














��ICP��112451047180��-6
���������������ӹ��о���ƣ���ͷ�״ּӹ���
ժҪ���������Ŀ����Ŀ����Ϊ����Ƴ�һ�Է��������˴�ͷ�״ּӹ���ר�üоߣ���������ר�üоߵ�����ҵ��뷨�ǿ������Ժ�������д������ļӹ������ҿ���ʤ�����˵ļӹ����պͼӹ����ȣ����ҷ��ӳ�ר�üо߷��㣬��ݣ��߾��ȣ���Ч���ص㣬�����ڴ��������п��Խ�ʡ���˵�����ʱ�䣬���Ṥ�˵Ĺ���ǿ�ȼ��ٹ��˵Ĺ���ʱ�䣬������ҵ��˵���Խ��ٹ��������������������ɱ���ʹ���о߿��Է��ӳ��Լ������壬���ٹ���ǿ�ȡ���������Ƽоߵ�ʱ��ʹ�õ������㶨λԭ�����ǹ������Լн�������ȶ��ԡ�
�ؼ��ʣ�ר�üоߣ��ּӹ�������
Abstract:This thesis aims to design a special fixture for engine connecting rod big end hole rough machining, for the design of the special fixture is my idea can process mass in the later in the production, processing and capable of connecting rod and the precision, and plays a special fixture convenient, fast, high precision, efficient, and can save the time of production workers in mass production, reduce the work intensity of workers, reduce working hours, to the enterprise can be less amount of work, reduce the cost of production. The fixture can play their own meaning, reduce the work intensity. We use in the design of fixture is six point location principle, is to improve the stability of workpiece can be clamped.
Keywords: special fixture:rough machining: connecting rod
Ŀ¼
��һ������ 1
1.1���˵���� 1
1.2���˵�Сͷ�� 1
1.3���˵Ĵ�ͷ�� 1
1.4���˵���Ҫ����ʽ 2
1.5���˵IJ��Ϻ�ë�� 2
1.6���˵���Ҫ�ӹ����� 2
1.7���˵Ļ�е�ӹ�·�� 3
1.8���˼оߵ����ԭ�� 3
1.9���˼о���Ʊ��� 3
1.10���˼оߵ����Ҫ�� 3
�ڶ������˼о�ԭ������ 4
2.1�о� 4
2.2�о����ԭ�� 4
2.3��ȷ�оߵĽṹ���� 4
2.4���Ƽо���ͼ 4
2.5.�о߾���У�� 5
2.6���Ƽо��������ͼ 5
2.7.�������� 5
2.8.�оߵķ�չ���� 5
2.9�н�װ�õ���� 5
2.9.1�����ļн� 5
2.9.2�н�װ�õ���� 5
2.10�н����ķ��� 6
2.11�н��������õ� 6
2.12���ټн����δ�ʩ 6
���������˴�ͷ�״ּӹ��о���� 7
3.1����ë�ߵIJ���ѡ�� 7
3.2�������� 7
3.2.������ѡ�� 7
3.2.1XH714�ӹ�ϳ����Ҫ�������� 8
3.2.2XH714���ؼӹ�ϳ���ص� 8
3.3.���������˴�ͷ�״ּӹ��ļо���� 9
3.4�о�����ƵĻ���Ҫ�� 9
3.5��� 10
3.6���㶨λԭ�� 10
3.7�Զ�λԪ���Ļ���Ҫ�� 15
3.8��λ���ķ��� 15
3.9�н�Ԫ����� 15
���� 20
����� 21
��л 22
��һ������
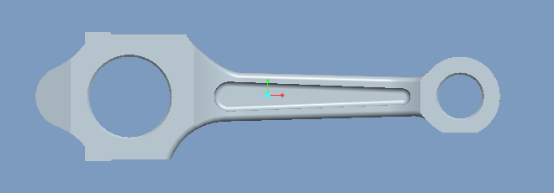
1.1���˵����
���˴�˵����Ӹˣ��˺�����������������ɵġ�������������ṹ���˸Ǻ�������ķ������ɴ�ͷ��������ģ����ǵ����ӷ�ʽ����������˨���������ġ����˴�ͷ�ֱ�װ����йؽ������������˸ǵĵ�һ�������ߴ�ֱ�Ĵ�С����Ϊֱ�߶����Ӹ˽ṹ��ͨ��б��ʽ�ṹ����һЩ������ˣ������С������γɴ�����һ���ǶȵĿ��еļ��غ�ж�ء����ǿ����ڹ����е��������ͣ������������ڹ������ֵļ��ʷdz��ĸߡ�
1.2���˵�Сͷ��
Сͷ��������ͨ����������������ӵĻ���������ѹ�������������������������������ѹ�������е����壬��������ܵ��Ǹ���ѹ���Ľ����غɲ����кܴ��ѹӦ��������Ӧ�������˵ĸ����ϡ���Ϊ������������������ԭ������ʹ�ù��������˳�������Ӧ����������Ϊ������ʵĶ��غɲ�������Ҫ�е��ġ�����Ҫ�����˵�����Ҫ�ᣬǿ��Ҫ������һ����������˵�ԭ�϶��Dz���45 �ֻ�40cr,����45m N2�����ʸֻ�Ͻ��Сͷ��״�ķ���ȡ���ڻ�����������С�˳ߴ硣ȫ��ʽ�Ͱ븡ʽ���������ӷ�ʽһ������������ķ������е�����Сͷ��������У������ַ�ʽ�������������������бȽ��ձ顣ȫ��ʽ������ת��ʱ�����˺ͻ�������������Сͷ�ף����Ա�֤��Բ�ܾ���ĥ��������������Ϊ�˱����������ͷ���������ױ����������ڻ����������װ���˻�������Ȧ���븡ʽ��������˨���ӵĻ������ڻ�����������ת�Ի���������С�˿ף���Сͷ�ײ���ת��
1.3���˵Ĵ�ͷ��
�ڼӹ������н���������˵���������ֱ�ĺͽ���������˵����߳�30°��60°�нǵĽ���ƽ�п����˺�б�п����ˡ�����ƽ�пڵĽϴ��һ�˵ĸն�Ҫ���������λ��Ҫ��һЩ�����Դ�ͷ���յ��������������α���ҪСһЩ������ƽ�п���������ɱ��͡�����һ����������ͻ����Dz���ƽ�п����ˡ������ͻ�������һ����ƽ�ĺ�б�пڡ�һ����ͻ�������ֱ�������Զ�Ӧ���˵Ĵ�ͷ��Ҳ�нϴ�ijߴ磬�ڲ�ж�Ĺ����п��Դӻ��������϶�ȡ�������DZ������б�п����ˡ����˸������˵�����ʱ�����ϸ�λ���ҿ��������壬��ֹ���˸ǵIJ���λ�ơ�������˨�ϵ�һ�ξ��ܵļӹ�Բ����;�ϸ�ӹ�����˨����ʵ��ƽ�п����˶����˸ǵĶ�λ����Ϊ�е��˽ϴ�����Ӷ�б�пڵ�����������˨���ڷ���ƣ������ˣ�Ӧ���õĶ�λ�����ܳ��ܺ�������
1.4���˵���Ҫ����ʽ
ƣ�Ͷ�����������������˵���Ҫ�Ļٻ���ʽ����ÿÿƣ���IJ�λ�����������ϵ�������Ӧ������ӵ�нϸߵĸ��Ժͽϸߵ����Ժ�ǿ�Ⱥ߿�ƣ�����������˵Ĺ����������ض�Ҫ������ǰ�����˵ļӹ��У����˵�ԭ��һ����ʹ��45��·40Cr������40MnB�ȣ�������ʹ�õ��ʸ֣���Ϊ���ʸֵ�Ӳ�ȸ�����Ϊ���˵Ĺ���Ҫ����ض� Ҫ������Ҫ�����˵�����ԭ��Ӳ��Ҫ�á������õ¹�������ҵ�������������˵�ԭ����ʹ��C70S6��̼�Ͻ�ǵ��ʸ֣����ֵ��ʸֵ�Ӳ�ȷdz��ĸߡ�ӵ�кܸ�ǿ�ȵĺϽ�֣�Ҳ��ȱ������Ӧ���غϺ�������ע����DZ���ӹ��������о���Ҫ���ƣ��ǿ�ȣ��������˵���ò����Բ�ǵȷ����Ҫ������ϸ����ǿ�ȺϽ�ֵ�ʹ�þͲ��ܵ��������Ԥ�ڽ����
1.5���˵IJ��Ϻ�ë��
��Ϊ�����ڹ�����Ҫ�е��Ķ������ã�����ӵ�е�ǿ����Ҫ�dz��ĸߡ��������˵�ԭ��һ����ʹ�ø�ǿ�ȵĺϽ�֣�����45�֣�55�֣�40Cr�ȡ���������ë�ߵķ�ʽ������ѡ�Σ�����Ҫ��ƾ�������������ͣ�ԭ�ϵĹ����Լ������ԭ�ϵ���֯���ܵ������������״�Լ�����������εijߴ磬�����������������������Ƚ��ķ�����ȷ��ë���������ë�����췽���Ŀ����ԡ����ݶԴ����������������ƻ�����������ë���Ķ��졣����������ʽ����ˣ�һ���Ǵ���Ƕ�����룬��һ��������Ƕ���������һ�𡣶���ë�ߵ���������죬��Ҫ��֮���е�ӹ��Ĺ�����Ҫ�����п���Ϊ��ȷ���п����˺�ּӹ��ľ��ȵĴּӹ��Ŀ����������Ǽӹ��ĵ����˵Ĵ�ͷ����״ȷ��Ϊ��Բ�Ρ���֮ѡ���ë����Ҫ�������㣬���Է��������������Ч�ʣ����������ɱ���
1.6���˵���Ҫ�ӹ�����
���˵���Ҫ�ӹ�����Ϊ��Сͷ�������棬����Ҫ�ļӹ�����Ϊ������ǵĽ���漰������˨��λ�棬��Ҫ�ӹ�����Ϊ�������ڲۡ��Ϳס���ͷ�����漰����ϵ���˨����ȡ�
1.7���˵Ļ�е�ӹ�·��
���˵Ļ�е�ӹ�·����Χ������Ҫ����ļӹ������ŵġ����˵ļӹ�·�߰����˵ķֺϿɷ�Ϊ�����Σ���һ��Ϊ��������п�֮ǰ�ļӹ����ڶ���Ϊ������� ���п���ļӹ���������Ϊ������Ǻ�װ��ļӹ�����һ�εļӹ���Ҫ��Ϊ������ӹ������������桢Сͷ�ʹ�ͷ����棩���ڶ�����Ҫ�Ǽӹ����� ��������������棬������ͷ�Ĵּӹ���Ϊ��װ��������˨�ͽ����Ĵּӹ����Լ��������ڲ۵ļӹ��ȣ�����������Ҫ�����ձ�֤���˸����Ҫ��� �ӹ����������˺�װ���ͷ�İ뾫�ӹ��Ͷ���ľ��ӹ�����Сͷ�ľ��ӹ�����������˺�װǰ�����֣���װ֮ǰ�Ĺ���·������Ҫ����Ĵּӹ��Σ���װ֮ ��Ĺ���·����Ϊ��Ҫ����İ뾫�ӹ������ӹ��Ρ�
1.8���˼оߵ����ԭ��
����ǰ������������˼оߵ������Ϊ���Լн����ˣ���μоߵ����ʱΪ������ǰ�оߵ�����У����Ա���ǰ�ļоӹ����ټӹ���ʱ�䡣��������������DZ�֤�оߵļӹ�ʱ��Ҫ����ǰ��Ƶļо����ӹ�ʱ��Ҫ�١�
1.9���˼о���Ʊ���
���ִ��Ƽ���չ���������ǰ���£��������ռ�ҲԽ��Խ��Ĵ��£�����ʹ�õ���Խ��Խ��ǰ��������ʹ�÷��������˵�ʹ����Խ��Խ������������������Ƶ�Ч��Խ��Խ��Ҫ������������������˵�ͬʱ������Ҫ�������˵��������ǻ�Ҫע������������Ч�ʡ�
1.10���˼оߵ����Ҫ��
������Ƽоߵ�ʱ�������ǵ��Ǽо���Ҫ�����ж�����ſ��Կ��ٵĴ������ӹ����ˡ�
�ڶ������˼о�ԭ������
2.1�о�
�оߣ���װ�оߵĵ����ఴ����;���ࣺ1.����ͨ�üоߡ�2.ר���Լоߡ�3.�ɵ��оߡ�4.��ϼоߡ�
2.2�о����ԭ��
�о߽ṹ��ƵĹ淶������������£��˽���������Ͷ����������֯�������й���Ϣ���˽�������ߺ������߾��ȵȼ����ͺ��Լ���Թ������мӽ�������Ҫ��λ�������߽��ж�ʹ�����ڼӹ��Ĺ�����һֱ���뵶����һ����Ե�λ�ù�ϵ.�ڼӹ��Ĺ�����оߵ������Ҫ�������н��ڣ�������Ҫ��λȷ��
2.3��ȷ�оߵĽṹ����
���ݹ��յĶ�λԭ����ȷ�������Ķ�λ��ʽѡ��λԭ����ȷ�������ļн���������Ƽн��������оߵ�������ɲ��֣��ֶ�װ�ã��Ե��������ԭ����װ�õIJ��֣�ȷ���о��������ṹ�ͳߴ硣���ƶ��ṹ�����Ĺ�����Ա�֤���Ⱥͽ��͵ijɱ�ΪĿ��ѡ���һ����õķ�����
2.4���Ƽо���ͼ
���Ƽо���ͼ�IJ���ͨ�������µIJ���
1·��ѭ������ͼ������ͼ����Ӧ��ʹ��1��1�ı��������Ƽоߵ���ͼ��������Ĵ�СҲ���Խϴ���߽�С�ı�����ͨ��������ͼ��ѡ�����λ���Ա�ʹ���Ƶ��������ͼ��ֱ���ԽϺ�����ͼӦ�ý��ٵ��DZ���Ҫ�����������ĸ������ֵĽṹ��
2·˫������������������������������λ�ʹ�������������������Ϊ���岢�����Ʊ�ʾ�ӹ�������
3·�������ζ�λ��ѡ������ͣ�ԭ�е���ȷ��λ����������λ�ü��ݶ�λ��
4·���ݶԼн���λ��Ҫ��������ԭ����ѡ��еļн�ϵͳ�ļ������ú����Լн�ʹ����װ�е����״̬���Կ��нϴ�ļн�������Ӧ��˫�㻯����������λ�ã���ʾ�������ֵĹ�ϵ��
5·Ҫ�Թ�������������ص�Ե�������Ԫ���ͷ������
6·����оߺ����������ÿ��������Ҽн�װ��Ϊһ��
2.5.�о߾���У��
�ڼо�����У����ṹ��Ʒ�����������Ӧ�öԼоߵķ������о��ȷ������㣻�о���ͼ���������Ժ���Ҫ���ݼо�ʣ�������ڽ���һ����ϣ����������ƺ�ӹ��ı�����е���������
2.6���Ƽо��������ͼ
�о߲���ͼ��ɺԷDZ�����ļӹ�����Ҫ�����Ӧ�ļоߡ�����Ӧ���ϸ��ҵ�ָ���ı�����ͼ��ͶӰҲ����ȫ�ߴ�����ɣ������������Ӧ���ע��һ��Ҫ����һ�£�����ļӹ����Ⱥͱ����ͷӦ�ڼо����ͼֽ�ĺ���ѡ���ʺ��������ʵ��ʹ����֤�Ŀ�ѧ��ơ�ʹ�ú����˶���Ʒ����������Ի��һ�������ĺõļо���ƣ�ʵ���˲�һ��Ӧ����о����������ʶ���ʹ�õ�ȫ���̡�
2.7.��������
�оߵ������������ǶԼоߵ�ĥ��һ�β��飬��������ȷ���оߵ��������ȶ��Ի���ʹ�õ�ʱ�䡣
2.8.�оߵķ�չ����
���Ż�������Խ��Խ�Ƚ��ķ�չ���оߵ����Ҳ����Ҫ���ո߾��ȸ�Ч�ʵķ�չ��������չ����Ϊ���ڵĿƼ��ķ�չ���ٶ������Ƴ����ļо�û�и߶ȵľ��������������ڻ����Ľ��̵ġ���ʱ����ǽ�Ǯ��仰Ҳ������չʾ���˸�Ч���ж�ô����Ҫ�����Բ������ǻ����оߵķ�չ�ִ��Ƽ�ҲԽ��Խ���Ч�ʸ߾��ȷ�չ��
2.9�н�װ�õ����
2.9.1�����ļн�
Ϊ�˱�֤��Щ���������£��������ܱ��ּӹ�λ���ɶ�λԪ������λ��ȷ�����мн�װ�õĹ��������ڼоߵļо߽ṹ�ɿ���
2.9.2�н�װ�õ����
�����������н�Ԫ��������ֱ���빤���Ӵ���ɼн����õ�����ִ��Ԫ��.����Դ������������˼н�װ�á�
2.10�н����ķ���
��1���н����ķ���Ӧ�ö��н����Ļ���
��2���н��������������������غ�
��3���н����ķ���Ӧ�ǹ������ԽϺõķ���
2.11�н��������õ�
�н��������õ���ָ�н����빤���Ӵ���һС�������ѡ�����õ��������ָ�ڼн�����һ���������ȷ���н������õ��λ�ú���Ŀ���н��������õ��ѡ���Ǵﵽ��Ѽӽ�״̬����Ҫ״̬���ء�����ѡ��н������õ������ѭ����ԭ��:
1·�н��������õ�Ӧ���ڶ�λԪ����֧�ŷ�Χ֮�ڶ��ҿ���ʹ�н�����֧�ŵ��Ӧ���Ǽн���������֧����
2·�н��������õ�Ӧѡ�ڹ������ԽϺõIJ�λ���棬��Ը��Խϲ�Ĺ�����Ϊ��Ҫ
3·�н��������õ�Ӧ���������ӹ����棬�Է�ֹ�����������α䣬��߶�λ���ȶ��ԺͿɿ��Լ��ɡ�
2.12���ټн����δ�ʩ
��ʱ��һ�����������ҳ����ʵļн������ǿ��Բ������µĴ�ʩ
1·���Ӹ���֧�ź����н��㡣
2·����ѹ�����Ӵ������
3·���öԳƱ��Ρ�
����
�˴α�ҵ��Ƶ�Ŀ������Ʒ��������˴�ͷ�Ĵּӹ����ڷ����������˵ľ��ӹ�Сͷ��Դ�ͷ�Ĵּӹ���Ҫ����Ƶ����˵ļо�Ҫ�����˵Ĵ�ͷ�����ĵ���ж�λ��Ƶļо�Ҫ����ֱ�Ӷ�λ������Ƶļн��ļо߿����ι̵ļн����˶����˽����ȶ��ļн���������˵����ʱ��ѡ�õĶ�λ��ij��Ƚϳ�����������ʹ��λ�����˹̶��ڼо����ϣ��Ҷ˻�����ʹ���˵Ķ�λ���̶��ڶ�λ���ϣ��������Լ��ټоߵ�������ټоߵĸ��ӳ̶ȣ����ʹ�õ�ѹ��Ԫ����ѹ�壬ѹ��������Ҫ��ѹ�屾�������˽���ѹ�����һ���Ҫѹ������˽ڽ��ж�λ����ѹ���·�������ͻ��ĵ��������Զ����˽������㶨λ��
�����
[1]�����о����[M].���������ӹ�ҵ�����磬2013.
[2]�ִ������о����[M].��������ѧ��ҵ�����磬2011.
[3]��ɭ�٣���е���칤����װ�䣨�ڶ��棩[M].��������ѧ��ҵ�����磬2009.1
[4]���.�����о�����ֲ�.��M��.�Ƽ���Ƴ�����.1988
[5]�ܿ���.��е����ֲ�.��M���ߵȽ���������.1988