














苏ICP备112451047180号-6
风电轮毂轴承座铸造工艺设计
摘要:风力发电设备是一个很大的要求铁素体球墨铸铁零件库的重要部分制作而成的设备。叶片,轮毂,基地,齿轮箱,轴承座的主要装置。本文通过对轴承座的材料在铸造生产中,铸造工艺进行了探讨,以提高风轮的水平和轴承座的铸造过程中积累一点有用的信息,为风轮轮毂轴承座铸造厂的技术改造提供一些有益的参考。
关键词:铸造工艺;轴承座;球墨铸铁;
The wind wheel hub bearing casting process design
Abstract :equipment .The requirements of wind power equipment is a big nodular cast iron parts library produced by an important part of equipment. Blade, hub, base, gear box, and the main device of the bearing. This article through to the bearing material in casting production, the casting process are discussed in this paper, in order to improve the level of the rotor and the process of casting bearing accumulate a little useful information, for the wind wheel hub bearing foundry technology reform to provide some useful reference.
Keywords:Casting process; Bearing seat; Ductile cast iron;
一、 选题简介、意义
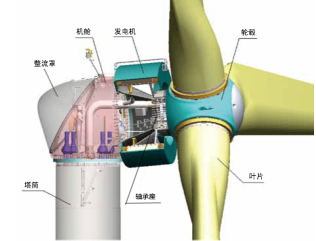
简介:风力发电的设备重要的部位都是由要求很高的铁素体基球墨铸铁件制作而成的。主要的装置有叶片、轮毂、底座、齿轮箱体、轴承座等构件。但这些构件属轮毂轴承座是铸件的核心部分。意义:为了能够更好的了解风电轮毂轴承座的的性能,从其中了解风电轮毂轴承座的缺陷与不足,在目前的基础上进行一定的提高和更好的改善。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
主要研究的内容:分析采用铸造工艺生产风电轮毂轴承座的方法,从铸造设备、生产工艺、铸造生产中常见的问题及对策等多个角度,对铸造工艺的技术动向以及今后的研究课题提出些自己的见解。
要解决的问题:其质量对风电轮毂轴承座的传递功率、寿命等性能起着决定性的作用。通过对风电轮毂轴承座的铸造生产中的材质,铸造工艺进行讨论,。
预期目标: 提高我国风电轮毂轴承座的铸造工艺水平积累一点有意义的资料,为有关风电轮毂轴承座的铸造生产厂在技术改造时提供些少许的有益参考。
研究步骤: 1·从零件图入手分析其结构,确定其分型面、浇注位置、设计浇注系统等
2·从相关的资料入手,查找并计算出相关的数据。
3·根据相应的数据制定出有关的设计,从而设计出轴承座的的铸造工艺设计
4·对其铸造缺陷分析并防止 .。
方法及措施:通过对材料和对铸造形状的研究进行改善。
摘要:风力发电设备是一个很大的要求铁素体球墨铸铁零件库的重要部分制作而成的设备。叶片,轮毂,基地,齿轮箱,轴承座的主要装置。本文通过对轴承座的材料在铸造生产中,铸造工艺进行了探讨,以提高风轮的水平和轴承座的铸造过程中积累一点有用的信息,为风轮轮毂轴承座铸造厂的技术改造提供一些有益的参考。
关键词:铸造工艺;轴承座;球墨铸铁;
The wind wheel hub bearing casting process design
Abstract :equipment .The requirements of wind power equipment is a big nodular cast iron parts library produced by an important part of equipment. Blade, hub, base, gear box, and the main device of the bearing. This article through to the bearing material in casting production, the casting process are discussed in this paper, in order to improve the level of the rotor and the process of casting bearing accumulate a little useful information, for the wind wheel hub bearing foundry technology reform to provide some useful reference.
Keywords:Casting process; Bearing seat; Ductile cast iron;
一、 选题简介、意义
简介:风力发电的设备重要的部位都是由要求很高的铁素体基球墨铸铁件制作而成的。主要的装置有叶片、轮毂、底座、齿轮箱体、轴承座等构件。但这些构件属轮毂轴承座是铸件的核心部分。意义:为了能够更好的了解风电轮毂轴承座的的性能,从其中了解风电轮毂轴承座的缺陷与不足,在目前的基础上进行一定的提高和更好的改善。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
主要研究的内容:分析采用铸造工艺生产风电轮毂轴承座的方法,从铸造设备、生产工艺、铸造生产中常见的问题及对策等多个角度,对铸造工艺的技术动向以及今后的研究课题提出些自己的见解。
要解决的问题:其质量对风电轮毂轴承座的传递功率、寿命等性能起着决定性的作用。通过对风电轮毂轴承座的铸造生产中的材质,铸造工艺进行讨论,。
预期目标: 提高我国风电轮毂轴承座的铸造工艺水平积累一点有意义的资料,为有关风电轮毂轴承座的铸造生产厂在技术改造时提供些少许的有益参考。
研究步骤: 1·从零件图入手分析其结构,确定其分型面、浇注位置、设计浇注系统等
2·从相关的资料入手,查找并计算出相关的数据。
3·根据相应的数据制定出有关的设计,从而设计出轴承座的的铸造工艺设计
4·对其铸造缺陷分析并防止 .。
方法及措施:通过对材料和对铸造形状的研究进行改善。
目录
目录 1
第一章 引言 1
第二章铸件的选材与结构分析 3
第三章工艺方案的分析与确定 4
3.1铸造方法及铸型种类、型砂配方的确定 4
3.2铸件的分型面 4
3.3浇注位置的确定 5
3.4浇注系统的设计 6
3.4.1浇注系统的原则 6
3.4.2浇注系统的分类 6
3.4.3浇口杯和浇道及冒口 7
3.5砂箱设计 8
第四章确定工艺数据 10
4.1铸造收缩率 10
4.2机械加工余量 10
4.3起模斜度 12
4.4最小铸出孔和槽 12
4.5型芯结构及具体数据 13
4.6初步制定砂箱尺寸 15
4.7确定浇注系统各部分结构尺寸及浇口杯和冒口的尺寸 15
4.7.1浇注时间的计算 15
4.7.2铸件重量的计算 16
4.7.3内浇道的截面积的计算及各组元之间的比例关系的确定 17
4.8校核砂箱内轮廓尺寸 19
4.9铸造工艺图 20
第五章 铸件可能产生的缺陷 20
5.1铸造缺陷的概念及分类 21
5.2缺陷产生原因 21
5.3缩孔与缩松 22
结论 23
铸造工艺卡的拟定 24
参考文献 25
参考文献
[1]中国机械工程学会 铸造手册第2版第1卷铸铁篇[M],北京,机械工业出版社,2002 (2)P278;
[2]薛强军,王忠,王智明,风电装备整机与铸铁生产的现状及展望[J],现代铸铁 2009(3)P19~22;
[3]苟华强,大型风力发电机组轮毂铸件的生产工艺[J],东方电气评论2008 22(88)P66~69;
[4]吴德海,球墨铸铁[M],北京,中国水利水电出版社 2006 P50~67;
[5]中国机械工程学会铸造分会,铸造手册,铸铁[M],北京机械工业出版社 2002 P29~33;
[6]沈定钊,王艳丽,微量铋锑在厚断面球墨铸铁中的孕育作用[J],铸造1995(4)P19~23;
[7]许峰,赵红,赵博,微量铋和锑在大断面球墨铸铁中的冶金行为[J],现代铸铁 1999(3)P38~42;
[8]李鹏,付会敏,江绍,大型风电球墨铸铁件的生产实践[J],现代铸铁2007(6)P32~33;
[9]孙润超,刘冬梅,苏艳,厚大断面球墨铸铁件常见缺陷防止[J],铸造 2009(8)P857~859;
[10]蒋云峰,张香杰,陈祥坤,大断面高伸长率球墨铸铁的熔炼[J],铸造 2004(2)P35~37;
参考文献
[1]中国机械工程学会 铸造手册第2版第1卷铸铁篇[M],北京,机械工业出版社,2002 (2)P278;
[2]薛强军,王忠,王智明,风电装备整机与铸铁生产的现状及展望[J],现代铸铁 2009(3)P19~22;
[3]苟华强,大型风力发电机组轮毂铸件的生产工艺[J],东方电气评论2008 22(88)P66~69;
[4]吴德海,球墨铸铁[M],北京,中国水利水电出版社 2006 P50~67;
[5]中国机械工程学会铸造分会,铸造手册,铸铁[M],北京机械工业出版社 2002 P29~33;
[6]沈定钊,王艳丽,微量铋锑在厚断面球墨铸铁中的孕育作用[J],铸造1995(4)P19~23;
[7]许峰,赵红,赵博,微量铋和锑在大断面球墨铸铁中的冶金行为[J],现代铸铁 1999(3)P38~42;
[8]李鹏,付会敏,江绍,大型风电球墨铸铁件的生产实践[J],现代铸铁2007(6)P32~33;
[9]孙润超,刘冬梅,苏艳,厚大断面球墨铸铁件常见缺陷防止[J],铸造 2009(8)P857~859;
[10]蒋云峰,张香杰,陈祥坤,大断面高伸长率球墨铸铁的熔炼[J],铸造 2004(2)P35~37;