













苏ICP备112451047180号-6
摩擦离合制动器装配夹具的设计
一、选题简介、意义
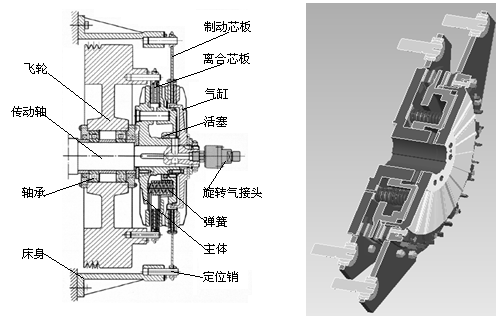
企业要装配一批气动离合制动器,该气动离合制动器通过改变气压的大小从而改变带有摩擦片离合芯板与飞轮的动作与否,继而实现机床的工作,制动与否。
先装配气动离合制动器存在的三个客观问题:一,因为要克服18根弹簧力压紧气缸,工人的劳动强度大,在压紧的环节很费劲;二,同时工作效率低,克服的弹簧力太大,以至于也很费时;三,工人在完成装配任务之后,如果在试气的环节,检测出离合器漏气,之前工人的工作就全部白费,一切都要从头从新开始,不能及时的检查气密性。
本设计通过固定支架,可调节压紧横梁与液压机构的配合来实现气动离合制动器的装配问题,从而实现了气动离合制动器气缸与主体的加紧,过程可控;可以在装配过程中试气,检测气密性;离合器正上方要留有足够的空间便于拧紧螺丝;适用于多种型号的离合器装配,加紧装置的可调性要好。
这套装置首先最重要的是夹紧装置,其他的条件可实现的基础只有夹紧装置完成之后才能各个实现其功能。
设计此方案的意思,就是节省了工人在离合器装配工装时,难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
本文的研究内容
设计其加紧装置使其满足:
① 气缸与主体的加紧,过程可控:也就是说设计的液压缸压紧装置能在保留气缸上部分一段空间的情况下使压紧机构压紧气缸,其间也要调节压紧机构尺寸大小来适应不同型号的离合器,做到多用的作用。
② 离合器正上方要留有足够的空间便于拧紧螺丝;也就是说压紧装置在气缸上部分不能占用太多的空间,否则会出现不能拧螺丝的状况,达不到装配效果,会适得其反。
③ 可以在装配过程中试气,检测气密性;装配离合器就是使其达到作用效果,离合器就是靠气密性来工作的,如果气密性无法保证,也就失去了工作能力,所此设计满足检测气密性效果不能少。
课题的目的和意义
我厂最近在气动离合器的装配车间需要提高装配效率和节省工人的劳动强度,
在提高装配效率和节省工人的劳动强度的基础之上,提出方案已于解决上述问题。
设计此方案的意思,就是节省了工人的在离合器装配工装时,的难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
摘要:企业要装配一批气动离合制动器,该气动离合制动器通过改变气压的大小从而改变带有摩擦片离合芯板与飞轮的动作与否,继而实现机床的工作,制动与否。
先装配气动离合制动器存在的三个客观问题:一,因为要克服18根弹簧力压紧气缸,工人的劳动强度大,在压紧的环节很费劲;二,同时工作效率低,克服的弹簧力太大,以至于也很费时;三,工人在完成装配任务之后,如果在试气的环节,检测出离合器漏气,之前工人的工作就全部白费,一切都要从头从新开始,不能及时的检查气密性。
本设计通过固定支架,可调节压紧横梁与液压机构的配合来实现气动离合制动器的装配问题,从而实现了气动离合制动器气缸与主体的加紧,过程可控;可以在装配过程中试气,检测气密性;离合器正上方要留有足够的空间便于拧紧螺丝;适用于多种型号的离合器装配,加紧装置的可调性要好。
这套装置首先最重要的是夹紧装置,其他的条件可实现的基础只有夹紧装置完成之后才能各个实现其功能。
设计此方案的意思,就是节省了工人在离合器装配工装时,难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
关键词:摩擦离合制动器、装配、夹具设计
Clutch Platen Fixture Design
ABSTRACT
Enterprises to assemble a group of pneumatic clutch brake, the pneumatic clutch brake by changing the pressure to change with the size of friction plate clutch plate and the flywheel core action or not, and then to realize the work machine, braking or not.
The first assembly of the three objective problems pneumatic brake: one, because to overcome 18 springs with firm pressure cylinder, the labor intensity of workers, the pressing part is difficult; two, at the same time, the work efficiency is low, the spring force to overcome the too big, so that it is very time-consuming; three, after the completion of the assembly workers the task, if the gas test link, detect the clutch leakage, before working on all in vain, all must start from the start, cannot check the tightness in time.
This design through the fixed bracket, with adjustable pressing beam and the hydraulic mechanism to realize pneumatic clutch brake assembly problem, step up, so as to realize the pneumatic clutch brake cylinder and the main process is controllable; can try the gas in the assembly process, detecting air tightness; clutch is to leave enough space to tighten the screws; the clutch assembly is suitable for a variety of models, a clamping device is adjustable.
This device is first and foremost a clamping device, after the foundation of other conditions can be achieved only if the clamping device can realize its function to complete each.
Design the scheme means, is to save the workers in the clutch assembly tooling, tighten the nut difficult problem, at the same time as the workers labor and improve the work efficiency.
At the same time, the pressure springs, gas test, tighten the nut, three of a pipeline, the use of design of mechanical and automation knowledge, is the design of a electromechanical integration.
Key words: clutch brake;Assembly;Fixture design
一、选题简介、意义
企业要装配一批气动离合制动器,该气动离合制动器通过改变气压的大小从而改变带有摩擦片离合芯板与飞轮的动作与否,继而实现机床的工作,制动与否。
先装配气动离合制动器存在的三个客观问题:一,因为要克服18根弹簧力压紧气缸,工人的劳动强度大,在压紧的环节很费劲;二,同时工作效率低,克服的弹簧力太大,以至于也很费时;三,工人在完成装配任务之后,如果在试气的环节,检测出离合器漏气,之前工人的工作就全部白费,一切都要从头从新开始,不能及时的检查气密性。
本设计通过固定支架,可调节压紧横梁与液压机构的配合来实现气动离合制动器的装配问题,从而实现了气动离合制动器气缸与主体的加紧,过程可控;可以在装配过程中试气,检测气密性;离合器正上方要留有足够的空间便于拧紧螺丝;适用于多种型号的离合器装配,加紧装置的可调性要好。
这套装置首先最重要的是夹紧装置,其他的条件可实现的基础只有夹紧装置完成之后才能各个实现其功能。
设计此方案的意思,就是节省了工人在离合器装配工装时,难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
本文的研究内容
设计其加紧装置使其满足:
① 气缸与主体的加紧,过程可控:也就是说设计的液压缸压紧装置能在保留气缸上部分一段空间的情况下使压紧机构压紧气缸,其间也要调节压紧机构尺寸大小来适应不同型号的离合器,做到多用的作用。
② 离合器正上方要留有足够的空间便于拧紧螺丝;也就是说压紧装置在气缸上部分不能占用太多的空间,否则会出现不能拧螺丝的状况,达不到装配效果,会适得其反。
③ 可以在装配过程中试气,检测气密性;装配离合器就是使其达到作用效果,离合器就是靠气密性来工作的,如果气密性无法保证,也就失去了工作能力,所此设计满足检测气密性效果不能少。
课题的目的和意义
我厂最近在气动离合器的装配车间需要提高装配效率和节省工人的劳动强度,
在提高装配效率和节省工人的劳动强度的基础之上,提出方案已于解决上述问题。
设计此方案的意思,就是节省了工人的在离合器装配工装时,的难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
摘要:企业要装配一批气动离合制动器,该气动离合制动器通过改变气压的大小从而改变带有摩擦片离合芯板与飞轮的动作与否,继而实现机床的工作,制动与否。
先装配气动离合制动器存在的三个客观问题:一,因为要克服18根弹簧力压紧气缸,工人的劳动强度大,在压紧的环节很费劲;二,同时工作效率低,克服的弹簧力太大,以至于也很费时;三,工人在完成装配任务之后,如果在试气的环节,检测出离合器漏气,之前工人的工作就全部白费,一切都要从头从新开始,不能及时的检查气密性。
本设计通过固定支架,可调节压紧横梁与液压机构的配合来实现气动离合制动器的装配问题,从而实现了气动离合制动器气缸与主体的加紧,过程可控;可以在装配过程中试气,检测气密性;离合器正上方要留有足够的空间便于拧紧螺丝;适用于多种型号的离合器装配,加紧装置的可调性要好。
这套装置首先最重要的是夹紧装置,其他的条件可实现的基础只有夹紧装置完成之后才能各个实现其功能。
设计此方案的意思,就是节省了工人在离合器装配工装时,难拧紧螺母的问题,同时为工人省力和提高工作效率。
同时实现了压紧弹簧,试气,拧紧螺母,三个工部一套流水线的目的,本设计运用机械与自动化的知识,算是一个机电一体化的设计。
关键词:摩擦离合制动器、装配、夹具设计
Clutch Platen Fixture Design
ABSTRACT
Enterprises to assemble a group of pneumatic clutch brake, the pneumatic clutch brake by changing the pressure to change with the size of friction plate clutch plate and the flywheel core action or not, and then to realize the work machine, braking or not.
The first assembly of the three objective problems pneumatic brake: one, because to overcome 18 springs with firm pressure cylinder, the labor intensity of workers, the pressing part is difficult; two, at the same time, the work efficiency is low, the spring force to overcome the too big, so that it is very time-consuming; three, after the completion of the assembly workers the task, if the gas test link, detect the clutch leakage, before working on all in vain, all must start from the start, cannot check the tightness in time.
This design through the fixed bracket, with adjustable pressing beam and the hydraulic mechanism to realize pneumatic clutch brake assembly problem, step up, so as to realize the pneumatic clutch brake cylinder and the main process is controllable; can try the gas in the assembly process, detecting air tightness; clutch is to leave enough space to tighten the screws; the clutch assembly is suitable for a variety of models, a clamping device is adjustable.
This device is first and foremost a clamping device, after the foundation of other conditions can be achieved only if the clamping device can realize its function to complete each.
Design the scheme means, is to save the workers in the clutch assembly tooling, tighten the nut difficult problem, at the same time as the workers labor and improve the work efficiency.
At the same time, the pressure springs, gas test, tighten the nut, three of a pipeline, the use of design of mechanical and automation knowledge, is the design of a electromechanical integration.
Key words: clutch brake;Assembly;Fixture design
目 录
绪论 1
第一章概述 2
1.1机械制造业的发展 2
1.1.1离合制动器用途及其工作原理 2
1.1.2机械制造业的前景 2
1.2夹具的组成、类型及发展史 2
1.2.1夹具的组成 2
1.2.2夹具的类型 3
1.2.3夹具的发展史 3
1.3 夹具的最终形式 4
1.3.1 模块、组块 4
1.3.2 通用、经济 5
第二章 定位支承设计 6
2.1 定位支承系统 6
2.1.1定位支承元件及布置 6
2.1.2定位销 6
2.1.3定位分析 7
2.1.4削边销的计算 7
2.2定位误差的分析与计算 8
2.2.1定位误差的组成 9
2.2.2定位误差的计算 9
第三章 夹紧机构设计 10
3.1夹紧动力 10
3.1.1气动夹紧机构 10
3.1.2 液压夹紧机构 10
3.2 夹紧力的确定 12
3.2.1夹紧力的作用点 12
3.2.2夹紧力的方向 12
3.2.3夹紧力的大小 13
3.2.4确定夹紧力适应注意的问题 13
第四章 液压缸的计算与选型 27
4.1明确液压系统的设计要求 27
4.2液压系统工况 28
4.3确定液压缸的主要参数 29
4.4拟定液压系系统原理图..............................................30
4.4.1确定液压系统方案.............................................35
4.4.2拟定液压系统原理图.........................................39
4.5确定液压缸的规格和电动机的功率...........................40
4.5.1计算液压泵的压力.............................................41
4.5.2计算液压泵的流量.............................................42
4.5.3选择液压泵的规格及型号..................................42
4.5.4确定电动机功率及型号.....................................43
第五章 气密性的检测 43
5.1 离合器气密性检测要求 44
5.2 离合器气密性检测原理 44
5.3 离合器气密性检测 44
第六章 设计辅助元件的选型 45
6.1气动螺丝刀
6.1.1气动螺丝刀工作原理 45
6.1.2气动螺丝刀的分类 46
6.1.3气动螺丝刀性能和特点 47
结 论 48
致 谢 49
参考文献 50
参考文献
[1] 谢家瀛,组合机床设计简明手册,北京:机械工业出版社,1996.8 P108
[2] 李云,机械制造工艺及设备设计指导手册,北京:机械工业出版社,1997.8 P256
[3] 机床设计手册编写组,机床设计手册,北京:机械工业出版社,1986.12 P87
[4] 哈工大,哈尔滨市教育局编写组,专用机床设计与制造,北京:机械工业出版社,1974 P96
[5] 华东纺织工学院 哈尔滨工业大学 天津大学,机床设计图册,上海科学技术出版社,1979.12 P238机械加工工艺装备设计手册编委会,机械加工工艺装备设计手册,北京:机械工业出版社,1998.6 P156
[6] 孙巳德,机床夹具图册,北京:机械工业出版社,1984.6 P228
[7] 孟宪栋 刘彤安,机床夹具图册,北京:机械工业出版社 P129
[8] 王秀伦 边文义 张运祥,机床夹具设计,中国铁道出版社,1984.10 P28
[9] 吴宗泽,机械设计,高等教育出版社,2001 P176
[10] 浦林祥,金属切削机床夹具设计手册,北京:机械工业出版社,1995 P243
[11] 南京机械研究所,金属切削机床夹具图册,北京:机械工业出版社,1984.12 P115
[12] 赵峰,组合夹具图册,北京:机械工业出版社,1996 P182
[13] 东北重型机械学院 洛阳农业机械学院 长春汽车厂工人大学,机床夹具设计手册,上海科学技术出版社,1980.1 P346
[14] 辛一行,现代机械设备设计手册,北京:机械工业出版社,1996 P115
[15]陈桂芳,机械制图与计算机绘图,西安:西安电子科技大学出版社,2006.8 P46
参考文献
[1] 谢家瀛,组合机床设计简明手册,北京:机械工业出版社,1996.8 P108
[2] 李云,机械制造工艺及设备设计指导手册,北京:机械工业出版社,1997.8 P256
[3] 机床设计手册编写组,机床设计手册,北京:机械工业出版社,1986.12 P87
[4] 哈工大,哈尔滨市教育局编写组,专用机床设计与制造,北京:机械工业出版社,1974 P96
[5] 华东纺织工学院 哈尔滨工业大学 天津大学,机床设计图册,上海科学技术出版社,1979.12 P238机械加工工艺装备设计手册编委会,机械加工工艺装备设计手册,北京:机械工业出版社,1998.6 P156
[6] 孙巳德,机床夹具图册,北京:机械工业出版社,1984.6 P228
[7] 孟宪栋 刘彤安,机床夹具图册,北京:机械工业出版社 P129
[8] 王秀伦 边文义 张运祥,机床夹具设计,中国铁道出版社,1984.10 P28
[9] 吴宗泽,机械设计,高等教育出版社,2001 P176
[10] 浦林祥,金属切削机床夹具设计手册,北京:机械工业出版社,1995 P243
[11] 南京机械研究所,金属切削机床夹具图册,北京:机械工业出版社,1984.12 P115
[12] 赵峰,组合夹具图册,北京:机械工业出版社,1996 P182
[13] 东北重型机械学院 洛阳农业机械学院 长春汽车厂工人大学,机床夹具设计手册,上海科学技术出版社,1980.1 P346
[14] 辛一行,现代机械设备设计手册,北京:机械工业出版社,1996 P115
[15]陈桂芳,机械制图与计算机绘图,西安:西安电子科技大学出版社,2006.8 P46