��ICP��112451047180��-6
�ִܸ�����������ѹ���ռ�ģ�����
ժ Ҫ
ģ�߹�ҵ���ִ���ҵ��չ�Ļ�������ѹģ����ģ�߹�ҵ����Ҫ��ɲ��֡������������е��صĸ�����ҵ��Խ��Խ����ģ�ߵ������Ӧ�ã���������Ϊģ���ѷ�չ��Ϊһ��Ƚϳ���Ĺ��Լ�����ͬʱ����Ϊģ�����ִ���ҵ�з���Խ��Խ��Ҫ�����á�
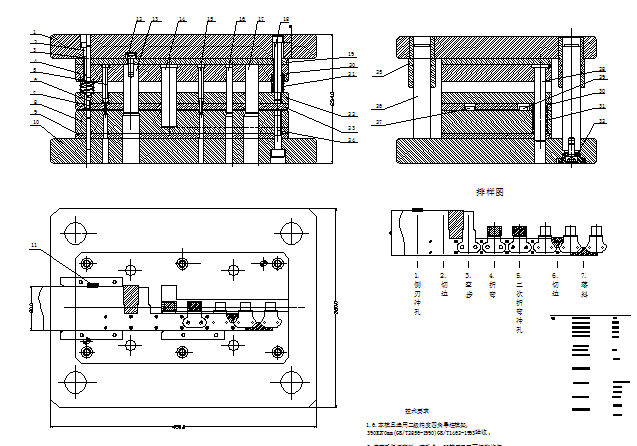
����α�ҵ����У����乤���ص���з������ٸ�����ṹ�ص��ģ�߽�����ơ������ص�����˳��θ����ģ�ߵĹ�λ��ơ�ģ������ṹ��ơ�ģ������ģ��ơ��̶�����Ƽ�̧����װ�á�ж�ϰ�ṹ�����㲿�����ϡ��ȴ�������Ҫ��ȡ���������ģ�ߵ���װ�͵��ԡ���ģ�߽ṹ���ӹ������ã�����Ч�ʸߡ�
��ƹ����У����ɱ��������һЩ���ѣ�����ͨ��Ŭ�����յ��Խ�����������Ƕ�ģ����Ƶ�һ��ȫ��ʵ�������Ŷ�δ���Լ����µĹ���һ�������൱��İ�����
�ؼ��֣����ѹ�����գ��ṹ
1���������Ʒ���
1.1����Ĺ����Է���
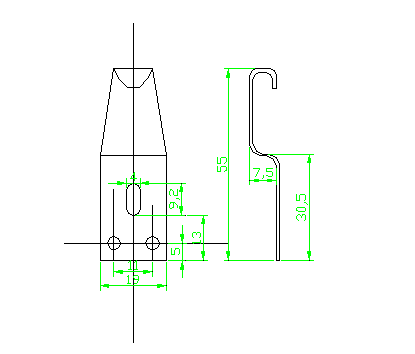
������ǶԵ��������ѹ���շ�����ģ����ƣ�������Q235�������T=2mm����ͼ1-1��ʾ
���������Ƽ������������ ��������������Լ��Ҫ��������ϣ����������ϵȹ�������ɡ����ģ��ʱ������Ӧ�����������������ͼֽ������Ҫ����й����Է��������жϸó�ü��ӹ������׳̶ȡ��Բ��ʺϳ�û�������ɵIJ�������Ľ�����������Э�̡� �����������:
A.�����
�Ƽ���δע�ߴ繫�IT14�����㣬���й����豣֤�ߴ羫��ΪIT14�����ʴ�һ��ij���ܱ�֤�����������˹����ļӹ�����Ļ�������Ϊa.����b.��ף�c���䣬d���ϡ�
����ߴ羫��:
���ߴ�Φ60 -0.05��ߴ繫��ΪIT 11���⣬�ߴ��δ��ע������ڳ�ѹ��һ�㰴IT14����ȷ���������֪������ߴ繫��Ϊ��
���γߴ磺300 -0.43 240 -0.43 22.50 -0.52 R90 -0.25
���γߴ磺 18+0.3 0 10+0.3 0 R10 -0.25 R1.50 -0.25 220 -0.52
�ױ߾ࣺ 6+0.1 0
�����ľࣺ24 +0.1
B.����
����ΪQ235�����˻𣬴˲��Ͽ���ǿ��τ=304-373Mpa,����ǿ��σb=432-461Mpa��������σs=253Mpa,�쳤��ξ10=21-25
�����
[1].�ɺ����� . ��ѹ������ģ����� ������ �ߵȽ��������磬2006
[2].ģ��ʵ�ü�������ίԱ���.��ģ���Ӧ��ʵ��. ����:��е��ҵ������, 2003.
[3].�����ã�����������.��ѹģ����������켼��.��������е��ҵ�����磬1991.4.
[4]. �����.��ѹ������ģ�����. ��������е��ҵ������,2004.
[5] .Ѧ���� �ȱ���. ��ѹ������ģ�����ʵ������ .��������е��ҵ�����磬2008
[6] .֣���B.ʵ�ó�ѹģ������ֲ� [M] .������������磬1992.
[7] ������ ���� .��ѹģ������ֲ� .��������ѧ��ҵ������ ��2009
[8] .�����£�ģ������еĿɿ�������[J].���ݹ�ѧԺ����ѧԺѧ��,2001.
[9] ���춫���ִ�ģ������ĸ��ټӹ�����[M].��������е��ҵ�����磬2004.
[10]���������� . �������뼼������ . ��������е��ҵ�����磬2004
[11].���ȫ��������� .���ģ���������ָ������������ 09
Ŀ¼
ժ Ҫ 1
���� 4
1���������Ʒ��� 6
1.1����Ĺ����Է��� 6
A.����� 6
B.���� 7
1.2 ȷ����ѹ���շ��� 7
1.2.1����ȷ�����շ��� 7
1.2.2���շ����ķ��� 7
1.2.3ȷ�����շ��� 8
1.3�������������� 8
2 ��ѹ������ 10
2.1ȷ����ѹ�� 10
2.2 ж�������������ļ��� 10
2.3 ѹ������ѡ�� 11
2.4 ѹ�������ĵļ��� 12
2.5��ģ�пڳߴ缰����ļ��� 12
3��Ҫ����Ľṹ��� 15
3.1 ��ģ�ߴ�����γߴ�ȷ�� 15
3. 2ģ�Ľṹ�ߴ���� 16
3.3ģ�̶���ߴ���� 20
3.4����ߴ���� 20
3.5ж�ϰ�ߴ���� 20
3.6��������ṹ��� 21
3.6.1ģ����� 21
3.6.2���˶�λװ�� 21
3.6.3ж��װ�� 21
3.6.4����װ�� 22
3.7ģ�߱պϸ߶ȡ�У��ѹ���� 22
3.8 ģ��������� 23
����� 24
����� 25