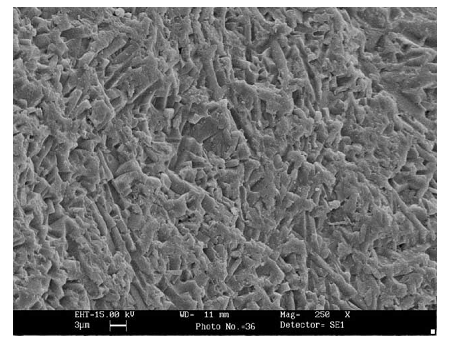
ͼ1��ʾA12O3/Tic�մɸ��ϲ��ϵ��۽ṹ���걾ʴ��ʹ�õ������Ƚ⡣�����ֽṹ�У���ɫ�Ľ��γ������Աȵ���TIC���������ǻ�ɫ�ĽΡ����Կ������ڶ����Ǿ��ȷֲ��ľ����м����ڶ��ν������ḻ�ĵ�������ѧ�������������Ϊ�� Al2O3/SiCw ���Ʊ����ϲ��ϵ��Ƚ��ȵķ�����ͼ 2�� SiC����İ�ɫ��״�Ρ������Զ����ĺ�����ͬ�ʻ��ľ����ɢ��

2.2�������ӹ�����
�������ӹ����������ʹ��J93025�������й����죩��������������ԭ��ͼ��ͼ3��������������������Ƶ�ʵĵ��źţ�������һ������Ϊ250�ߺ�16-25ǧ�յ�Ƶ�ʡ����е���ź�ת���ɵ��ź���ͬ��Ƶ�ʴ���������ջ�Ĵ��������Ŵ��źźʹ��乤�ߡ������ṩѹ���¹�����ѹǿ��ĥ����80ɰ��̼�����ĩ����2�г��˻����Ĺ��Ͳ���������MRR�DZ�����ļ�����Լӹ�ʱ��ɾ��������������mm3/min��ʾ����talysurf10ϵͳ�����˼ӹ��걾�ı���ֲڶȲ�����ͨ��ɨ�����������SEM���۲��մɸ��ϲ��ϵļӹ�������۽ṹ��

3.���������
3.1����ȥ���ʺͱ���ֲڶȵ�Ӱ��
�մɵ�USM��ĥ�Ͽ�����ˮ�ཬ�µĹ��ߣ�����һ��С���ȵij�����Ƶ�ʣ����Ϸ���������մɱ����ϵ�ĥ��ȥ��������ײ���IJ���ȥ������Ϊ��Ҫ���ɱ�������鷢��ʱ�������ѷ������ཻ�ı��档����Ҫ�IJ��������Ʋ���ȥ��ȷ����ѹ��������ѧ��Ϊ���ϵ�һ�㷽��ȥ�����Բ��ϣ��ر������մ�ײ�����ӣ�����V�������ʧ��CL�ĺ����ѷ쳤�ȣ�h��ƽ����ȣ�N�ĵ�λ�����Ŀ��������Ӱ�����ӵ��������������Ƶij��Ⱥ�ƽ����ȣ����У�E��HV�ĵ���ģ����ά��Ӳ�ȵIJ��ϣ���P��ƽ����ֱ���������һ���������ϳ��������һ���������ϼӹ�����ʽ�п��Կ�����


�����ƽ�����ƵĴ�С�������������Ժͼ������������롣ͼ4��ʾ���������������Ժ���USM�ϵIJ���ȥ���ʲ�ͬ���������մɸ��ϲ��ϡ�����洹ֱ����ǿ�ҵķ�������ǿ�մɻ����ϲ��ϣ�A12O3/SiCwA12O3/TiB2/SiCw����ѡΪ�ӹ����档���Կ������������Զ�MRR�ķ�����Ҫ�����á����ϲ��Ͼ��и߶������Ա��ֳ��ϵ͵IJ���ȥ���ʡ�������ǿ�մɸ��ϲ��ϵı��ֳ��ϸߵIJ���ȥ���ʡ�����Խ����ɲ�����һ�ִ�ʩ����������������ƽ�ɳ������ϲ�����߶���������Ҫ���������������ͬ�ļӹ������£��������������Ϊ�����ֵ�����ֻ�����������ܰѸ�����������ӹ����������Ӽӹ�ʱ�䣨�����MRR�ģ���


ͼ5��ʾ����USM����Щ���������մɸ��ϲ��ϵı���ֲڶȡ��ɴ˿��Կ�������һ�����Ƶ�MRR�����ƣ�������������ϸ������Ĵֲڶȣ���֮��Ȼ�����Ƶ�����Ѽ��������ɵ�����մ���Ʒ�С�
3.2�۽ṹ�Բ���ȥ���ʺͱ���ֲڶ�
��ѹ������ǿ�մɸ��ϲ��ϵ��յ�����ֲ��ĸ������Ե��µ���ѧ���ܺͳɹ�.����Ϊ�������ϵķ������ָ����մɲ���ȥ������USM�Ͻ���Ӱ�쾧��ȡ��ġ�

ͼ6��ʾ�ľ���ȡ��Գ������ӹ���A12O3/SiCw��A12O3/TiB2/SiCw�մɸ��ϲ���ȥ���ʵ�Ӱ�졣�������ӹ�����ı���������ѹ�������ڿ�����ء���������ԣ���MRR�ķ��ӵ���Ҫ���õķ���Ƕȡ����ڷ���Ǵ�0��90���ȣ�MRR�ļ��ٽ����˹۲졣 ���Ƕ�Ϊ90��������С�IJ���ȥ���ʣ������Ƕ�Ϊ0ʱ��������ֳ���ߵIJ���ȥ���ʡ�

ͼ7��ʾ�˾���ȡ���Ӱ����USMof A12O3/SiCw��������/ TiB2/SiCw���ϲ��ϵı���ֲڶȡ��ɴ˿��Կ���������ȡ��Ա���ֲڶȵ�Ӱ�죬���Ƕ�Ϊ90����չʾÿ��������͵ı���ֲڶȡ�

ͼ��
ͼ8ͼ��˵�������;����Ӱ�죬�ֱ���ÿһ������·�������ɵĺ�������֮�������á� ���Ƕ�Ϊ0�ı��棬�־���ӹ�����ƽ�зֲ�����ɵ�Ӱ�����ӵĺ����ѷ촫������ƽ�о���ƽ�棨ͼ8a�������벻�ٹ������أ��Լ��ֺϺ��ٷ������������ͺ��ٻ����û�з�������Ϊ�����ѷ�ͨ��������Ժ����״�������ˣ�����˵���������͵ļӹ������벻��֧���κ�Ӧ��Ӧ������Ч����Ԫ�ص���Ϊ����ˣ�����������£��ϴ��MRR�Ĺ۲졣
ͼ��
�����ļӹ�A12O3/SiCw��ʾ���Ƕ�Ϊ0��SEM��ò��ͼ 9���ɴ˿��Կ������ӹ������ϴ����źܶ���С��������״����Щ����״��С����״�����ľ������ģ����ṩ���㹻��֤�ݣ����ٻ����û�о���γ����ֺ����������͵ļӹ������еĵط���������չ�������б����ƽ�еĽǶȷ���仯��Ӱ�죬���Žӣ��γ�������ƫת���͵İ��������磬������ƽ��ͺ���������չ����֮��ķ����y�Ǵ�0�仯�����Ƕ�Ϊ90 �����Ƕ�Ϊ45��ͼ8b����������չ�����Dz������ľ���ƽ�С�����������£�����ʵ�����������Ӧ�����������ӵĿ����ԣ���Ϊ�����������������ѡ����Ƕ�Ϊ 90ʱ��Ϊ�������ӹ�����ֲ��������ѷ���ɵ�Ӱ�������ڴ�ֱ�����ľ����ᣨͼ8C�������뾭������Ӧ�����ֺϾ���ʩ�������Ƽ��Ӧ������Ҫ����Ԫ�غ͵ֿ�������չ�ġ���ˣ����Ƕ�Ϊ 90��������Ա����ص�һ������ij̶��ϱ��������������γ��������ĵ������ͣ���ˣ��������͵ļӹ������е����MRR����Ҫԭ�ӹ����浱�Ƕ�Ϊ 90ʱ����ͼƬΪͼ10�����Ա�ͼ9������������һ���ڼӹ������ϡ�

3.3�������ӹ����������մɸ��ϲ��ϵı���������
�մɲ��ϵ�ǿ��ȡ��������еĿ����ѷֲ���ȱ�ݣ��羧�磬�������ƣ��Ӷ�����ǿ�ȷ�����ı仯���Ͽڷ��������������մ�ʧЧ��ԭ���ڴ��������£�����ȱ�ݣ��������������ļӹ���е���������з�����������ϵļӹ��������Ƶ�ǿ�ȣ�����ѹ���۲쵽����ǿ����ͬ�IJ��ϲ�ͬ�걾֮��IJ��ܴ����Ǻܳ����ķ�����Ϊ������Ӧ����ǿ�ȷֲ����ⲿ������������ֲ��ı������������ԭ��һ�������ԵĴ�ʩȥҪ���������ǵ����ܡ������о�����ǿ�ȵ�Τ��ģ�����������������ӹ��մɱ��������ԡ�����Τ��ģ������������Ӧ���ĸ��˼�ֵ������Τ��ģ���ĸ�ֵǿ�ȵķֲ�����������ʹ����ӵ��һ�����ܵ�ͬ���Դ�����Ȼ���͵�Τ��ģ��������ǿ�ȿ�����Ƭ�ߴ�ķֲ��ǿ��ģ���ʹ�����յļӹ���Ӱ���˱�������ˣ��������о��г������ӹ��մ���Ʒ��Τ��ģ��������Ϊ���ֲ��������ԡ�

ͼʮһ
��Ϊ3MM,��Ϊ4MM,��λ46MM���Լ������ս���̵�����Ӧ���ķ�����������Ժܺõؽ��ͺ������ƶ���ģ�ͣ���������ģʽ����������10���Ŀ�Ⱦ���������أ���0.5����/���ӵ��ٶȡ�������������ͨ���������������ӹ������Ӷ�����Ӧ���ı��档��ÿһ�ֺϳ����е�ʮ����������Сֵ�����ԡ�ǿ��Ȼ����������Τ���ֲ�������ͼ11��ʾ�˳������մɸ��ϲ��ϵ�Τ��ǿ�ȷֲ�����ʾ�������븴�ϲ��ϱ������иߵ�Τ��ģ��������������ϡ�Τ��ģ���ij������ӹ��մɱ걾����12.4-17.1��Χ�������и߶������Եĸ��ϲ��Ͼ��нϸߵ�Τ��ģ�����������ӹ��մɸ��ϲ��ϵ�ǿ�ȷֲ�����ߵ�Τ��ģ�����ķ�Χ��խ��������С�ӹ��մɱ���ǿ�������⳥��ͼ12��ʾ��A12O3/TiB2��A12O3/TiC�մɸ��ϲ��ϵij������ӹ�����ġ����DZ��ֳ���Թ⻬�ı��棬����������������ˣ���������ع۲쵽���ӹ�������û�����Ե��ѷ졣

4.����
1.�ڷ���MRR������ǿ�ȷdz���Ҫ�������������մɸ��ϲ�����USM�ϵı���ǿ�ȡ����ڱ���ǿ�ȵ����ӣ���MRR�Ϻͱ���ǿ���������١�
2.�ڲ���ȥ���ʾ�����ǿ�մɸ��ϲ��ϣ�ģΪ�����IJ���ȥ���ʺͱ���ֲڶȲ���ȡ���ڳ������ӹ��մɾ���ȡ���������Ժͱ��������������о��еĸ��ϲ��ϡ����ڽǶ�Ϊ0�ı��棬��������ģʽ�������������ٻ�û�о������ͷ����ں����Ŀ���ǿ�ȳ���10���Ŀ�Ⱦ�����أ������ѷ������ʱ0.5����/���ӵ��ٶȡ������������ͨ�������������Ƕ�Ϊ90�ı��棬�����ȵֿ������ϣ��ŽӾ���ʹѹ����ʧ��
3.ͨ��USMʾ��������������ǿ�ȷֲ����о�����������ǿ�ȳ�����ǿ�ȷֲ�������������ǿ���ϲ��ϱ������и߶������Եĸ��ϲ��Ϲ��ӹ����������մɸ��ϲ��ϡ���ƽ��ֵ���������DZ걾��ͬ��խ�ϸߵ�Τ��ģ�������ӱ��ֳ��ϸߵ�Τ��ģ����
��л
��������������������Ѿ��õ�������о��֣��й������������ѧ5173/97E��
�����
1. petrofes��NF��Gadalla����ӹ����Ƚ��մɡ������մ�ѧ��ͨ����1998��67��6����1048-1052��
2. �˽��£���̩������ӹ����������ӹ������ʯ��Ƭ�и��մɸ��ϲ��ϵı��������ԡ����ʣ�2000��26��825-830��
3. Nshoff���۱Һ�Emmelmann��C�Ƚ��մɲ��ϣ������иʷ��Ļ�е�����о�����1989�꣬38��1����219-226��
4. Thoe����˹ƽ�ֶ���DK����鳬�����ӹ��� [���ʻ������죬1998��38��4����239-255��
5. ������R.��Schulze���������ӹ����������մɡ������մ�ѧ��ͨ����1993��72��8����102 - 106��
6. Kumabe��J.������CERA-��������������Ͳ�����ܹ��̣�1989��11��2����71-76��
7. BR������˹��AG����Ъ�������ݿ⣬����/�����մɣ���λ��/��������ϵͳ��ѹ�����ˡ�[�����մ�ѧ�ᣬ1980�꣬63��9-10����574-1581��
8. ��Ъ����DB����ƺ��BR�Ͱ���˹����˾������/���������մ�ѧ�ᣬ1982�꣬65��11����561-566��
9. Wiederhorn�����������Ĵ��Բ��ϵ���ʴ���ϵ�Ӱ�졣�й����Ͽ�ѧ��1983��18��766-780��
10. H����ԭӢ�ʣ�ӣ����Y.����ʴĥ�����ܣ��ķ�����ﯣ������ƣ������������ɷֵ���վ�� [�����մ�ѧ�ᣬ1994��77��3����666-672��
11. H.�Ϳ�˹�أ�����������������������Ԫ���մɳ������ӹ����й����ϼӹ�������1995��51��358-368��
12. ���£�D.���ˣ�����ȡ���Ӱ�죬�ڻ���ĥ�����飬���ڼӹ������е�Ħ��ĥ��A12O3/TiB2/SiCw���ϲ��ϡ�����1996�꣬201��178-185��
13. ��¥��Sandlin��˶ʿ�����Ը�����������CERA-MICS�������մ�ѧ����־��1993��76��6����1893��00�ꡣ
14. Nshoff���۱Һ�Trumpold�о����ӹ��մɱ��������ۡ�ʷ��Ļ�е�����о�����1989�꣬38��2����699-708��
15. ��K.������·�ɣ�T.������/�DZ������˺͵����մɵĶ���ǿ�ȡ� [���ϼӹ�������1996�꣬57��207-220��
16. �沮�أ�E�ͱ�������Ӳ����ʹ�����Ӽ����մɲ��ϵı�����ԡ����湤�̣�1993��9��1����77-81��
17. ���£�D��Taichiu�����Ʊ���ӹ��մɸ��ϲ��ϵ������ԺͿɿ��Եļ��������湤�̣�2000��16��5����411-414��
18. �TC���ţ�JH�����洦���ߵ�ŵ�ӹ������մ���ɰ��[��������ѧ�뼼����1998�꣬12��6����585-592
ժҪ
�ڳ������ӹ���USM���У����Ƴ��IJ�����Ҫ��ͨ����ĥ�����ķ���ײ����ѹ������ȥ���ʣ�MRR���ͱ������������ɰ����������ϵIJ��ϲ����ĸ������ص�Ӱ�졣�������о��У��������������մɸ��ϲ��ϵij����ӹ��й����ļӹ��������ϵ����ܺ��۽ṹ��Ӱ��������о����������ӹ��걾��ǿ�ȷֲ����������۱��������ԡ�����������մɸ��ϲ��ϵĶ������ԣ��ڶ�MRR�Ϸ�������Ҫ���á� USM�ľ�����ǿ���������ϲ��ϣ�����ȥ���ʣ�MRR)ȡ���ھ���ȡ�����������մɸ��ϲ��ϵ�ǿ�ȷֲ����о��ӹ�ͨ��USMʾ���������������ǿ��ƽ��ֵ�������и߶������Ը��ϲ��ϵĿ���ǿ�ȱ仯���ֳ��ϸߵ�Τ��ģ���� 2002ELSEVIER��ѧ����˾��������Ȩ����
�ؼ��ʣ�������;���ϲ���;�ӹ����������ӹ�
1����
���֮�£��Խ�����߷��Ӳ��ϣ��մɵĿɼӹ����Ƿdz����ġ��մɲ��������ص㣬���Ӳ�ȣ�ȱ������ģ��͵������ȳ�����������µ͵IJ���ȥ���ʣ�MRR������Խϲ�ı��������ͱ����µ�������ܳɳ�Ϊ�ӹ������е��Է������顣�������ӹ���USM����Ӳ����IJ��ϵ���ĥ�ӹ����̣����ڿ��Ƿ���лӹ���ĥ���ӹ����̺����ľ���û�������ˡ����磬ǿ�ҵĵ�ӹ��ͼ���ӹ��������и���ƣ�ͨ���ᵼ���ȱ���һ������ơ����֮�£�USM�Ƿ��ȹ��̣��ر��ʺ��մɲ��ϵļӹ���������絼���Ƕ��١�
�մɲ��ϵ�USM���Ƴ���Ҫͨ����ĥ��������ײ����ѹ��һЩ�о��Ѿ���ʾ�˴��Բ��ϵ�ײ����ײ��һ�㱻��Ϊ���µ���/���Զ��ѵļ�Ӳ�ͷ����Ŀ������ϡ����������������Ҫ�ص�����ײ�����������մɵ����α��εĽӴ���������º����ѷ�������չ��ƽ���ڱ���ĽӴ���������⣬�մɱ���֮��ĽӴ���������Ա��Σ���λ�������ƽ���������ĽӴ����������ƴ����������Ƴ��ʱ���Ϊ��Ҫ�ǵ������ѷ������ཻ����ı��淢���Ƴ��ġ���ƽ���ѷ�ͣ���ڱ��棬��Ӱ�����ǿ�ȡ����ں����ƽ���ѷ���γɺʹ�����Ȼ��������ع������ϵIJ��ϲ���������ȥ���ʣ����������ԣ�����ǿ�Ⱥͳ������ӹ��մɵķֲ������Ⱥ������ϵIJ��ϲ���Ӱ�졣
�������о��У��ڶ����������մɸ��ϲ��ϵij����ӹ��IJ���ȥ���ʺͱ��������ԵĹ������ϵ����ʺ��۽ṹ��Ӱ��������о���������ȥ���ʺͱ���ֲڶ�֮������ܺ��۽ṹ���о�������������ͨ�������俹��ǿ�ȣ���ȷ����ֲ���������������Ŀ����Ϊ���������մɸ��ϲ��ϵIJ���ȥ���ʺͱ��������Ե����ʺ��۽ṹ��Ӱ����USM�ϡ�
2.������ʵ�����
2.1���������մɸ��ϲ��ϵ��Ʊ������
�ڱ��ε������õIJ����Ǽ�����ѹ���������մɸ��ϲ��ϣ��������ṩ��һ����������ѧ���ܺ��۵��о�������1���㷺���졣 Al2O3/TiCϵ��Al2O3/TiB2��Al2O3/���ѣ�W��C��������ǿ�մɸ��ϲ��ϣ�Al2O3/SiCw�Ǿ�����ǿ�����մɣ���Al2O3/TiB2/SiCw��������;������͡�
��Ƭ��������ƽ������Ϊ0.5���ף���������Ϊ���߲��ϡ����ѣ�̼���ѣ��ͣ�Ti��W����C������ƽ������Ϊ0.8���ף���SiC���루ֱ��1-3���ף�����Ϊ20-80���ף������ݱ�1���г�����ϣ����ӵ��������������Ľ���������8-60���ӵ�ѹ��36�����������������ѹ�����մ��̡�������ս��¶ȷ�Χ��1600-1800 C��3 *4*36�����Լ��Ʊ�����ѹ�Ĵ���ʹ��ֱ�����ʯ���и����ĥ�Ϳ���ǿ�ȺͶ������ԵIJ�������������ģʽ������������0.5 mm / min��ʮ��ͷ�ٶȳ���30����Χ�ڵĿ���ǿ�ȡ��������Բⶨѹ�����ۼ�������������Ŀ���ǿ�ȺͶ����������ݽ����ռ������ڱ�1���С�
ͼ1��ʾA12O3/Tic�մɸ��ϲ��ϵ��۽ṹ���걾ʴ��ʹ�õ������Ƚ⡣�����ֽṹ�У���ɫ�Ľ��γ������Աȵ���TIC���������ǻ�ɫ�ĽΡ����Կ������ڶ����Ǿ��ȷֲ��ľ����м����ڶ��ν������ḻ�ĵ�������ѧ�������������Ϊ�� Al2O3/SiCw ���Ʊ����ϲ��ϵ��Ƚ��ȵķ�����ͼ 2�� SiC����İ�ɫ��״�Ρ������Զ����ĺ�����ͬ�ʻ��ľ����ɢ��
2.2�������ӹ�����
�������ӹ����������ʹ��J93025�������й����죩��������������ԭ��ͼ��ͼ3��������������������Ƶ�ʵĵ��źţ�������һ������Ϊ250�ߺ�16-25ǧ�յ�Ƶ�ʡ����е���ź�ת���ɵ��ź���ͬ��Ƶ�ʴ���������ջ�Ĵ��������Ŵ��źźʹ��乤�ߡ������ṩѹ���¹�����ѹǿ��ĥ����80ɰ��̼�����ĩ����2�г��˻����Ĺ��Ͳ���������MRR�DZ�����ļ�����Լӹ�ʱ��ɾ��������������mm3/min��ʾ����talysurf10ϵͳ�����˼ӹ��걾�ı���ֲڶȲ�����ͨ��ɨ�����������SEM���۲��մɸ��ϲ��ϵļӹ�������۽ṹ��
3.���������
3.1����ȥ���ʺͱ���ֲڶȵ�Ӱ��
�մɵ�USM��ĥ�Ͽ�����ˮ�ཬ�µĹ��ߣ�����һ��С���ȵij�����Ƶ�ʣ����Ϸ���������մɱ����ϵ�ĥ��ȥ��������ײ���IJ���ȥ������Ϊ��Ҫ���ɱ�������鷢��ʱ�������ѷ������ཻ�ı��档����Ҫ�IJ��������Ʋ���ȥ��ȷ����ѹ��������ѧ��Ϊ���ϵ�һ�㷽��ȥ�����Բ��ϣ��ر������մ�ײ�����ӣ�����V�������ʧ��CL�ĺ����ѷ쳤�ȣ�h��ƽ����ȣ�N�ĵ�λ�����Ŀ��������Ӱ�����ӵ��������������Ƶij��Ⱥ�ƽ����ȣ����У�E��HV�ĵ���ģ����ά��Ӳ�ȵIJ��ϣ���P��ƽ����ֱ���������һ���������ϳ��������һ���������ϼӹ�����ʽ�п��Կ�����
�����ƽ�����ƵĴ�С�������������Ժͼ������������롣ͼ4��ʾ���������������Ժ���USM�ϵIJ���ȥ���ʲ�ͬ���������մɸ��ϲ��ϡ�����洹ֱ����ǿ�ҵķ�������ǿ�մɻ����ϲ��ϣ�A12O3/SiCwA12O3/TiB2/SiCw����ѡΪ�ӹ����档���Կ������������Զ�MRR�ķ�����Ҫ�����á����ϲ��Ͼ��и߶������Ա��ֳ��ϵ͵IJ���ȥ���ʡ�������ǿ�մɸ��ϲ��ϵı��ֳ��ϸߵIJ���ȥ���ʡ�����Խ����ɲ�����һ�ִ�ʩ����������������ƽ�ɳ������ϲ�����߶���������Ҫ���������������ͬ�ļӹ������£��������������Ϊ�����ֵ�����ֻ�����������ܰѸ�����������ӹ����������Ӽӹ�ʱ�䣨�����MRR�ģ���
ͼ5��ʾ����USM����Щ���������մɸ��ϲ��ϵı���ֲڶȡ��ɴ˿��Կ�������һ�����Ƶ�MRR�����ƣ�������������ϸ������Ĵֲڶȣ���֮��Ȼ�����Ƶ�����Ѽ��������ɵ�����մ���Ʒ�С�
3.2�۽ṹ�Բ���ȥ���ʺͱ���ֲڶ�
��ѹ������ǿ�մɸ��ϲ��ϵ��յ�����ֲ��ĸ������Ե��µ���ѧ���ܺͳɹ�.����Ϊ�������ϵķ������ָ����մɲ���ȥ������USM�Ͻ���Ӱ�쾧��ȡ��ġ�
ͼ6��ʾ�ľ���ȡ��Գ������ӹ���A12O3/SiCw��A12O3/TiB2/SiCw�մɸ��ϲ���ȥ���ʵ�Ӱ�졣�������ӹ�����ı���������ѹ�������ڿ�����ء���������ԣ���MRR�ķ��ӵ���Ҫ���õķ���Ƕȡ����ڷ���Ǵ�0��90���ȣ�MRR�ļ��ٽ����˹۲졣 ���Ƕ�Ϊ90��������С�IJ���ȥ���ʣ������Ƕ�Ϊ0ʱ��������ֳ���ߵIJ���ȥ���ʡ�
ͼ7��ʾ�˾���ȡ���Ӱ����USMof A12O3/SiCw��������/ TiB2/SiCw���ϲ��ϵı���ֲڶȡ��ɴ˿��Կ���������ȡ��Ա���ֲڶȵ�Ӱ�죬���Ƕ�Ϊ90����չʾÿ��������͵ı���ֲڶȡ�
ͼ��
ͼ8ͼ��˵�������;����Ӱ�죬�ֱ���ÿһ������·�������ɵĺ�������֮�������á� ���Ƕ�Ϊ0�ı��棬�־���ӹ�����ƽ�зֲ�����ɵ�Ӱ�����ӵĺ����ѷ촫������ƽ�о���ƽ�棨ͼ8a�������벻�ٹ������أ��Լ��ֺϺ��ٷ������������ͺ��ٻ����û�з�������Ϊ�����ѷ�ͨ��������Ժ����״�������ˣ�����˵���������͵ļӹ������벻��֧���κ�Ӧ��Ӧ������Ч����Ԫ�ص���Ϊ����ˣ�����������£��ϴ��MRR�Ĺ۲졣
ͼ��
�����ļӹ�A12O3/SiCw��ʾ���Ƕ�Ϊ0��SEM��ò��ͼ 9���ɴ˿��Կ������ӹ������ϴ����źܶ���С��������״����Щ����״��С����״�����ľ������ģ����ṩ���㹻��֤�ݣ����ٻ����û�о���γ����ֺ����������͵ļӹ������еĵط���������չ�������б����ƽ�еĽǶȷ���仯��Ӱ�죬���Žӣ��γ�������ƫת���͵İ��������磬������ƽ��ͺ���������չ����֮��ķ����y�Ǵ�0�仯�����Ƕ�Ϊ90 �����Ƕ�Ϊ45��ͼ8b����������չ�����Dz������ľ���ƽ�С�����������£�����ʵ�����������Ӧ�����������ӵĿ����ԣ���Ϊ�����������������ѡ����Ƕ�Ϊ 90ʱ��Ϊ�������ӹ�����ֲ��������ѷ���ɵ�Ӱ�������ڴ�ֱ�����ľ����ᣨͼ8C�������뾭������Ӧ�����ֺϾ���ʩ�������Ƽ��Ӧ������Ҫ����Ԫ�غ͵ֿ�������չ�ġ���ˣ����Ƕ�Ϊ 90��������Ա����ص�һ������ij̶��ϱ��������������γ��������ĵ������ͣ���ˣ��������͵ļӹ������е����MRR����Ҫԭ�ӹ����浱�Ƕ�Ϊ 90ʱ����ͼƬΪͼ10�����Ա�ͼ9������������һ���ڼӹ������ϡ�
3.3�������ӹ����������մɸ��ϲ��ϵı���������
�մɲ��ϵ�ǿ��ȡ��������еĿ����ѷֲ���ȱ�ݣ��羧�磬�������ƣ��Ӷ�����ǿ�ȷ�����ı仯���Ͽڷ��������������մ�ʧЧ��ԭ���ڴ��������£�����ȱ�ݣ��������������ļӹ���е���������з�����������ϵļӹ��������Ƶ�ǿ�ȣ�����ѹ���۲쵽����ǿ����ͬ�IJ��ϲ�ͬ�걾֮��IJ��ܴ����Ǻܳ����ķ�����Ϊ������Ӧ����ǿ�ȷֲ����ⲿ������������ֲ��ı������������ԭ��һ�������ԵĴ�ʩȥҪ���������ǵ����ܡ������о�����ǿ�ȵ�Τ��ģ�����������������ӹ��մɱ��������ԡ�����Τ��ģ������������Ӧ���ĸ��˼�ֵ������Τ��ģ���ĸ�ֵǿ�ȵķֲ�����������ʹ����ӵ��һ�����ܵ�ͬ���Դ�����Ȼ���͵�Τ��ģ��������ǿ�ȿ�����Ƭ�ߴ�ķֲ��ǿ��ģ���ʹ�����յļӹ���Ӱ���˱�������ˣ��������о��г������ӹ��մ���Ʒ��Τ��ģ��������Ϊ���ֲ��������ԡ�
ͼʮһ
��Ϊ3MM,��Ϊ4MM,��λ46MM���Լ������ս���̵�����Ӧ���ķ�����������Ժܺõؽ��ͺ������ƶ���ģ�ͣ���������ģʽ����������10���Ŀ�Ⱦ���������أ���0.5����/���ӵ��ٶȡ�������������ͨ���������������ӹ������Ӷ�����Ӧ���ı��档��ÿһ�ֺϳ����е�ʮ����������Сֵ�����ԡ�ǿ��Ȼ����������Τ���ֲ�������ͼ11��ʾ�˳������մɸ��ϲ��ϵ�Τ��ǿ�ȷֲ�����ʾ�������븴�ϲ��ϱ������иߵ�Τ��ģ��������������ϡ�Τ��ģ���ij������ӹ��մɱ걾����12.4-17.1��Χ�������и߶������Եĸ��ϲ��Ͼ��нϸߵ�Τ��ģ�����������ӹ��մɸ��ϲ��ϵ�ǿ�ȷֲ�����ߵ�Τ��ģ�����ķ�Χ��խ��������С�ӹ��մɱ���ǿ�������⳥��ͼ12��ʾ��A12O3/TiB2��A12O3/TiC�մɸ��ϲ��ϵij������ӹ�����ġ����DZ��ֳ���Թ⻬�ı��棬����������������ˣ���������ع۲쵽���ӹ�������û�����Ե��ѷ졣
4.����
1.�ڷ���MRR������ǿ�ȷdz���Ҫ�������������մɸ��ϲ�����USM�ϵı���ǿ�ȡ����ڱ���ǿ�ȵ����ӣ���MRR�Ϻͱ���ǿ���������١�
2.�ڲ���ȥ���ʾ�����ǿ�մɸ��ϲ��ϣ�ģΪ�����IJ���ȥ���ʺͱ���ֲڶȲ���ȡ���ڳ������ӹ��մɾ���ȡ���������Ժͱ��������������о��еĸ��ϲ��ϡ����ڽǶ�Ϊ0�ı��棬��������ģʽ�������������ٻ�û�о������ͷ����ں����Ŀ���ǿ�ȳ���10���Ŀ�Ⱦ�����أ������ѷ������ʱ0.5����/���ӵ��ٶȡ������������ͨ�������������Ƕ�Ϊ90�ı��棬�����ȵֿ������ϣ��ŽӾ���ʹѹ����ʧ��
3.ͨ��USMʾ��������������ǿ�ȷֲ����о�����������ǿ�ȳ�����ǿ�ȷֲ�������������ǿ���ϲ��ϱ������и߶������Եĸ��ϲ��Ϲ��ӹ����������մɸ��ϲ��ϡ���ƽ��ֵ���������DZ걾��ͬ��խ�ϸߵ�Τ��ģ�������ӱ��ֳ��ϸߵ�Τ��ģ����
��л
��������������������Ѿ��õ�������о��֣��й������������ѧ5173/97E��
�����
1. petrofes��NF��Gadalla����ӹ����Ƚ��մɡ������մ�ѧ��ͨ����1998��67��6����1048-1052��
2. �˽��£���̩������ӹ����������ӹ������ʯ��Ƭ�и��մɸ��ϲ��ϵı��������ԡ����ʣ�2000��26��825-830��
3. Nshoff���۱Һ�Emmelmann��C�Ƚ��մɲ��ϣ������иʷ��Ļ�е�����о�����1989�꣬38��1����219-226��
4. Thoe����˹ƽ�ֶ���DK����鳬�����ӹ��� [���ʻ������죬1998��38��4����239-255��
5. ������R.��Schulze���������ӹ����������մɡ������մ�ѧ��ͨ����1993��72��8����102 - 106��
6. Kumabe��J.������CERA-��������������Ͳ�����ܹ��̣�1989��11��2����71-76��
7. BR������˹��AG����Ъ�������ݿ⣬����/�����մɣ���λ��/��������ϵͳ��ѹ�����ˡ�[�����մ�ѧ�ᣬ1980�꣬63��9-10����574-1581��
8. ��Ъ����DB����ƺ��BR�Ͱ���˹����˾������/���������մ�ѧ�ᣬ1982�꣬65��11����561-566��
9. Wiederhorn�����������Ĵ��Բ��ϵ���ʴ���ϵ�Ӱ�졣�й����Ͽ�ѧ��1983��18��766-780��
10. H����ԭӢ�ʣ�ӣ����Y.����ʴĥ�����ܣ��ķ�����ﯣ������ƣ������������ɷֵ���վ�� [�����մ�ѧ�ᣬ1994��77��3����666-672��
11. H.�Ϳ�˹�أ�����������������������Ԫ���մɳ������ӹ����й����ϼӹ�������1995��51��358-368��
12. ���£�D.���ˣ�����ȡ���Ӱ�죬�ڻ���ĥ�����飬���ڼӹ������е�Ħ��ĥ��A12O3/TiB2/SiCw���ϲ��ϡ�����1996�꣬201��178-185��
13. ��¥��Sandlin��˶ʿ�����Ը�����������CERA-MICS�������մ�ѧ����־��1993��76��6����1893��00�ꡣ
14. Nshoff���۱Һ�Trumpold�о����ӹ��մɱ��������ۡ�ʷ��Ļ�е�����о�����1989�꣬38��2����699-708��
15. ��K.������·�ɣ�T.������/�DZ������˺͵����մɵĶ���ǿ�ȡ� [���ϼӹ�������1996�꣬57��207-220��
16. �沮�أ�E�ͱ�������Ӳ����ʹ�����Ӽ����մɲ��ϵı�����ԡ����湤�̣�1993��9��1����77-81��
17. ���£�D��Taichiu�����Ʊ���ӹ��մɸ��ϲ��ϵ������ԺͿɿ��Եļ��������湤�̣�2000��16��5����411-414��
18. �TC���ţ�JH�����洦���ߵ�ŵ�ӹ������մ���ɰ��[��������ѧ�뼼����1998�꣬12��6����585-592