














苏ICP备112451047180号-6
多件装夹车夹具设计及主要零件的工艺编制
摘要
本次毕业设计题目是多件装夹车夹具。主要设计的零件为拨叉零件。拨叉零件是位于机床变速机构中,主要起到了换挡的作用,拨叉的拨动可以使主轴按照工作者的要求进行工作。通过对零件的分析,零件工艺规程设计以及夹具体的设计完成最终设计。通过这次的设计,让我受益匪浅,也认识到了自己的不足,希望老师给予批评指正。
关键词:拨叉,变速机构,工艺规程
Abstract
The graduation design topic is a clamping fixture. The main design components for the forkparts. Fork parts in machine tool transmission mechanism, has played a major role shift,poking fork can make workers in accordance with the requirements of the work spindle. Based on the analysis of the components, parts process design and fixture design to complete the final design. Through this design, let me benefit, but also to recognize his own shortcomings,hope the teacher to give the criticism.
Antisttop:shifter fork,speed change mechanism,technological conditions
目录 :
一:零件的分析······················································8
1.1零件的作用····················································9
1.2拨叉零件的工艺分析 ··········································9
二:零件工艺规程设计···············································9
二:零件工艺规程设计···············································9
2.1毛坯的制造方式 ···············································9
2.2毛坯形状及尺寸的确定·········································10
2.3表面加工方法的确定··········································10
2.4影响加工方法的因素··········································10
2.5确定加工方案················································11
2.6定位基准的选择··············································11
2.7工序基准选择原则············································12
2.8工序分散和工序集中的程度····································12
2.9制定工艺路线················································14
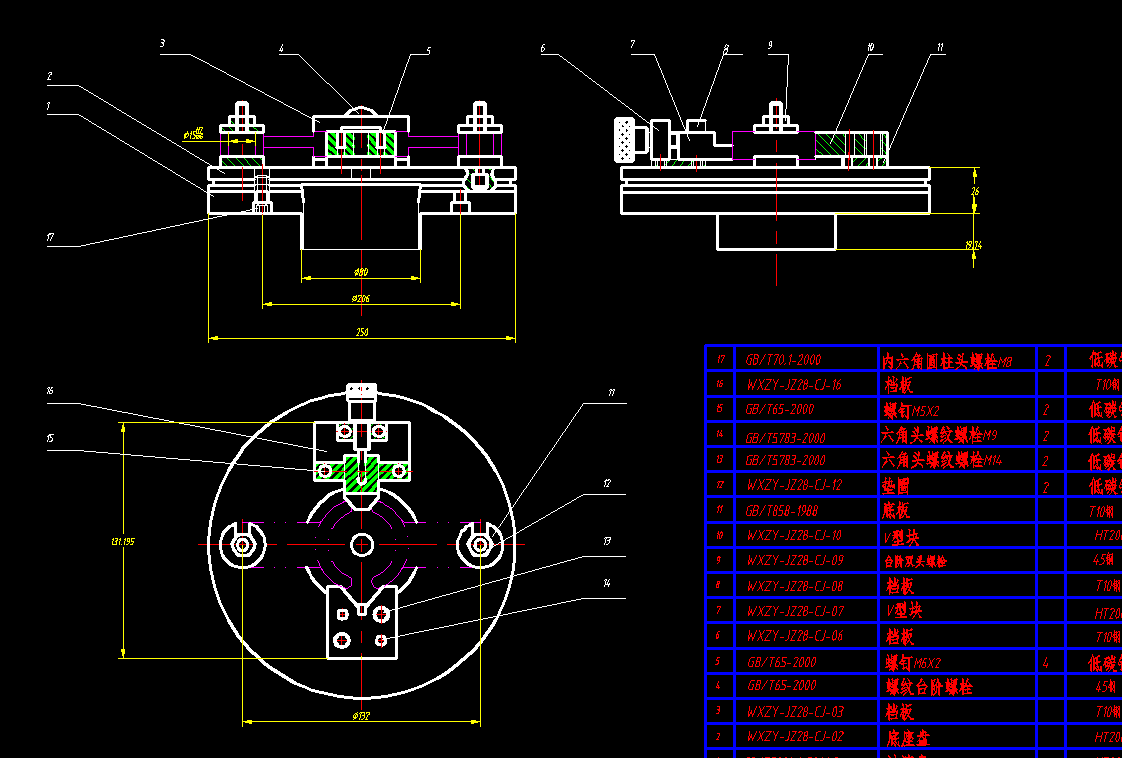
第三章:夹具体的设计·······································26
3.1具设计的基本要求············································26
3.2定位基准的选择··········································27
3.3切削力及加紧力的计算·····································27
3.4定位误差的计算··········································29
设计总结·································30
参考文献·································31
参考文献·································31
第一章零件的分析:
1.1零件的作用
拨叉零件是位于机床变速机构中,主要起到了换挡的作用,拨叉的拨动可以使主轴按照工作者的要求进行工作。拨叉通过拨动使车床滑移齿轮也其它不同齿轮啮合来达到主轴转速。假如拨叉的配合精度不够高,就会影响到滑移齿轮的定位精度,使得不能与其它齿轮很好的啮合,从而影响到整个机床的工作。
1.2拨叉零件的工艺分析
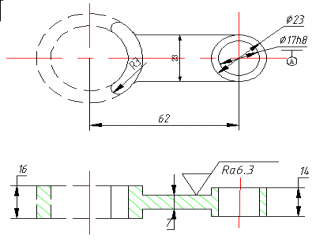
由于拨叉是根据工作者的要求使主轴获得相应的扭矩和速度,零件Φ17的孔是用于连接操作机构。Φ32的半孔是用于控制齿轮与轴相接处,通过拨动来使齿轮变速。此零件为铸件,一铸两零件,分开加工。
拨叉零件材料选择HT200,灰铸铁的抗拉硬度和塑性低,但铸造性能和减震性能好,可切削性能好。拨叉零件主要加工上端面,下端面,Φ17+0.021 0mm的孔以及Φ32(+0.024 0)mm的半孔,如图所示:
第二章零件工艺规程设计
2.1毛坯的制造方式
毛坯材料为HT200,由于零件简单,选用铸造成型,所选用的公差等级为IT8。毛坯的选择将直接影响到机械加工工艺生产效率和经济性。因此应该有一个正确的选择方式。
毛坯选择的原则:
1零件材料及性能要求
2零件结构形状与大小
3生产类型和现有的生产条件
4充分利用新工艺,新材料
2.2毛坯形状及尺寸的确定
毛坯的形状及尺寸主要取决于零件的形状,尺寸及加工余量等因素决定。其次要注意毛坯需要与零件相接近,以此来达到减少机械加工的劳动量,力求达到少或无切削加工,但是由于技术和成本的限制以及零件表面粗糙度和精度的要求越来越高,毛坯仍需要有一定的加工余量,以便通过机械加工达到零件的技术要求。
除了现有的加工余量之外,还要考虑到毛坯的机械制造,加工工艺及热处理的影响。
根据零件可知此类拨叉零件是批量生产,零件的复杂程度,加工精度以及成本所考虑,应用铸造方式,相对于锻造,铸造能够达到零件所需要的技术要求,此外出于经济考虑,铸造也要比锻造成本更低。因此所选取的材料为HT200.
2.3表面加工方法的确定
(1)Φ17 +0.021 0mm的孔为中心加工表面:其中包括Φ17 +0.021 0mm的孔,上下两端面以及上端面与孔的位置要求。
(2)Φ32+0.024 0mm的孔为中心加工表面:其中包括Φ32+0.024 0mm的孔,上下两端面。要注意的是Φ32+0.024 0mm的孔与Φ17 +0.021 0mm的孔有垂直度要求。
2.4影响加工方法的因素:
(1)加工零件表面精度及质量要求,并根据实际情况对加工方法进行选择。
(2拨叉是批量生产零件,可选择专门进行批量生产的机械加工中心进行生产。
(3)根据所给的毛坯和材料制定正确的加工方法,来避免出错带来的损失。
(4)要根据车间的实际生产效率进行合理的操作,同时也要引进相关配套的生产设备。
(5)在生产过程中要根据实际情况来对加工工艺进行适当的修改,提高产品的质量。
2.5确定加工方案
(1)平面的车削加工,具体方案为:先粗车,再精车,上端面为R6.3,下端面R6.3.
(2)查阅相关文献可得Φ32+0.024 0mm的孔粗糙度要求为R1.6,可以确定空的加工方案为粗镗——半精镗——精镗,倒角1x45度
(3)面垂直度的形位公差为0.08,位置度的形位公差为0.12。
2.6定位基准的选择:
定位基准分为粗基准和精基准,毛坯上未经加工的表面作为定位基准的称为粗基准,毛坯上已经过切削加工的表面作为定位基准的称为精基准。
(1)粗基准的选择:
选择粗基准时,需要考虑:1是保证各加工面有足够多的余量。
参考文献:杨叔子《机械加工工艺师手册》.北京.机械工业出版社.2001.8
吴慧媛,韩邦华《零件制造工艺与装备》.北京.电子工业出版社.2012.2
赵如福《金属加工工艺手册》.上海科学技术出版社.1990.10
高晓康,陈于萍《互换性与测量技术》.北京.高等教育出版社.2005
王光斗,王春福.《机床夹具设计手册》第三版.上海.上海科学技术出版社.2000
参考文献:杨叔子《机械加工工艺师手册》.北京.机械工业出版社.2001.8
吴慧媛,韩邦华《零件制造工艺与装备》.北京.电子工业出版社.2012.2
赵如福《金属加工工艺手册》.上海科学技术出版社.1990.10
高晓康,陈于萍《互换性与测量技术》.北京.高等教育出版社.2005
王光斗,王春福.《机床夹具设计手册》第三版.上海.上海科学技术出版社.2000