













苏ICP备112451047180号-6
拨叉加工工艺系统设计
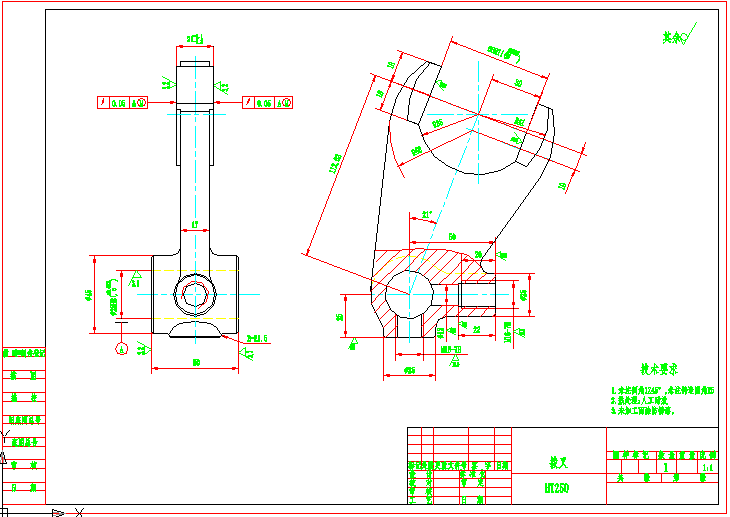
【内容摘要】此次设计铣床拨叉加工工艺,先要分析铣床拨叉零件,了解铣床拨叉结构特点、功能以及工作原理,选取毛坯类型。根据铣床拨叉结构形状拟定工艺路线,再结合图纸上的形位公差、表面粗糙度、技术要求制定详细的加工工艺流程,并选择合适的精基准和粗基准。先确定工序公差、工序余量,然后选择合适的机床、刀具、夹具;查阅相关加工手册,选取合适的背吃刀量及进给量,计算切削速度和加工时间定额。由于加工形状复杂的拨叉,在装夹方面存在困难,需设计出专用夹具来进行装夹。最后编制加工工艺过程卡片和编制工序过程卡片。
【关键词】铣床拨叉;工艺设计;专用夹具设计
Fork machining process system design
【Abstract】The design of milling machine fork processing technology, the first is to analyze the milling fork parts, understand the characteristics of the milling fork structure, function and working principle, select the blank type. According to the structure shape of milling fork technology, combining form position tolerances, surface roughness, drawings and technical requirements for detailed processing technological process, and select the appropriate benchmark and crude benchmark. Make sure the work procedure, tolerance, and then choose the appropriate machine tool, cutting tool, jig; To consult the relevant processing manual, then select the right turning and feeding, calculate of cutting speed and processing time quota. Due to there are some problems in the clamping aspect of processing complicated shape of the fork, we need to design a special fixture for the clamping. Finally, establish machining process card and process card.
【Key words】Milling fork; process design; special fixture design
[2]王先逵.机械制造工艺学[M].机械工业出版社,2013(1).
[3]梁耀能.机械工程材料[M].华南理工大学出版社,2011(1).
[4] 戴曙.金属切削机床[M].机械工业出版社,1993(5).
[5] 陈日曜.金属切削原理[M].机械工业出版社,2002(1).
[6]王伯平.互换性与测量技术基础[M].机械工业出版社,2008(12).
[7]杨建明.数控加工工艺与编程[M].北京理工大学出版社,2014(1).
[8]王凡.实用机械制造工艺设计手册[M].机械工业出版社,2008(5)
[9]张洪涛,陈锡渠.机械制造工艺与设备[M].高等教育出版社,2011(8).
[10]陈宏钧.实用金属切削手册[M].机械工业出版社,2008(9).
[11]编委会.机械工人切削手册[M].化学工业出版社,2011(9).
[12]李明望.机械夹具选用简明手册[M].化学工业出版社,2011(10).
[13]吴拓.现代机床夹具设计手册[M].化学工业出版社,2011(7).
[14]杨志勤.铣工一点通[M].科学出版社,2012(3).
[15]樊其瑾,王威廉.机械加工工艺设计手册[M].航天工业出版社,1987(12).
【内容摘要】此次设计铣床拨叉加工工艺,先要分析铣床拨叉零件,了解铣床拨叉结构特点、功能以及工作原理,选取毛坯类型。根据铣床拨叉结构形状拟定工艺路线,再结合图纸上的形位公差、表面粗糙度、技术要求制定详细的加工工艺流程,并选择合适的精基准和粗基准。先确定工序公差、工序余量,然后选择合适的机床、刀具、夹具;查阅相关加工手册,选取合适的背吃刀量及进给量,计算切削速度和加工时间定额。由于加工形状复杂的拨叉,在装夹方面存在困难,需设计出专用夹具来进行装夹。最后编制加工工艺过程卡片和编制工序过程卡片。
【关键词】铣床拨叉;工艺设计;专用夹具设计
Fork machining process system design
【Abstract】The design of milling machine fork processing technology, the first is to analyze the milling fork parts, understand the characteristics of the milling fork structure, function and working principle, select the blank type. According to the structure shape of milling fork technology, combining form position tolerances, surface roughness, drawings and technical requirements for detailed processing technological process, and select the appropriate benchmark and crude benchmark. Make sure the work procedure, tolerance, and then choose the appropriate machine tool, cutting tool, jig; To consult the relevant processing manual, then select the right turning and feeding, calculate of cutting speed and processing time quota. Due to there are some problems in the clamping aspect of processing complicated shape of the fork, we need to design a special fixture for the clamping. Finally, establish machining process card and process card.
【Key words】Milling fork; process design; special fixture design
目 录
【内容摘要】 4
【关键词】 4
1绪论 4
1.1研究背景 4
1.2 铣床拨叉功能介绍 4
1.3研究的内容和目的 4
2、分析拨叉零件图 5
2.1拨叉结构分析 5
2.2拨叉的技术要求 5
2.2.1 尺寸要求 5
2.2.2 相互位置精度 6
2.2.3 表面粗糙度要求 6
3、拨叉工艺规程设计 6
3.1确定拨叉毛坯状况 6
3.2定位基准的选择 6
3.2.1精基准的选择 6
3.2.2粗基准的选择 6
3.3表面加工方法的确定 6
3.4工序顺序的安排 7
3.4.1机械加工工序 7
3.4.2热处理工序 7
3.4.3辅助工序 7
3.4.4初步加工顺序 8
3.5确定工艺路线 8
4、确定拨叉加工余量、工序尺寸 9
4.1加工拨叉头两端面、螺纹长孔台面、螺纹短孔台面 9
4.2 加工叉轴孔φ28 9
4.3铣拨叉脚两内侧面 10
4.4铣拨叉脚两端面 10
4.5加工螺纹长孔M16 10
4.6加工螺纹短孔M16 11
5、切削用量、时间定额的计算 11
5.1 粗铣拨叉头两端面(工序四) 11
5.2半精铣拨叉头两端面(工序五) 12
5.3钻、扩、铰孔φ28mm孔(工序六) 13
5.3.1钻孔工步 13
5.3.2扩孔工步 14
5.3.3铰孔工步 15
5.4粗铣拨叉脚两端面(工序七) 16
5.5半精铣拨叉脚两端面(工序八) 17
5.6粗铣拨叉脚两内侧面(工序九) 18
5.7半精铣拨叉脚两内侧面(工序十) 19
5.8粗铣螺纹短孔台面(工序十一) 20
5.9半精铣螺纹短孔台面(工序十二) 20
5.10粗铣螺纹长孔台面(工序十三) 21
5.11精铣螺纹长孔台面(工序十四) 21
5.12加工M16-7H螺纹短孔(工序十五) 21
5.12.1钻孔工步 21
5.12.2扩孔工步 22
5.12.3攻螺纹工步 23
5.13加工M16-7H螺纹长孔(工序十六) 24
5.13.1钻孔工步 24
5.13.2扩孔工步 25
5.13.3扩孔工步 26
5.13.4攻螺纹工步 27
6、拨叉专用夹具的设计 27
6.1专用夹具设计的任务 27
6.2 确定螺纹长孔的装夹方案 27
6.2.1确定定位零件 27
6.2.2确定导向装置 28
6.2.3确定夹紧机构 28
6.2.4画出夹具装配图 28
6.2.5夹具装配图的尺寸和技术要求的确定 28
7、总结 29
8、致谢 30
参考文献 30
附录1 机械加工工艺过程卡 31
附录2 机械加工工序卡片 32
【Abstract】 34
【Key words】 34
1绪论
1.1研究背景
1绪论
1.1研究背景
制造业是一个国家经济发展的基石,而制造技术是制造业赖以生存的关键技术,先进的制造技术可以衡量一个国家的国民经济水平及在世界的竞争地位。
机床是制造业的核心,高精度的机床是产品质量的保证。铣床是主要的加工机床,本文主要研究的是铣床拨叉的加工工艺及工装夹具的设计。
1.2 铣床拨叉功能介绍
铣床拨叉用在铣床变速箱中,主要起拨档作用。当铣床主轴需要改变转速时,可通过拨动拨叉从而可拨动变速箱中的双联变速齿轮,从而可改变档位达到改变铣床转速的目的。
1.3研究的内容和目的
(1)分析零件的结构、形位公差、表面粗糙度等技术要求。对其结构和功能特点的分析可以了解零件基本情况;对形位公差和表面粗糙度的分析能够了解零件表面加工要求和技术要点、难点,并由此确定基准面。
(2)选择毛坯材料、热处理等工艺,分析毛坯热处理工序安排顺序。
(3)设计合理的工艺路线,确定各工序工步加工的切屑用量及切削工时,并选择合适的工艺设备。
(4)根据零件的功能结构,设计一个比较重要工序的工装夹具。
参考文献
[1]于爱武,赵菲菲,杨雪青.机械加工工艺编制[M].北京大学出版社,2010(8).机床是制造业的核心,高精度的机床是产品质量的保证。铣床是主要的加工机床,本文主要研究的是铣床拨叉的加工工艺及工装夹具的设计。
1.2 铣床拨叉功能介绍
铣床拨叉用在铣床变速箱中,主要起拨档作用。当铣床主轴需要改变转速时,可通过拨动拨叉从而可拨动变速箱中的双联变速齿轮,从而可改变档位达到改变铣床转速的目的。
1.3研究的内容和目的
(1)分析零件的结构、形位公差、表面粗糙度等技术要求。对其结构和功能特点的分析可以了解零件基本情况;对形位公差和表面粗糙度的分析能够了解零件表面加工要求和技术要点、难点,并由此确定基准面。
(2)选择毛坯材料、热处理等工艺,分析毛坯热处理工序安排顺序。
(3)设计合理的工艺路线,确定各工序工步加工的切屑用量及切削工时,并选择合适的工艺设备。
(4)根据零件的功能结构,设计一个比较重要工序的工装夹具。
参考文献
[2]王先逵.机械制造工艺学[M].机械工业出版社,2013(1).
[3]梁耀能.机械工程材料[M].华南理工大学出版社,2011(1).
[4] 戴曙.金属切削机床[M].机械工业出版社,1993(5).
[5] 陈日曜.金属切削原理[M].机械工业出版社,2002(1).
[6]王伯平.互换性与测量技术基础[M].机械工业出版社,2008(12).
[7]杨建明.数控加工工艺与编程[M].北京理工大学出版社,2014(1).
[8]王凡.实用机械制造工艺设计手册[M].机械工业出版社,2008(5)
[9]张洪涛,陈锡渠.机械制造工艺与设备[M].高等教育出版社,2011(8).
[10]陈宏钧.实用金属切削手册[M].机械工业出版社,2008(9).
[11]编委会.机械工人切削手册[M].化学工业出版社,2011(9).
[12]李明望.机械夹具选用简明手册[M].化学工业出版社,2011(10).
[13]吴拓.现代机床夹具设计手册[M].化学工业出版社,2011(7).
[14]杨志勤.铣工一点通[M].科学出版社,2012(3).
[15]樊其瑾,王威廉.机械加工工艺设计手册[M].航天工业出版社,1987(12).