














��ICP��112451047180��-6
CA6140����������ĸ�����Լ����ۿļо����
ժҪ��������ĸ�ǽ�һ����ĸ�г������֣������̶���һ�����������ƶ��ĵ����ϣ�ʵ�ֿ��ϵ�Ŀ�ġ���������ʱ���൱��һ����˿����ϵ���ĸ���ڳ�����ʼ����ʱ��˿��ת������������ĸ��ת����ֻ�������ƶ����Ӷ�ʵ����ĸ�������ƶ���
��ƪ�����Ҫ���ܿ�����ĸ�ļӹ����չ���Լ����ۿļо���ơ������У��ӹ����չ����Ҫ����������������ĸ�ṹ���ƶ��ӹ�����·�ߣ�ȷ������ߴ硢�ӹ��������������������������ߣ������ɹ��չ��̿����ӹ����տ��������о���ƹ�����Ҫ��������������Ҫ��ȷ���о�����ʽ��������λԭ���붨λ��ȷ���ӽ�����������ӹ����������������н��������������У�ˣ���Ƽоߵ���Ҫ�����
�ؼ��������չ�� ���о����
CA6140Lathe-closing nut processing and precise boring fixture design
ABSTRACT��Opening and closing nut is a nut cut into two parts, sticking it in a bar can be moved up and down on the track to achieve the purpose of opening and closing. At the time it closed, the equivalent of a combination with screw nut. Began work in lathes, screw rotation, but the closing nut does not rotate can only moved up and down, to achieve the nut and move around.
This design introduces the closing nut processing procedures and precise boring fixture design. Paper, process rules mainly include: analysis of the opening and closing nut structure developed process route to determine the process size, machining, cutting, lathe and tool to finalize the process card and process cards, processes card. Fixture design process include: analyzing task requirements, determine the type of fixture, positioning error analysis of location and determined to intensify its programme, cutting force in machining and clamping force calculation and checking them, design the main part of the fixture.
Keyword��process ; design
Ŀ¼
��һ�� ���� 8
1.����ķ��� 8
�ڶ��� ���չ����� 9
1.ȷ��ë����������ʽ 9
2�����ѡ�� 9
3.�ƶ�����·�� 10
3.1�ӹ��εĻ��� 10
3.2��������� 11
3.3�ӹ�����·�ߵ�ȷ�� 11
4.ȷ��������������ʱ 12
������ ���� 17
3.1�о߶�λ��ʽ��ȷ�� 17
3.2�н�װ�õ���ɼ���� 18
3.3��ģ����װ�õ���� 19
3.3.1��ģ�Ľṹ��ʽ 19
3.3.2�۸˵���� 19
3.4����ṹ��ȷ�� 20
3.5��������ӽ����ļ��� 21
3.5.1�������ļ��� 21
3.5.2�н�����ȷ�� 23
3.6�оߵ���� 24
3.6.1��� 24
3.6.2�ڶ�V�Ϳ� 26
3.6.3ѹ�� 26
3.6.4��ģ֧�� 27
3.6.5֧�Ÿ� 28
3.6.6���� 28
3.6.7������ 29
�ܽ� 30
��л 31
����� 32
��¼ 33
��һ�� ����
������ĸ�Ĺ���������˿��ͨ�������������͵�����䡣��Ϊ����������Ĵ������롣һ���ǹ�ˣ�һ����˿�ˡ�����һ��Ĵ������ù�˴����������Ƽӹ���˿�˴����������������Dz���ͬʱҧ�ϣ�������ƻ�����ϵͳ��������ĸ���������������ж������Ĵ����Ƿ�ͨ��˿����������
1.2���յķ���
���ղ�����Ҫ�ȿ���Ҫ�ӹ������Ľṹ�ص��Լ�������������������ṹ�ص㿼���������������������ֶο���ʵ�ֹ����ĸ����桢�ļӹ������������Ч�ʵ�ͬʱ����ȷ���ӹ����ȡ�
�о߲����ص㿼�ǵ���������һ���Ƕ�λ����һ�����Ǽӽ�����λ���ֵ������Ҫ��֤�����ڼо��ϴ�����ȫ��λ����6�������ϵ����ɶ���ȫ�������ӽ�����Ҫ��֤����������������������Ȼ������ȷλ�ò������ƶ�������ʩ�Ӽн�����Ҫ��֤�����ƻ�������
1) �ֻ���ѡ��
�ֻ���ԭ�����������в���Ҫ�ӹ��ı���ʱ��������Щ����Ҫ�ӹ��ı�����Ϊ�ֻ������������ɸ����ӹ��ı��棬������ӹ����澫��Ҫ��ϸߵ�Ϊ�ֻ����������ԭ�������ͼ����֪��������β�۲���Ϊ�ֻ���
2��������ѡ��
���ǵ�Ҫ��֤����ļӹ������Լ�װ�е�ȷ���㣬����“���غ�”ԭ���“��ͳһ”ԭ���Ե���Ϊ��������������Ϊ��������
2. ��������������� .�������о�����ֲᡷ������ .�Ϻ���
�Ϻ��Ƽ����������� 2000
3. ����¡� ������� .��������칤����װ���� .���������ӹ�ҵ������ . 2010
4. ������������Ƽ���� .������������������� .�������ߵȽ��������� . 2009
5. ���縣���� . ��������е�ӹ�������Ա�ֲᡷ.�Ϻ����Ϻ���ѧ���������� 1992
ժҪ��������ĸ�ǽ�һ����ĸ�г������֣������̶���һ�����������ƶ��ĵ����ϣ�ʵ�ֿ��ϵ�Ŀ�ġ���������ʱ���൱��һ����˿����ϵ���ĸ���ڳ�����ʼ����ʱ��˿��ת������������ĸ��ת����ֻ�������ƶ����Ӷ�ʵ����ĸ�������ƶ���
��ƪ�����Ҫ���ܿ�����ĸ�ļӹ����չ���Լ����ۿļо���ơ������У��ӹ����չ����Ҫ����������������ĸ�ṹ���ƶ��ӹ�����·�ߣ�ȷ������ߴ硢�ӹ��������������������������ߣ������ɹ��չ��̿����ӹ����տ��������о���ƹ�����Ҫ��������������Ҫ��ȷ���о�����ʽ��������λԭ���붨λ��ȷ���ӽ�����������ӹ����������������н��������������У�ˣ���Ƽоߵ���Ҫ�����
�ؼ��������չ�� ���о����
CA6140Lathe-closing nut processing and precise boring fixture design
ABSTRACT��Opening and closing nut is a nut cut into two parts, sticking it in a bar can be moved up and down on the track to achieve the purpose of opening and closing. At the time it closed, the equivalent of a combination with screw nut. Began work in lathes, screw rotation, but the closing nut does not rotate can only moved up and down, to achieve the nut and move around.
This design introduces the closing nut processing procedures and precise boring fixture design. Paper, process rules mainly include: analysis of the opening and closing nut structure developed process route to determine the process size, machining, cutting, lathe and tool to finalize the process card and process cards, processes card. Fixture design process include: analyzing task requirements, determine the type of fixture, positioning error analysis of location and determined to intensify its programme, cutting force in machining and clamping force calculation and checking them, design the main part of the fixture.
Keyword��process ; design
Ŀ¼
��һ�� ���� 8
1.����ķ��� 8
�ڶ��� ���չ����� 9
1.ȷ��ë����������ʽ 9
2�����ѡ�� 9
3.�ƶ�����·�� 10
3.1�ӹ��εĻ��� 10
3.2��������� 11
3.3�ӹ�����·�ߵ�ȷ�� 11
4.ȷ��������������ʱ 12
������ ���� 17
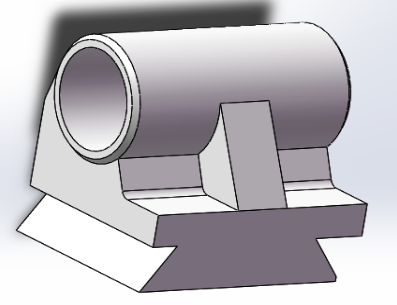
3.1�о߶�λ��ʽ��ȷ�� 17
3.2�н�װ�õ���ɼ���� 18
3.3��ģ����װ�õ���� 19
3.3.1��ģ�Ľṹ��ʽ 19
3.3.2�۸˵���� 19
3.4����ṹ��ȷ�� 20
3.5��������ӽ����ļ��� 21
3.5.1�������ļ��� 21
3.5.2�н�����ȷ�� 23
3.6�оߵ���� 24
3.6.1��� 24
3.6.2�ڶ�V�Ϳ� 26
3.6.3ѹ�� 26
3.6.4��ģ֧�� 27
3.6.5֧�Ÿ� 28
3.6.6���� 28
3.6.7������ 29
�ܽ� 30
��л 31
����� 32
��¼ 33
��һ�� ����
1.����ķ���
1.1���������������ĸ�Ĺ���������˿��ͨ�������������͵�����䡣��Ϊ����������Ĵ������롣һ���ǹ�ˣ�һ����˿�ˡ�����һ��Ĵ������ù�˴����������Ƽӹ���˿�˴����������������Dz���ͬʱҧ�ϣ�������ƻ�����ϵͳ��������ĸ���������������ж������Ĵ����Ƿ�ͨ��˿����������
1.2���յķ���
���ղ�����Ҫ�ȿ���Ҫ�ӹ������Ľṹ�ص��Լ�������������������ṹ�ص㿼���������������������ֶο���ʵ�ֹ����ĸ����桢�ļӹ������������Ч�ʵ�ͬʱ����ȷ���ӹ����ȡ�
�о߲����ص㿼�ǵ���������һ���Ƕ�λ����һ�����Ǽӽ�����λ���ֵ������Ҫ��֤�����ڼо��ϴ�����ȫ��λ����6�������ϵ����ɶ���ȫ�������ӽ�����Ҫ��֤����������������������Ȼ������ȷλ�ò������ƶ�������ʩ�Ӽн�����Ҫ��֤�����ƻ�������
�ڶ��� ���չ�����
�����DZ�������Ĺ��չ��֮ǰ,��Ҫ�˽���������á����ܣ���ȷ�˽������ڲ�Ʒ�е����ü�λ�á���ȷ����������ƶ����ݣ���Ҫ�ҳ���Ҫ�ĵļ���Ҫ��������������ƹ��չ��ʱ�����ú����İ취����֤��1.ȷ��ë����������ʽ
����IJ���Ϊ45�֣�������������������ͬʱ������������ߴ粻�ʿɲ���������ͣ����������������ʵ���ߣ���֤�ӹ�������2.�����ѡ��
����ĺ���ѡ���ǹ��չ������е���Ҫ����֮һ��������ȷ�Ļ���ѡ���������������Ч�ʣ���֤�ӹ�����������������ɹ��չ��̳��ֽ϶�����⣬���صĻ����������������ϣ�����������������С�1) �ֻ���ѡ��
�ֻ���ԭ�����������в���Ҫ�ӹ��ı���ʱ��������Щ����Ҫ�ӹ��ı�����Ϊ�ֻ������������ɸ����ӹ��ı��棬������ӹ����澫��Ҫ��ϸߵ�Ϊ�ֻ����������ԭ�������ͼ����֪��������β�۲���Ϊ�ֻ���
2��������ѡ��
���ǵ�Ҫ��֤����ļӹ������Լ�װ�е�ȷ���㣬����“���غ�”ԭ���“��ͳһ”ԭ���Ե���Ϊ��������������Ϊ��������
3.�ƶ�����·��
�ƶ�����·�����ȣ���Ҫʹ����ļ�����״��λ�þ��ȼ��ߴ羫�ȵȼ���Ҫ���ܵõ������ı�֤��������������ȷ��Ϊ���������������£�����ͨ������ר�ù����оߵ����ܻ������Ҿ���ʹ���������ﵽ��������ʵ�Ŀ�ġ��������⣬��Ҫ���Ǿ���Ч�����Ա㽵�������ɱ����ο�����
1. �������� .�������о���ơ�.������ �廪��ѧ������ .20102. ��������������� .�������о�����ֲᡷ������ .�Ϻ���
�Ϻ��Ƽ����������� 2000
3. ����¡� ������� .��������칤����װ���� .���������ӹ�ҵ������ . 2010
4. ������������Ƽ���� .������������������� .�������ߵȽ��������� . 2009
5. ���縣���� . ��������е�ӹ�������Ա�ֲᡷ.�Ϻ����Ϻ���ѧ���������� 1992