





��ICP��112451047180��-6
����װ�������ƻ�����������ʵ��
ȫ����Ҫ�����������֡���һ���ֲ�����ѡ�����塢�о���״�Լ����½ṹ���ڶ����ֲ�������ҵ�ı�������״��������ҵ�����ƻ������д��ڵ���������˷������������������ҵ���ڵ����������ϵͳ��������ƣ�������Ҫҵ�����̽����˷��������IJ��ֶ�ϵͳ��ҵ�����̽�������ϸ��ƣ���Բ��ֺ���ҵ����������ݿ���ƣ����岿�ֲ�����ϵͳ�����л����Ϳ�����������չʾ��ϵͳ����Ҫ���ܽ��棻�������ֶ�ȫ�Ľ������ܽ���չ����
�ؼ��ʣ�����װ�䣬�����ƻ�������MRP��
Abstract II
Ŀ ¼ III
1 ���� 1
1.1 ����� 1
1.2 �о�Ŀ�������� 2
1.2.1 �о�Ŀ�� 2
1.2.2 ����� 3
1.3 �о���״ 3
1.4 ���ĵ���Ҫ���ݺͽṹ 5
2 ������ҵ�����ƻ�������״���� 7
2.1 ������ҵ���� 7
2.1.1����װ������������������ 7
2.1.2 ��ҵ��֯�ṹ��� 8
2.2 ����װ�䳧����������״������������� 8
2.2.1 ��״���� 8
2.2.2 ������� 9
2.3 ϵͳ����ģ�ͼ��� 10
2.4 ������ 10
3 ����װ�������ƻ�����ϵͳ������������ 11
3.1 ϵͳ������� 11
3.1.1 ϵͳ�������˼�� 11
3.1.2 ϵͳ���幦����� 12
3.2 ϵͳ���ܷ��� 12
3.2.1ϵͳ����ҵ����� 12
3.2.2 ���Ϲ���ҵ����� 14
3.2.3 BOM����ҵ����� 14
3.2.4 ������ҵ����� 15
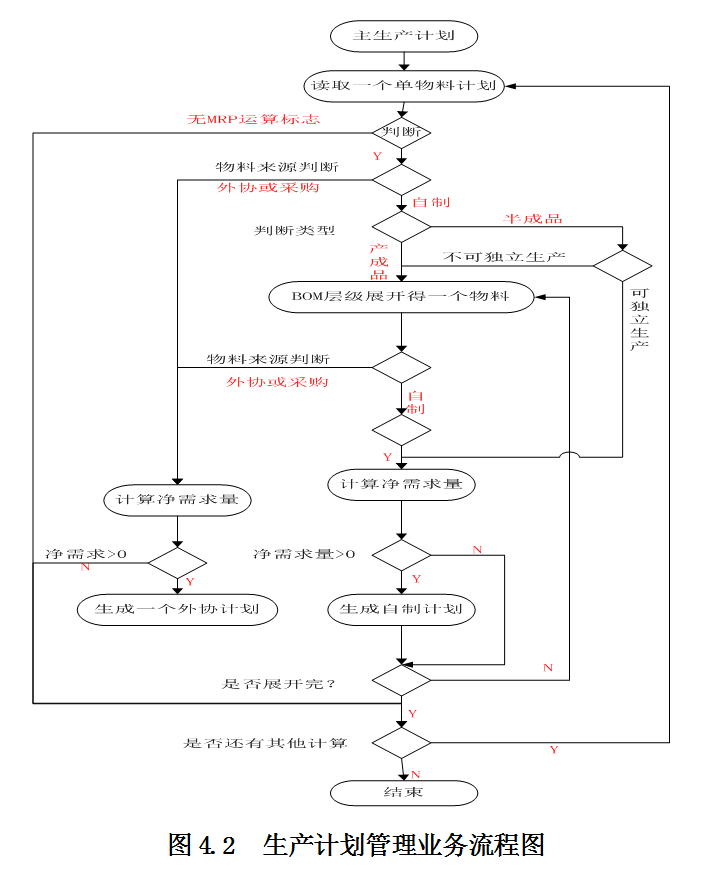
3.2.5 �����ƻ�����ҵ����� 16
3.3 ������ 18
4 ��������װ�������ƻ�����ϵͳ��ϸ��� 19
4.1 ϵͳҵ��������� 19
4.1.1 ϵͳ����ҵ��������� 19
4.1.2 �����ƻ�����ҵ��������� 20
4.1.3 ϵͳ������� 21
4.2 ���ݿ���� 22
4.2.1 ���ݿ����Ŀ�� 22
4.2.2 ����ģʽ��� 23
4.2.3 ���ݿ�ʵ����� 23
4.2.4 ���ݰ�ȫ��ά�� 24
4.3 ������ 25
5 ����װ�������ƻ�����������ʵ�� 26
5.1 ϵͳ���л������� 26
5.1.1 ���ݿ�������������� 26
5.1.2 WebӦ�÷��������� 26
5.1.3 ϵͳ��ϵ�ṹ��� 26
5.2 ϵͳ�������� 27
5.2.1 ϵͳ����ƽ̨ 27
5.2.2 ����ƽ̨ 28
5.3 Ӧ��Ч��չʾ 29
5.3.1��������ƻ�����չʾ 29
5.3.2��������ƻ����ɽ���չʾ 31
5.4 ������ 32
6 �ܽ���չ�� 33
6.1 �ܽ� 33
6.2 չ�� 33
�� л 34
����� 35
������ҵ���������ҵĹ�ҵ��չ������Ҫ�����ã�����÷�չ������ˮƽ�����ܲ��ɷֵ���ϵ��������ҵ�Ŀ��ٷ�չ�����������µı�������������ļ���ˮƽҲ�ڲ�����ߡ����������ҹ�������������ҵ��ԭ�еĹ����豸�����˲�ͬ�̶ȵļ������죬���������ִ����Ĺ���װ���������˾��й����Ƚ�ˮƽ�Ĵ����Զ��������ߣ�ʹ������ҵ�����켼��ˮƽ���˺ܴ���ߡ�������װ������ˮƽֱ��Ӱ����������������Ʒ���������ܡ���װ�������в����Ƚ���������ʽ������ϵ����װ����ˮ��������Ӧ�����Ի����Զ������������������ܹ����ٵظĻ����Ͳ���������������Ӧ���ϱ仯���г�������ǿ��ҵ�ľ�������Ŀǰ������װ���������¼���ͻ�����������¼�������[1-5]��
��1��װ������ģ�黯
����װ���ģ�黯����ָ�����㲿����������ģ�黯��ϵͳ��Ʒ���������̶Բɹ���ģ�黯��Ʒ����װ�伴���������������������װ��ģ�黯�ı���ԭʼ������������ʽ��������װ�����ϵIJ���װ����ҵת�Ƶ�������У����ܼ�������������ҵ�����㲿�������������ܽ�ʡװ��ʱ�䣬ͬʱ�������˹����ɱ����������á�
��2��װ�������Զ���
����װ�������Զ����̶ȵ���ߣ���Ʒ������һ����Ҳ�õ��˽�һ���ı�֤��������װ�������У�Խ��Խ����Զ�װ������Զ�װ������Ӧ�û����ˡ���е�ֺ����е���С����Щ�Ƚ���װ�估�����Զ��������豸��
��3��װ������������Ϣ��
��������Ʒ���Ի��Ͷ��������г������£�����װ����ҵ�Ӵ�ͳ�ĵ�һƷ�ֺʹ���������ת��Ϊ��Ʒ�ֺ���С��������װ�����Ʒ�ּ�����Ҳ��һ�����࣬���������������˸��ߵ�Ҫ����Ϣ���Ĺ���ϵͳ�ڵ���������������Ѿ����ɻ�ȱ���Ƚ���������Ϣ����ϵͳ�����Դ���������������ҵ��Ӧ������ʹ��ҵ�ܹ������ú�����س��������Ϣ��Ч�档
����������ʷԭ���ҹ���������������ҵ���ɴ���������ʽ�¾ɡ��豸�ϻ���������ʽ����������⡣��ˣ����ִ����ҵ��г������д��ڼ�Ϊ�����ĵ�λ�����ԣ�Ѱ��һ���µġ��ʺ��ҹ������������֯��ʽ����ʹ֮ʵ�û�����ȻҲ�ͳ�Ϊ����֮��[6]��
��1����߿�����ˮƽ����ʱʱ��֪�������
��2�����ٰ���������ȷ�ó������Ͳɹ�����������������ǰ�ڣ�
��3�����Ͳɹ�����������Ӫ�ɱ���
��4��ȷ����ʱ��������߿ͻ�����ˮƽ��
��5����߹���Ч�ʺ����������ԣ�
��6��ʵ��������Ϣ���������������Զ�����������ҵ����ģʽ��
��1���������ϣ�������װ�������ƻ������������о����Էḻ�뷢չ�����ƻ������������뷽����ϵ��
��2����ʵ���ϣ���ƻ��������Ժ���ǿ�ƻ���ִ������ͬʱ���ӹ淶�˼ƻ�����������һ������������“�ƻ�û�б仯�죬�ƻ����п���”������
��3��ͨ����ǿ�����ƻ����ȶ�������Ч�ԣ������������ҵ������ִ�������г���Ӧ�ȣ����������ƻ�����ȳɱ������Ч�ʡ�
��˾��ѭ��ѧ���������þ������ơ��������ƺ�Լ��������λһ���л���ϵ���ҵ����ģʽ�����ø߿Ƽ�������ʹ��“X”Ʒ���Ѿ��߳����ţ������ӹ���ͬ��ҵһ��ˮƽ��Ϊ��Ӧ�г����÷�չ������ʱ����ȷ������Ч�������г�������ͻ���������ҵ���ϸ����豸�������Ƚ�������������Ʒ�ڼ��ҵ��г������д��ڲ���֮�ء�
��1������ԭ��Ϊ�˴ﵽ����ȵ����ݹ���Ҫ�����һ����������ݵ������ԣ��������ϱ��롢��Ʒ�ṹ���������ɹ�����������ʱ����ȡ�
��2��������ԭ��ϵͳ���뾡��ʵ�ֲ����ļ���������Ա����ϵͳ��ѧϰ��ʹ�á�
��3���Ƚ��Ͱ�ȫ��ԭ����ҵ���Ͽɵ��Ƚ��������п�����ƣ���֤��Ϣϵͳ�������Ƶ�ͬʱ����������ָ�궼�ܴﵽ�ϸ�ˮƽ��ѡ�ú��ʵĹ�ϵ�����ݿ⣬���ϸ�İ�ȫ���ƺ����ݱ��ݻ��ƣ�����ȷ�����ݰ�ȫ�ɿ���
��4�������������չ��ԭ���ÿ��ŵ�������ϵ�ṹ�Լ��������ķ�������Ƽ�����ʹϵͳ�������õĿ����ԺͿ���չ�ԡ���ά���ԡ��ȿ��ǵ���ҵĿǰ�������Ӧ�ã���Ӧ��˵�������չ����Ҫ��Ϊ������Ӧ�������Ͷ��ο����ṩ���õĻ���������
��5����Ϣ�ھۣ�ͻ�����ɵ�ԭ����Ϣ�ھ�ʹ��ϵͳģ����ͨ�����Ż����ݣ�ʵ�ֲ�Ʒ��ƽṹ�����ϵͳ���νӺ���Ϣ���������밴����Ϣ���ɵĹ��ܺͲ������滮ϵͳ��
��6����Ϣ��Ŀ������ҵ��չս�����ϵ�ԭ������ҵ�ķ�չս������ȷ����Ϣ������Ŀ���뷢չ��������Ϣ���ܳɹ�ʵʩ���Ⱦ���������������ϵͳ��ƣ�������ϵͳʵʩ�����������ס���弯�ɻ�����������Χ����ҵ��ս��Ŀ����м��ɣ�ʵ����������Ϣ��������
[2]Katrina C. Arabe. The Car Factory of the Future��Lean��Fast & Flexible.2003.
[3]Andreas Dressler. Autos��suppliers take on bigger role in development & production��FDI.2004.
[4]Added Value from Automotive Glazing. Automotive Industries��2005.
[5]Marcus Berret.Reductions&Relocations��The Suppliers' Challenges.Automotive Design&Production��2005.
[6]����.�ʺ�����С��ҵ�������ƻ�����ϵͳ[J].��ϻ������Զ����ӹ�����.2001��95(3)��56-58.
[7]������.������ҵ�����ƻ�����[D].˶ʿѧλ����.�������ѧ��2004.
[8]���٣���Ө.��ǿ�����ƻ����� ��Ӧ�г�������Ҫ[J].ɽ��ұ��.2000��22��1����62-64.
[9]�̿أ�����.MRPII/ERPԭ����Ӧ��[M].�������廪��ѧ������2006:1-17.
[10]���鲨.��Ӧ�������������㲿��������ҵ�����ƻ�����̽��[J].��������.2013��12��4����32-33.
[11]��·��.�����Ʒ��С���������ƻ�������о�[D].˶ʿѧλ����.�Ͼ����Ͼ�������ѧ,2008.
[12]����.ERP����·����������ҵ�����ƻ��е�Ӧ���о�[D].˶ʿѧλ����.������������ó�״�ѧ��2009.
[13]���,������,�Żݶ�.ʱ������(JIT)����ʱ����(TBC)[J].��������������о�.2000��4(4):43-44.
[14]����,������.MRPII��JIT��TOC�ļ���ģʽ�о�[J].�������ù���.2002��16(6):72-74.
[15]���.�����ƻ������[M].�������й���ѧ���������磬2005.
[16]�̿أ�����.MRPII/ERPԭ����Ӧ��[M].����:�廪��ѧ�����磬2002.
[17]Physik F. Optimization of Production Planning Problems a Case Study for Assembly Lines[J]. International Journal of Modern Physics C��2000��11(5)��949-972.
[18]Vander Drift J H M, Boneschanscher N. Assembly Oriented Production Planning.7th Annual European Computer Comference[M]��Paris, 1993.
[19]��������������.��������������չ�뻥����ʱ���������������[J].��������һũ�Ѵ�ѧѧ��.2002��14��2����3-4.
[20]����������˳������ӱ.ERP�����������[M].����:���ӹ�ҵ�����磬2008:13-34.
[21]����.������ҵ��������ϵͳӦ�÷���[J].�ִ���ҵ����.2013��20��3����91-92.
[22]½����.ERPϵͳ��ҵģ����[M].����:���ӹ�ҵ�����磬2005.
[23]�콭.��ҵ��Դ�ƻ���ERP��——ԭ��•ʵʩ•Ӧ��[M].���������ӹ�ҵ�����磬2012.
[24]���Ϻ�ɭ����һ��.����װ�䳵�������ƻ�����ϵͳ������뿪��[J].����������뷢չ.2008��18��5����159-167.
[25]������.װ����MES�������������о�[D].˶ʿѧλ����.�人�����пƼ���ѧ��2007.
[26]�����֣���˳��.һ�ָĽ���BOMչ�����Ͳ��������㷨[J].�����������Ӧ��.2005��27��3����100-115.
[27]�裬������ERPԭ�����ʵʩ[M].���ӹ�ҵ�����磬2003.
[28]����Ⱥ.����.ERP/CRM/SCM/BIЭͬ������ָ��[M].����:��ѧ�����磬2004.
[29]�����.������Ϣϵͳ[M].��������е��ҵ�����磬2007.
[30]������.ERP——���ڲ�������[M].����:���ӹ�ҵ�����磬2005:67-68.
ժ Ҫ
�����ִ���Ϣ�����ķ�չ����������ҵҲ�������Ͼ�����ս�������ƻ�������������ҵ�������������Ҫ���ã�ȷ��Ч�������ƻ���������ҵ������ĸ�Ч���С�������Ҫ������װ������Ϊ�����������������ƻ�����������ʵ�ֵ��о�������ͨ���Բ�ͬ�����ƻ����������ıȽϣ���MRP����Ϊ�����������һ������װ�������ƻ�����ϵͳ��ȫ����Ҫ�����������֡���һ���ֲ�����ѡ�����塢�о���״�Լ����½ṹ���ڶ����ֲ�������ҵ�ı�������״��������ҵ�����ƻ������д��ڵ���������˷������������������ҵ���ڵ����������ϵͳ��������ƣ�������Ҫҵ�����̽����˷��������IJ��ֶ�ϵͳ��ҵ�����̽�������ϸ��ƣ���Բ��ֺ���ҵ����������ݿ���ƣ����岿�ֲ�����ϵͳ�����л����Ϳ�����������չʾ��ϵͳ����Ҫ���ܽ��棻�������ֶ�ȫ�Ľ������ܽ���չ����
�ؼ��ʣ�����װ�䣬�����ƻ�������MRP��
Management and Implementation of Automobile Assembly Production Plan
Abstract
With the development of modern information technology, automobile manufacturing industry is faced with severe challenges. The production plan in the production activities of automobile manufacturing enterprise plays an important role, accurate and effective production plan is advantageous to the efficient operation of the enterprise and the production activities. This thesis mainly takes automobile assembly production as the background, focuses on the research of production planning management and implementation. The thesis designs a set of management system based on MRP theory to automobile assembly production plan by comparing different production plan management method,
The full thesis mainly includes six parts. The significance, the research status of the topic and the structure of the thesis are illustrated in the first part. The background, the present situation of enterprises are expounded in the second part, and the problems existing in the enterprise production planning management are analyzed as well. The overall design of the system aimed at the problems existing in the enterprise are done in the third part, and the main business processes are analyzed. The detail design for the business process of the system are done in the fourth part, and the database design for part of the main business are done as well. The running environment and development environment of the system are expounded in the fifth part, and the main interface of some system’s functions are showed in this part. The full thesis is summarized and looked forward in the sixth part.
Key words: Automobile assembly, Production planning management, MRP.
Abstract
With the development of modern information technology, automobile manufacturing industry is faced with severe challenges. The production plan in the production activities of automobile manufacturing enterprise plays an important role, accurate and effective production plan is advantageous to the efficient operation of the enterprise and the production activities. This thesis mainly takes automobile assembly production as the background, focuses on the research of production planning management and implementation. The thesis designs a set of management system based on MRP theory to automobile assembly production plan by comparing different production plan management method,
The full thesis mainly includes six parts. The significance, the research status of the topic and the structure of the thesis are illustrated in the first part. The background, the present situation of enterprises are expounded in the second part, and the problems existing in the enterprise production planning management are analyzed as well. The overall design of the system aimed at the problems existing in the enterprise are done in the third part, and the main business processes are analyzed. The detail design for the business process of the system are done in the fourth part, and the database design for part of the main business are done as well. The running environment and development environment of the system are expounded in the fifth part, and the main interface of some system’s functions are showed in this part. The full thesis is summarized and looked forward in the sixth part.
Key words: Automobile assembly, Production planning management, MRP.
Ŀ ¼
ժ Ҫ IAbstract II
Ŀ ¼ III
1 ���� 1
1.1 ����� 1
1.2 �о�Ŀ�������� 2
1.2.1 �о�Ŀ�� 2
1.2.2 ����� 3
1.3 �о���״ 3
1.4 ���ĵ���Ҫ���ݺͽṹ 5
2 ������ҵ�����ƻ�������״���� 7
2.1 ������ҵ���� 7
2.1.1����װ������������������ 7
2.1.2 ��ҵ��֯�ṹ��� 8
2.2 ����װ�䳧����������״������������� 8
2.2.1 ��״���� 8
2.2.2 ������� 9
2.3 ϵͳ����ģ�ͼ��� 10
2.4 ������ 10
3 ����װ�������ƻ�����ϵͳ������������ 11
3.1 ϵͳ������� 11
3.1.1 ϵͳ�������˼�� 11
3.1.2 ϵͳ���幦����� 12
3.2 ϵͳ���ܷ��� 12
3.2.1ϵͳ����ҵ����� 12
3.2.2 ���Ϲ���ҵ����� 14
3.2.3 BOM����ҵ����� 14
3.2.4 ������ҵ����� 15
3.2.5 �����ƻ�����ҵ����� 16
3.3 ������ 18
4 ��������װ�������ƻ�����ϵͳ��ϸ��� 19
4.1 ϵͳҵ��������� 19
4.1.1 ϵͳ����ҵ��������� 19
4.1.2 �����ƻ�����ҵ��������� 20
4.1.3 ϵͳ������� 21
4.2 ���ݿ���� 22
4.2.1 ���ݿ����Ŀ�� 22
4.2.2 ����ģʽ��� 23
4.2.3 ���ݿ�ʵ����� 23
4.2.4 ���ݰ�ȫ��ά�� 24
4.3 ������ 25
5 ����װ�������ƻ�����������ʵ�� 26
5.1 ϵͳ���л������� 26
5.1.1 ���ݿ�������������� 26
5.1.2 WebӦ�÷��������� 26
5.1.3 ϵͳ��ϵ�ṹ��� 26
5.2 ϵͳ�������� 27
5.2.1 ϵͳ����ƽ̨ 27
5.2.2 ����ƽ̨ 28
5.3 Ӧ��Ч��չʾ 29
5.3.1��������ƻ�����չʾ 29
5.3.2��������ƻ����ɽ���չʾ 31
5.4 ������ 32
6 �ܽ���չ�� 33
6.1 �ܽ� 33
6.2 չ�� 33
�� л 34
����� 35
1 ����
1.1 �����
80��������������Ⱥ�����˼������������ϵͳ�����й��̡�����������ʱ������Ƚ�������ģʽ���ִ������Զ����̶�Խ��Խ�ߣ���Ʒ�������ڴ�����̣���Ʒ�Ľṹ�������ӡ������������ơ�90�������Ȼ��Ʒ�ijɱ��������Ǿ�������Ҫ֧��������ʱ���ѳ�Ϊ��������Ҫ�ƶ�������ˣ��ܷ��Ը�����ٶȡ����õ��������͵ijɱ�������µIJ�ƷͶ���г����ѳ�Ϊ��ҵ����Ĺؼ���������ҹ�������������ҵ��˵�������ѵõĻ����������µ���ս��������ҵ���������ҵĹ�ҵ��չ������Ҫ�����ã�����÷�չ������ˮƽ�����ܲ��ɷֵ���ϵ��������ҵ�Ŀ��ٷ�չ�����������µı�������������ļ���ˮƽҲ�ڲ�����ߡ����������ҹ�������������ҵ��ԭ�еĹ����豸�����˲�ͬ�̶ȵļ������죬���������ִ����Ĺ���װ���������˾��й����Ƚ�ˮƽ�Ĵ����Զ��������ߣ�ʹ������ҵ�����켼��ˮƽ���˺ܴ���ߡ�������װ������ˮƽֱ��Ӱ����������������Ʒ���������ܡ���װ�������в����Ƚ���������ʽ������ϵ����װ����ˮ��������Ӧ�����Ի����Զ������������������ܹ����ٵظĻ����Ͳ���������������Ӧ���ϱ仯���г�������ǿ��ҵ�ľ�������Ŀǰ������װ���������¼���ͻ�����������¼�������[1-5]��
��1��װ������ģ�黯
����װ���ģ�黯����ָ�����㲿����������ģ�黯��ϵͳ��Ʒ���������̶Բɹ���ģ�黯��Ʒ����װ�伴���������������������װ��ģ�黯�ı���ԭʼ������������ʽ��������װ�����ϵIJ���װ����ҵת�Ƶ�������У����ܼ�������������ҵ�����㲿�������������ܽ�ʡװ��ʱ�䣬ͬʱ�������˹����ɱ����������á�
��2��װ�������Զ���
����װ�������Զ����̶ȵ���ߣ���Ʒ������һ����Ҳ�õ��˽�һ���ı�֤��������װ�������У�Խ��Խ����Զ�װ������Զ�װ������Ӧ�û����ˡ���е�ֺ����е���С����Щ�Ƚ���װ�估�����Զ��������豸��
��3��װ������������Ϣ��
��������Ʒ���Ի��Ͷ��������г������£�����װ����ҵ�Ӵ�ͳ�ĵ�һƷ�ֺʹ���������ת��Ϊ��Ʒ�ֺ���С��������װ�����Ʒ�ּ�����Ҳ��һ�����࣬���������������˸��ߵ�Ҫ����Ϣ���Ĺ���ϵͳ�ڵ���������������Ѿ����ɻ�ȱ���Ƚ���������Ϣ����ϵͳ�����Դ���������������ҵ��Ӧ������ʹ��ҵ�ܹ������ú�����س��������Ϣ��Ч�档
����������ʷԭ���ҹ���������������ҵ���ɴ���������ʽ�¾ɡ��豸�ϻ���������ʽ����������⡣��ˣ����ִ����ҵ��г������д��ڼ�Ϊ�����ĵ�λ�����ԣ�Ѱ��һ���µġ��ʺ��ҹ������������֯��ʽ����ʹ֮ʵ�û�����ȻҲ�ͳ�Ϊ����֮��[6]��
1.2 �о�Ŀ��������
1.2.1 �о�Ŀ��
������ҵ�������ƻ�������ָ��һ����ʱ��Ϳռ������������ʡ��豸���ִ�����Ա��ͨ����ϵ���������Լ�Ķ�̬Ҫ����Э��������С�ijɱ��������ٶȣ����ŵķ���Ͳ�Ʒ�����̶��������г�����Ҫ����Ŀ����ʵ�����ʵĿռ�Ч���ʱ��Ч�棬�ڱ�֤��ʵ�ָ��ֻ��ڵĺ����νӵ�ǰ���£�ͨ����ҵ�ڲ����ⲿ������������Э����ȡ����ҵ��ѵľ���Ч��[7]����ҵ�������ƻ�����ҵ�������������ݣ�������ҵ��������������ͳ�ﰲ�ţ��涨����ҵ�ڼƻ����ڲ�Ʒ������Ʒ�֡������������ͽ��ȵ�ָ�꣬����ҵ�ڼƻ������������Ŀ����ж����죬����ҵ���������ƻ�����Ҫ���ݣ��������ҵ����Ч�����Ҫ���ڡ�Ҫʹ��ҵ�н�ǿ�ľ���������Ӧ����������ʹ��ҵ���������г���������Ӧ���������Ϳ���DZ�ڵ��г����ͱ����ǿ��ҵ�������ƻ�����[8]�����ĵ��о��ڴ˴��Ŀ�������£�������о�Ŀ�����£���1����߿�����ˮƽ����ʱʱ��֪�������
��2�����ٰ���������ȷ�ó������Ͳɹ�����������������ǰ�ڣ�
��3�����Ͳɹ�����������Ӫ�ɱ���
��4��ȷ����ʱ��������߿ͻ�����ˮƽ��
��5����߹���Ч�ʺ����������ԣ�
��6��ʵ��������Ϣ���������������Զ�����������ҵ����ģʽ��
1.2.2 �����
��20���ͺ���ڿ�ʼ��ȫ�������г�������һ���˿���������������Ի����½Σ��Ҳ�Ʒ������ҲԽ��Խ��Ҫ����֮������������ҵ������¿��⼴�ǣ������Ч����֯��Ʒ�֡�С�������������������ƻ��IJ�����������豸����Ա��DZ�����õ�һϵ�е��˷ѣ�����Ӱ�쵽��ҵ���ۺϾ�����[9]���й��Ѿ���Ϊ�����������������������Ѵ��֮һ���������ݵļ������ߣ���¶�����й�������ҵ�ڹ����г��Ͼ�����������ԶԶ������������ձ����¹��ͺ�����������ҵǿ������ˣ���Ӱ������������ҵ���ľ���������֮һ������װ���ߵ������ƻ��о���ʮ����Ҫ������[10]����1���������ϣ�������װ�������ƻ������������о����Էḻ�뷢չ�����ƻ������������뷽����ϵ��
��2����ʵ���ϣ���ƻ��������Ժ���ǿ�ƻ���ִ������ͬʱ���ӹ淶�˼ƻ�����������һ������������“�ƻ�û�б仯�죬�ƻ����п���”������
��3��ͨ����ǿ�����ƻ����ȶ�������Ч�ԣ������������ҵ������ִ�������г���Ӧ�ȣ����������ƻ�����ȳɱ������Ч�ʡ�
2 ������ҵ�����ƻ�������״����
2.1 ������ҵ����
�人A����װ�䳧��רҵ����“X��”�иߵ��γ������ͳ�ϵ�в�Ʒ��һ�ҹ�Ӫ��ҵ���������й�S������������˾���ش��人���ü�����������ʼ����1985�ꡣ��˾ӵ�����ʲ�9860��Ԫ���̶��ʲ�5100����Ԫ��ռ�����15000��ƽ���ף����н������6000ƽ���ף���ְԱ��280���ˡ���˾���������ۺ����Ƚ�����ӵ��һ��רҵ�������豸����˾��ѭ��ѧ���������þ������ơ��������ƺ�Լ��������λһ���л���ϵ���ҵ����ģʽ�����ø߿Ƽ�������ʹ��“X”Ʒ���Ѿ��߳����ţ������ӹ���ͬ��ҵһ��ˮƽ��Ϊ��Ӧ�г����÷�չ������ʱ����ȷ������Ч�������г�������ͻ���������ҵ���ϸ����豸�������Ƚ�������������Ʒ�ڼ��ҵ��г������д��ڲ���֮�ء�
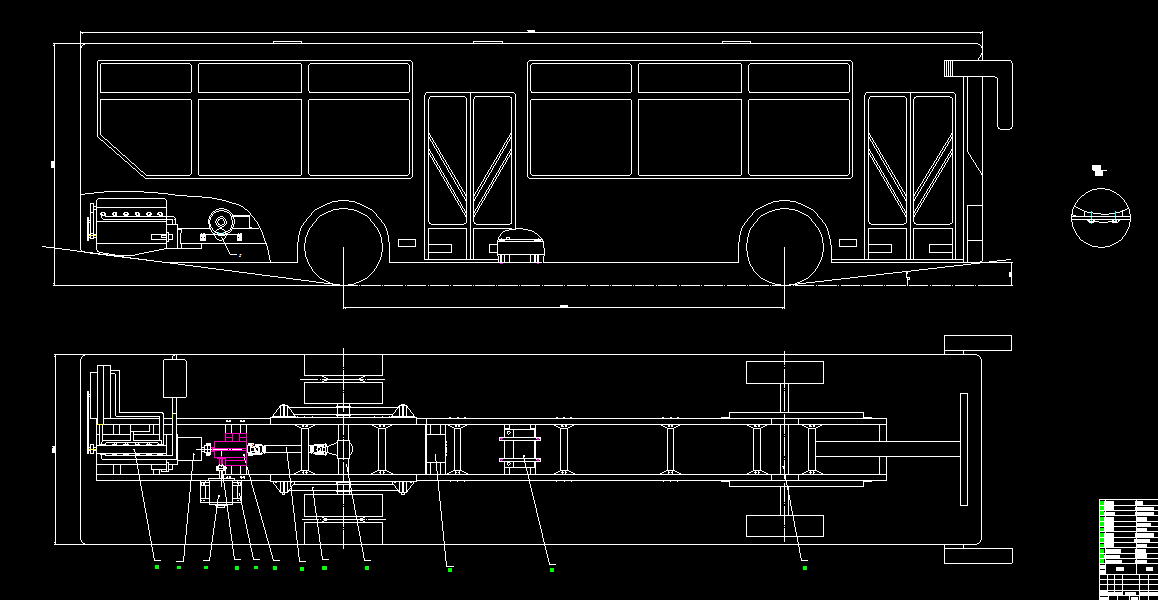
2.1.1����װ������������������
һ������������ʮ������㲿���������������㲿���ɷ�Ϊ�������桢���Ρ������ȴ���������ͳ�����С�����������������װ�������������У���һ������װ���������ذ塢������ǰ�������ȳ�����ṹ�����ɳ������Σ��ⱻ��Ϊ“��������”��“�߰�”��װ�ǽ�������ѹ���͵Ĵ��Ͱ�ľֲ���װ�����������ǽ������͵���Ϳ���䣬������ѹ������ϴ��֬��Գ������������Ϳ����Ϳ����֮����������װ�����ڸû����У���������ʱ�����ڵȴ���������������װ������“����������”��“����������”��“��װ������”��“���������”4�������߹���[24]��3 ����װ�������ƻ�����ϵͳ������������
3.1 ϵͳ�������
�κ�һ��������ҵ���������ƻ��������ܶ������ڣ�����Ϊ��ҵ�����е���Ҫ���֣������ϻ����������ݺͿ�����ݽ��м��㡢�ֽ��ִ�С���˱��µ�����˼·���漰�㣬����ȫ�ֵĹ�����˼������ƣ����ص���������ƻ������еĹ���ģ����ơ�3.1.1 ϵͳ�������˼��
�����ƻ�����ϵͳ����������Ŀ���ǽ���Ӧ�õ�ʵ�ʵ�����������ȥ��ʹ����������������ڹ������Ӷ�ʹ����װ�䳧����������Ϣ�������ķ�ʽ�¸������ڸ�Ч���������������������ҵ�ľ���Ч�档��ˣ��ڱ�ϵͳ��ƽ�����ѭ����ԭ��[25]:��1������ԭ��Ϊ�˴ﵽ����ȵ����ݹ���Ҫ�����һ����������ݵ������ԣ��������ϱ��롢��Ʒ�ṹ���������ɹ�����������ʱ����ȡ�
��2��������ԭ��ϵͳ���뾡��ʵ�ֲ����ļ���������Ա����ϵͳ��ѧϰ��ʹ�á�
��3���Ƚ��Ͱ�ȫ��ԭ����ҵ���Ͽɵ��Ƚ��������п�����ƣ���֤��Ϣϵͳ�������Ƶ�ͬʱ����������ָ�궼�ܴﵽ�ϸ�ˮƽ��ѡ�ú��ʵĹ�ϵ�����ݿ⣬���ϸ�İ�ȫ���ƺ����ݱ��ݻ��ƣ�����ȷ�����ݰ�ȫ�ɿ���
��4�������������չ��ԭ���ÿ��ŵ�������ϵ�ṹ�Լ��������ķ�������Ƽ�����ʹϵͳ�������õĿ����ԺͿ���չ�ԡ���ά���ԡ��ȿ��ǵ���ҵĿǰ�������Ӧ�ã���Ӧ��˵�������չ����Ҫ��Ϊ������Ӧ�������Ͷ��ο����ṩ���õĻ���������
��5����Ϣ�ھۣ�ͻ�����ɵ�ԭ����Ϣ�ھ�ʹ��ϵͳģ����ͨ�����Ż����ݣ�ʵ�ֲ�Ʒ��ƽṹ�����ϵͳ���νӺ���Ϣ���������밴����Ϣ���ɵĹ��ܺͲ������滮ϵͳ��
��6����Ϣ��Ŀ������ҵ��չս�����ϵ�ԭ������ҵ�ķ�չս������ȷ����Ϣ������Ŀ���뷢չ��������Ϣ���ܳɹ�ʵʩ���Ⱦ���������������ϵͳ��ƣ�������ϵͳʵʩ�����������ס���弯�ɻ�����������Χ����ҵ��ս��Ŀ����м��ɣ�ʵ����������Ϣ��������
4 ��������װ�������ƻ�����ϵͳ��ϸ���
4.1 ϵͳҵ���������
������һ�¶���������װ�������ƻ�����ϵͳ�Ĺ��ܷ�������ϵͳ�����Ӧ����������Щ���ܵĻ����ϣ�����ϵͳ�ṹ��ģ�黯��ʹϵͳ�����ڲ�ͬ��ҵ�����а�ʵ����������𡣱��ڽ���ϵͳ������ҵ�����̺������ƻ���������ģ���ҵ����������ϸ˵����ơ�4.1.1 ϵͳ����ҵ���������
�����ƻ�����ϵͳ����ҵ�����̵��������������ϵͳ����Ϣ����������ȫ�ֵĹ���������ϵͳҵ�����̣������Ǽӽ��˶�����Ϣ�������ⲿ��Ϣ���ο�����
[1]���.dz̸����װ�������¼���.[J].��������ʦ.2006��10��4����27-29.[2]Katrina C. Arabe. The Car Factory of the Future��Lean��Fast & Flexible.2003.
[3]Andreas Dressler. Autos��suppliers take on bigger role in development & production��FDI.2004.
[4]Added Value from Automotive Glazing. Automotive Industries��2005.
[5]Marcus Berret.Reductions&Relocations��The Suppliers' Challenges.Automotive Design&Production��2005.
[6]����.�ʺ�����С��ҵ�������ƻ�����ϵͳ[J].��ϻ������Զ����ӹ�����.2001��95(3)��56-58.
[7]������.������ҵ�����ƻ�����[D].˶ʿѧλ����.�������ѧ��2004.
[8]���٣���Ө.��ǿ�����ƻ����� ��Ӧ�г�������Ҫ[J].ɽ��ұ��.2000��22��1����62-64.
[9]�̿أ�����.MRPII/ERPԭ����Ӧ��[M].�������廪��ѧ������2006:1-17.
[10]���鲨.��Ӧ�������������㲿��������ҵ�����ƻ�����̽��[J].��������.2013��12��4����32-33.
[11]��·��.�����Ʒ��С���������ƻ�������о�[D].˶ʿѧλ����.�Ͼ����Ͼ�������ѧ,2008.
[12]����.ERP����·����������ҵ�����ƻ��е�Ӧ���о�[D].˶ʿѧλ����.������������ó�״�ѧ��2009.
[13]���,������,�Żݶ�.ʱ������(JIT)����ʱ����(TBC)[J].��������������о�.2000��4(4):43-44.
[14]����,������.MRPII��JIT��TOC�ļ���ģʽ�о�[J].�������ù���.2002��16(6):72-74.
[15]���.�����ƻ������[M].�������й���ѧ���������磬2005.
[16]�̿أ�����.MRPII/ERPԭ����Ӧ��[M].����:�廪��ѧ�����磬2002.
[17]Physik F. Optimization of Production Planning Problems a Case Study for Assembly Lines[J]. International Journal of Modern Physics C��2000��11(5)��949-972.
[18]Vander Drift J H M, Boneschanscher N. Assembly Oriented Production Planning.7th Annual European Computer Comference[M]��Paris, 1993.
[19]��������������.��������������չ�뻥����ʱ���������������[J].��������һũ�Ѵ�ѧѧ��.2002��14��2����3-4.
[20]����������˳������ӱ.ERP�����������[M].����:���ӹ�ҵ�����磬2008:13-34.
[21]����.������ҵ��������ϵͳӦ�÷���[J].�ִ���ҵ����.2013��20��3����91-92.
[22]½����.ERPϵͳ��ҵģ����[M].����:���ӹ�ҵ�����磬2005.
[23]�콭.��ҵ��Դ�ƻ���ERP��——ԭ��•ʵʩ•Ӧ��[M].���������ӹ�ҵ�����磬2012.
[24]���Ϻ�ɭ����һ��.����װ�䳵�������ƻ�����ϵͳ������뿪��[J].����������뷢չ.2008��18��5����159-167.
[25]������.װ����MES�������������о�[D].˶ʿѧλ����.�人�����пƼ���ѧ��2007.
[26]�����֣���˳��.һ�ָĽ���BOMչ�����Ͳ��������㷨[J].�����������Ӧ��.2005��27��3����100-115.
[27]�裬������ERPԭ�����ʵʩ[M].���ӹ�ҵ�����磬2003.
[28]����Ⱥ.����.ERP/CRM/SCM/BIЭͬ������ָ��[M].����:��ѧ�����磬2004.
[29]�����.������Ϣϵͳ[M].��������е��ҵ�����磬2007.
[30]������.ERP——���ڲ�������[M].����:���ӹ�ҵ�����磬2005:67-68.