














苏ICP备112451047180号-6
M2120A内圆磨床座加工 钻、铰工装设计
摘 要
磨床是应用于零件精加工,尤其是淬硬钢件和高硬度特殊材料精加工的一种机床。近年来由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高,各种硬度材料日益增多,所以磨床的应用越来越广泛。
基于市场对内圆磨床的变速要求高,磨削内圆直径大的要求,经过重新布局和对主轴箱的设计后,M2120A 型内圆磨床的加工性能得到了很大的提高,外形更加美观,结构更紧凑,操纵也更方便,更省力。
设计的该型磨床主要用于磨削精密圆柱孔和圆锥孔,适用于单件小批量生产。 同时该磨床工作台由液压无级传动,工作台的工作进给、快速进给及退回、修整砂轮时的进给等均能自动变换。砂轮微量横进给可以手动或液动,液动进给即工作台每一个往复行程,砂轮作一次自动进给。修整砂轮用液压手柄操纵。
关键词:内圆磨床 进给机构 砂轮 修整器 夹具设计
ABSTRCT
Grinding machine is used in parts finishing,in particular hardened steel and special materials of high hardness of a machine tool for finishing.In recent years,due to the development of science and technology, modern machinery parts of the surface roughness and precision demand is higher and higher, the hardness of material is increasing,so the Grinding machine is more and more widely applied.
Based on high speed requirements of market for internal grinder and grinding inside diameter big request,after a new layout and design of spindle box,type M2110A internal grinder in the processing performance has been greatly improved, the appearance is more beautiful, more compact in structure,operation more convenient, also is more efficient.
Design of this type of grinding machine is mainly used for grinding precision cylindrical bore and conical bore, suitable for single piece and small batch production. Meanwhile, the grinding table by the hydraulic stepless transmission,bench work feeding, rapid feed and return,dressing grinding wheel feed, etc all can automatically transform.. Trace wheel infeed can be manual or hydraulic,hydraulic table feed that each reciprocating stroke,wheel as an automatic feed.Dressing grinding wheel with a hydraulic lever to manipulate.
Key word: internal grinder feed mechanism grinding wheel grinding wheel dresser fixture design
目 录
摘要 …………………………………………………………………Ⅲ
ABSTRCT ………………………………………………………Ⅳ
序言 …………………………………………………………………Ⅴ
第一章 零件分析 ……………………………………………………1
1.1 零件作用 ……………………………………………………1
1.2 零件的工艺分析 ……………………………………………1
第二章 工艺规程设计 ………………………………………………3
2.1 确定毛坯的制造形式 ………………………………………3
2.2 毛坯尺寸设计 ………………………………………………3
2.3 基面的设计 …………………………………………………5
2.4制定工艺路线 …………………………………………………8
2.5确定切削用量及基本工时 ……………………………………12
2.6机械加工工艺过程卡 …………………………………………18
2.7机械加工工序卡 ………………………………………………18
第三章 夹具设计 …………………………………………………19
3.1 机床夹具作用 ……………………………………………19
3.2 夹具零件分析 ………………………………………………20
3.3定位夹紧装置设计 …………………………………………24
3.4夹具装配图分析 ……………………………………………26
3.5加工过程 ……………………………………………………28
3.6定位误差分析 ………………………………………………32
3.7夹具设计及操作简要说明 …………………………………33
设计小结 ……………………………………………………………34
致 谢 …………………………………………………………………35
参考文献 ………………………………………………………………36
附录 ……………………………………………………………………37
第一章 零件分析
1.1 零件的作用
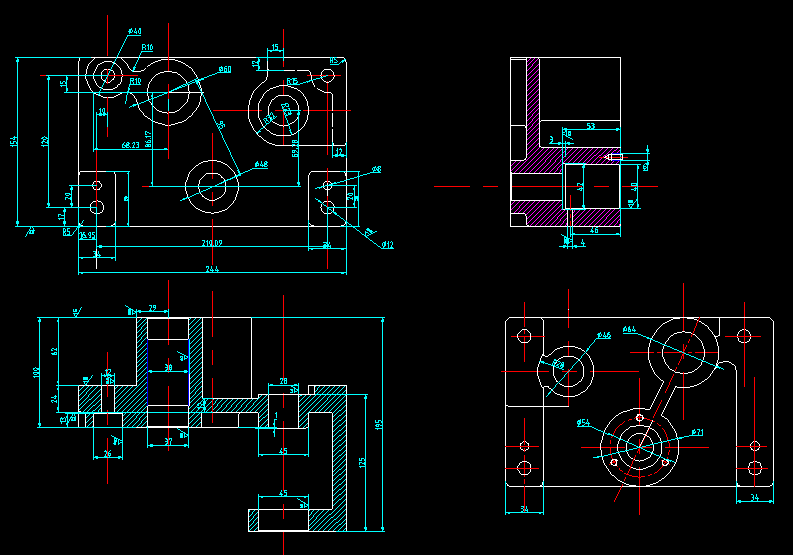
零件是M2120A内圆磨床的座加工,该零件主要是支承零部件重量的作用。它主要是受压应力,部分是受弯曲应力。此外,还要承受各零件工作时的动载作用力以及稳定在机架或基础上的紧固力。
1.2零件的工艺分析
由零件图可知,其材料为HT150,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件,通常可用作机座、泵体的连接座等。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:
1. mm轴线与
mm轴线与 mm轴线的同圆度误差为0.02mm,
mm轴线的同圆度误差为0.02mm, 轴线与
轴线与 28mm轴线的平行度误差为0.032mm,
28mm轴线的平行度误差为0.032mm, 25mm轴线与
25mm轴线与 37mm轴线的平行度误差为0.032mm,
37mm轴线的平行度误差为0.032mm, 37mm轴线与座体的下端面垂直度误差为0.05mm;
37mm轴线与座体的下端面垂直度误差为0.05mm;
2. 座体的四角上3
 12穿孔,粗糙度Ra12.5,座体的后端面粗糙度Ra6.3,座体的下端面(
12穿孔,粗糙度Ra12.5,座体的后端面粗糙度Ra6.3,座体的下端面( 12端面)粗糙度Ra3.2,座体的下端面(
12端面)粗糙度Ra3.2,座体的下端面( 60端面)粗糙度Ra1.6,座体
60端面)粗糙度Ra1.6,座体 60圆柱外圆粗糙度Ra12.5,座体
60圆柱外圆粗糙度Ra12.5,座体 12,
12, 26内孔表面粗糙度Ra12.5,座体
26内孔表面粗糙度Ra12.5,座体 38内孔表面粗糙度Ra6.3,座体
38内孔表面粗糙度Ra6.3,座体 37内孔表面粗糙度Ra0.8,座体
37内孔表面粗糙度Ra0.8,座体 28,
28, 45内孔表面粗糙度Ra1.6,
45内孔表面粗糙度Ra1.6,
3.座体的上端面( 45端面)粗糙度Ra3.2,座体的下端面(
45端面)粗糙度Ra3.2,座体的下端面( 28孔端面)粗糙度Ra6.3,座体的上端面(
28孔端面)粗糙度Ra6.3,座体的上端面( 26孔端面)粗糙度Ra3.2,座体
26孔端面)粗糙度Ra3.2,座体 40内孔表面粗糙度Ra0.8,座体
40内孔表面粗糙度Ra0.8,座体 4内孔表面粗糙度Ra12.5;
4内孔表面粗糙度Ra12.5;
4.座体 42内孔槽端面粗糙度Ra6.3,座体
42内孔槽端面粗糙度Ra6.3,座体 25内孔表面粗糙度R1.6,座体下端R28内孔表面粗糙度Ra12.5
25内孔表面粗糙度R1.6,座体下端R28内孔表面粗糙度Ra12.5
参 考 文 献
1 倪森寿,吕伟文 ,机械技术基础 北京,人民邮电出版社,2009
2 陈立德主编,机械设计基础课程设计指导书(第三版),高等教育出版社,2000
3 顾京主编,现代机床设备(第二版),化学工业出版社,2009
4 过小容,李坤,UG三维造型与数控加工编程实例精讲,辽宁科学技术出版社,2009
5 顾京主编,数控机床加工程序编制(第四版),机械工业出版社,2008
6 张铮主编,机电控制与PLC,机械工业出版社,2007
7 姚民雄,华红芳,孙燕华,机械制图,电子工业出版社,2009
8 姜敏凤,罗会昌,工程材料及热成型工艺(第二版),高等教育出版社,2006
9 陈宏钧,方向明,典型零件机械加工生产实例(第二版),机械工业出版社,2010
摘 要
磨床是应用于零件精加工,尤其是淬硬钢件和高硬度特殊材料精加工的一种机床。近年来由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高,各种硬度材料日益增多,所以磨床的应用越来越广泛。
基于市场对内圆磨床的变速要求高,磨削内圆直径大的要求,经过重新布局和对主轴箱的设计后,M2120A 型内圆磨床的加工性能得到了很大的提高,外形更加美观,结构更紧凑,操纵也更方便,更省力。
设计的该型磨床主要用于磨削精密圆柱孔和圆锥孔,适用于单件小批量生产。 同时该磨床工作台由液压无级传动,工作台的工作进给、快速进给及退回、修整砂轮时的进给等均能自动变换。砂轮微量横进给可以手动或液动,液动进给即工作台每一个往复行程,砂轮作一次自动进给。修整砂轮用液压手柄操纵。
关键词:内圆磨床 进给机构 砂轮 修整器 夹具设计
ABSTRCT
Grinding machine is used in parts finishing,in particular hardened steel and special materials of high hardness of a machine tool for finishing.In recent years,due to the development of science and technology, modern machinery parts of the surface roughness and precision demand is higher and higher, the hardness of material is increasing,so the Grinding machine is more and more widely applied.
Based on high speed requirements of market for internal grinder and grinding inside diameter big request,after a new layout and design of spindle box,type M2110A internal grinder in the processing performance has been greatly improved, the appearance is more beautiful, more compact in structure,operation more convenient, also is more efficient.
Design of this type of grinding machine is mainly used for grinding precision cylindrical bore and conical bore, suitable for single piece and small batch production. Meanwhile, the grinding table by the hydraulic stepless transmission,bench work feeding, rapid feed and return,dressing grinding wheel feed, etc all can automatically transform.. Trace wheel infeed can be manual or hydraulic,hydraulic table feed that each reciprocating stroke,wheel as an automatic feed.Dressing grinding wheel with a hydraulic lever to manipulate.
Key word: internal grinder feed mechanism grinding wheel grinding wheel dresser fixture design
目 录
摘要 …………………………………………………………………Ⅲ
ABSTRCT ………………………………………………………Ⅳ
序言 …………………………………………………………………Ⅴ
第一章 零件分析 ……………………………………………………1
1.1 零件作用 ……………………………………………………1
1.2 零件的工艺分析 ……………………………………………1
第二章 工艺规程设计 ………………………………………………3
2.1 确定毛坯的制造形式 ………………………………………3
2.2 毛坯尺寸设计 ………………………………………………3
2.3 基面的设计 …………………………………………………5
2.4制定工艺路线 …………………………………………………8
2.5确定切削用量及基本工时 ……………………………………12
2.6机械加工工艺过程卡 …………………………………………18
2.7机械加工工序卡 ………………………………………………18
第三章 夹具设计 …………………………………………………19
3.1 机床夹具作用 ……………………………………………19
3.2 夹具零件分析 ………………………………………………20
3.3定位夹紧装置设计 …………………………………………24
3.4夹具装配图分析 ……………………………………………26
3.5加工过程 ……………………………………………………28
3.6定位误差分析 ………………………………………………32
3.7夹具设计及操作简要说明 …………………………………33
设计小结 ……………………………………………………………34
致 谢 …………………………………………………………………35
参考文献 ………………………………………………………………36
附录 ……………………………………………………………………37
第一章 零件分析
1.1 零件的作用
零件是M2120A内圆磨床的座加工,该零件主要是支承零部件重量的作用。它主要是受压应力,部分是受弯曲应力。此外,还要承受各零件工作时的动载作用力以及稳定在机架或基础上的紧固力。
1.2零件的工艺分析
由零件图可知,其材料为HT150,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件,通常可用作机座、泵体的连接座等。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:
1.
2. 座体的四角上3
3.座体的上端面(
4.座体
参 考 文 献
1 倪森寿,吕伟文 ,机械技术基础 北京,人民邮电出版社,2009
2 陈立德主编,机械设计基础课程设计指导书(第三版),高等教育出版社,2000
3 顾京主编,现代机床设备(第二版),化学工业出版社,2009
4 过小容,李坤,UG三维造型与数控加工编程实例精讲,辽宁科学技术出版社,2009
5 顾京主编,数控机床加工程序编制(第四版),机械工业出版社,2008
6 张铮主编,机电控制与PLC,机械工业出版社,2007
7 姚民雄,华红芳,孙燕华,机械制图,电子工业出版社,2009
8 姜敏凤,罗会昌,工程材料及热成型工艺(第二版),高等教育出版社,2006
9 陈宏钧,方向明,典型零件机械加工生产实例(第二版),机械工业出版社,2010