





��ICP��112451047180��-6
��������FX2NPLC������ƿ��װ���������Զ������������
һ��ѡ���顢����
���Ž�������������ҩ��ҵ�ļ����IJ��ϴ��ºͽ���������ҩƷ��װ��ҵ�������˸��ٷ�չ��ʱ�ڡ�����ƿװҩ�������������ʹ�����Ƕ����豸������Ҳ�ս���ǿ����Ϊ�ҹ��������ƿװҩ������������ʮ��������������������������ҩ��������ҵ�����˾���г�ǰ�������Ը���ҩ��������ҵ����Լ��ͬ���ڽ��м����з����������½�������������Ե�ҩƷ�����ߣ������δ������������г���ȱ��
���ų���ҩ���������������Ժ�ҩ��Ĺ�װ���̾ͳ�Ϊ��������������Ϊ����Ҳ��Ϊ��Ҫ��һ�����ڣ�������Ƕ��ڹ�װ���̵Ĺ������������Ⱥ��Զ����̶ȵȶ������ĸߵ�Ҫ�������ڹ�װ�������в���ȫ���Զ�������ϵͳ�������Լ������ڹ��˲��������ϸ��������Ⱦ��������Ͷ�����Ч��ʹ��ҩ���װ���̸��Ӹ�ЧѸ�٣�ҲΪ��ҵ�����˸���ľ���Ч�档
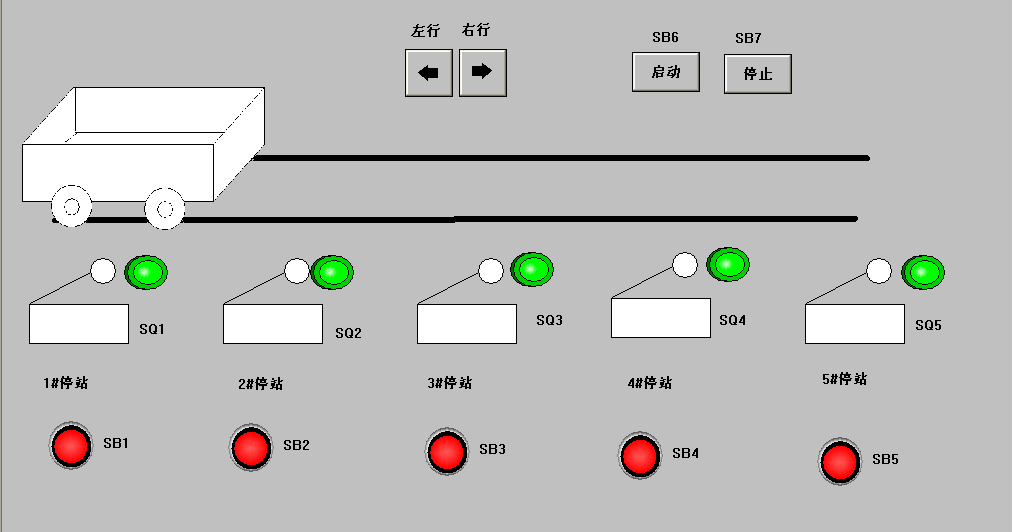
�������Ŀ������������ϵͳ������ ��ʼ�����Ժ�����������ܹ������Զ�������������Ҫר�ǵ���ȥ�ֶ������������ߵĿ���ϵͳһ��ͨ�磬�����ߵĿ��ƽ�������PLC�����ȱ�д�õ�����������п��ƣ����������ϵͳ�д��ʹ��Ķ����Ͷ�ҩƷ��װ����������PLC�����źŵ�������̵�����ɵģ����ͬʱPLC�ڲ��ļ����������Զ��ڲ�Ʒ�������м����������ﵽ�˸�Ч������Ŀ�ġ�
������ļ��굱�У������ҹ��ۺϹ�������ߣ�������IJ��ϴ��£�������ҵ��ת�ͷ�չ���ҹ��Ŀ��Ƽ���ˮƽҲ�������������������ִ�����ҩ��ҵҲ�����˹����Ĺ�װҩ�������ߡ�ͬʱ���ڹ����Ĺ�װ�����߶Աȹ���IJ�Ʒ���Ž�Ϊ�����ļ۸����ƣ�һЩ��ҩ��ҵ��ʱ��������һ���Թ���ü��������ߡ���Ҳʹ�����Ƕ��ڹ�װ�����ߵ��о��ͼ���Ӧ�����˳����������
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
��һ����Ҫ�о������ݣ�
�����������Զ���������Ϊ������ݣ���plcΪ��������ȫ�Զ�ϴ�»���
��������������Ҫ���⣺
1. ҩƷ�Զ��������ߵ�����ṹ��ƣ�
2. ҩƷ�Զ��������ߵ�Ӳ�����ɣ�
3. ȫ�Զ�ϴ�»�plc����ϵͳ��������ƣ�
������Ԥ��Ŀ�꣺
������Ŀ��������Զ��������ߵ����巽��������ʵ���Զ��������������Լ������������ȹ��ܡ�
���ģ�Ԥ��Ŀ�ģ�
����������ϵͳ������ ��ʼ�����Ժ�����������ܹ������Զ�������������Ҫר�ǵ���ȥ�ֶ������������ߵĿ���ϵͳһ��ͨ�磬�����ߵĿ��ƽ�������PLC�����ȱ�д�õ�����������п��ƣ����������ϵͳ�д��ʹ��Ķ����Ͷ�ҩƷ��װ����������PLC�����źŵ�������̵�����ɵģ����ͬʱPLC�ڲ��ļ����������Զ��ڲ�Ʒ�������м����������ﵽ�˸�Ч������Ŀ�ġ�
���壩�о�����
������Ĺ��������Ϊ�ĸ��Σ�
��һ�Σ��������ף��г����С��ռ����ϡ�ȷ�����ⷽ������ɿ��ⱨ�棻
�ڶ��Σ����ϵͳ���ܣ����нṹ��ơ�������еװ��ͼ��
�����Σ���ҩƷ�Զ��������ߵĿ���ϵͳ���з�������plc���к������䣬ѡ����ʵ�plc��CPU�ͺźͺ��ʵ���ΧԪ������
�����Σ�����ҩƷ�Զ��������ߵ�plc������ƣ��Գ�����е����ġ�
���ĽΣ������������ϣ���ɱ�ҵ������ļ���硣
������������������ʩ��
������������������Ҫ����ʵ�鷨��
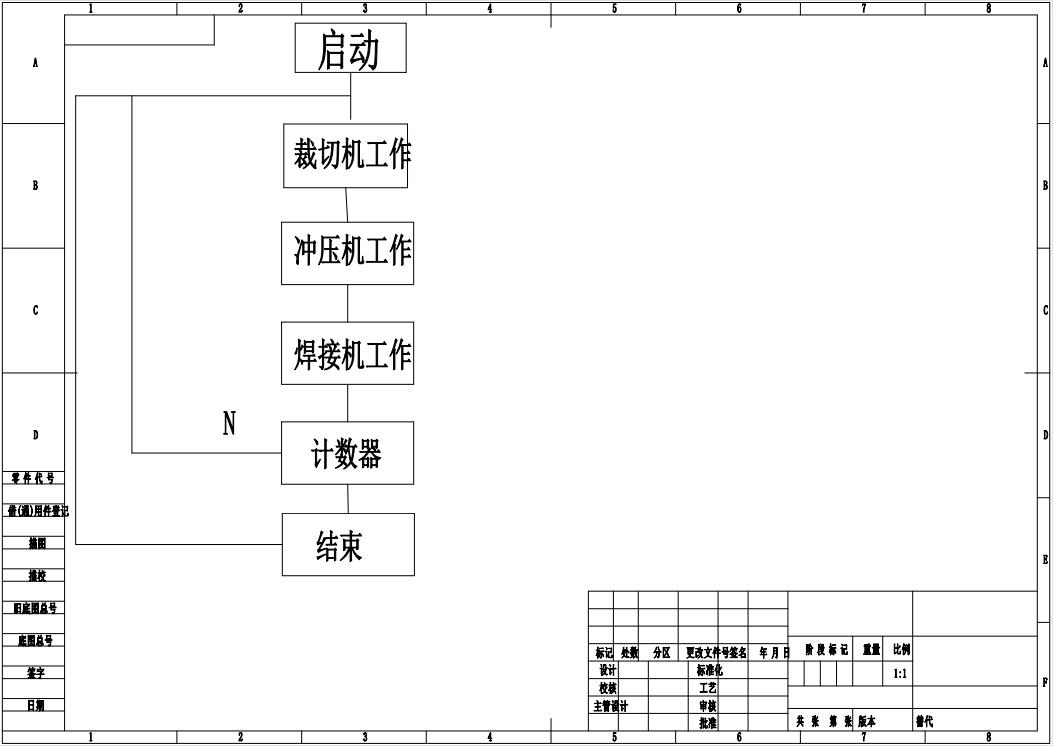
��ʩ�����ڻ���һ�廯����֪����õ�ʵ�����飬�ڽ�ʦָ���£���ҩƷ�Զ��������ߵĹ���ԭ��Ϊ������������еͼֽ�Ͳ���װ��ͼ����ƿ�������plc�����г���
������ƣ����ģ���ϵ���ṹ����٣�
��һ�� ����
1.1ҩƷ�Զ��������ߵļ�ʷ������
1.2 ҩƷ�Զ��������ߵ��ص�
1.3ҩƷ��װ�Զ��������ߵĹ�����Ӧ���뷢չǰ��
�ڶ���Һ��ҩ���װ������������Ʒ���
2.1�������
2.2Һ��ҩ���װ��ˮ�ߵĻ����ṹ
2.3��װϵͳ�Ŀ���Ҫ��
2.4����ϵͳ�����˼·
������ ��е�����߸�����PLCѡ��
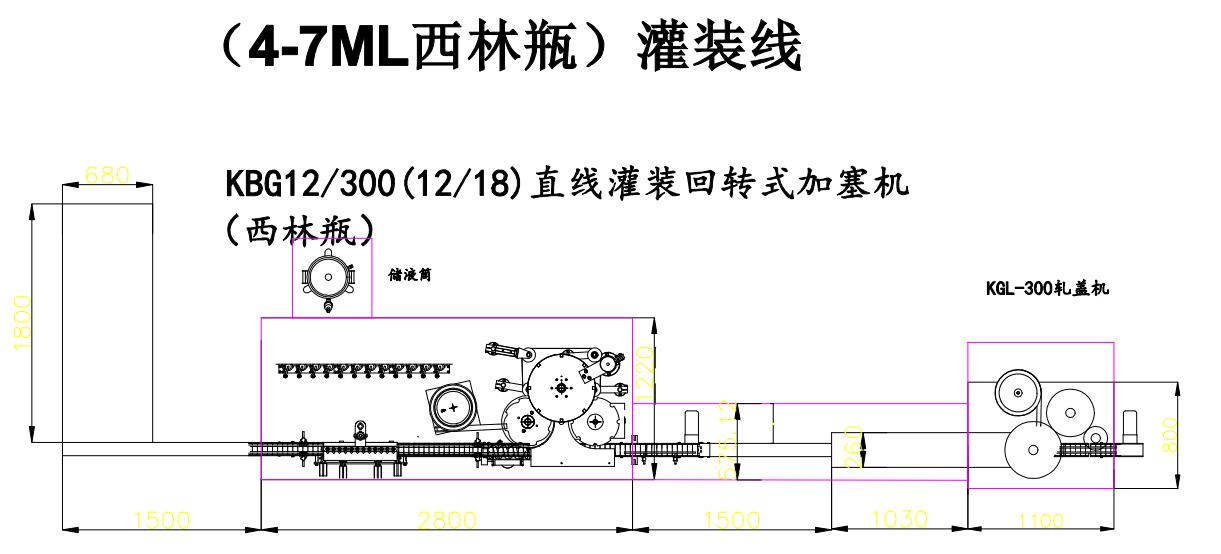
3.1 ����ƿ��װ������еͼ
3.2������е��ɲ���
3.3 PLC��ѡ��
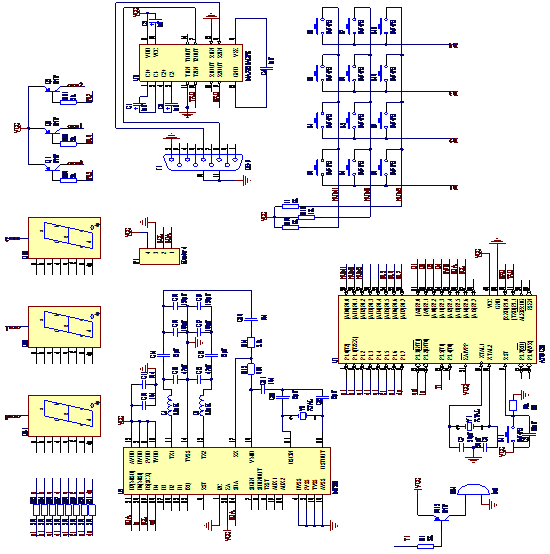
������ ������·���
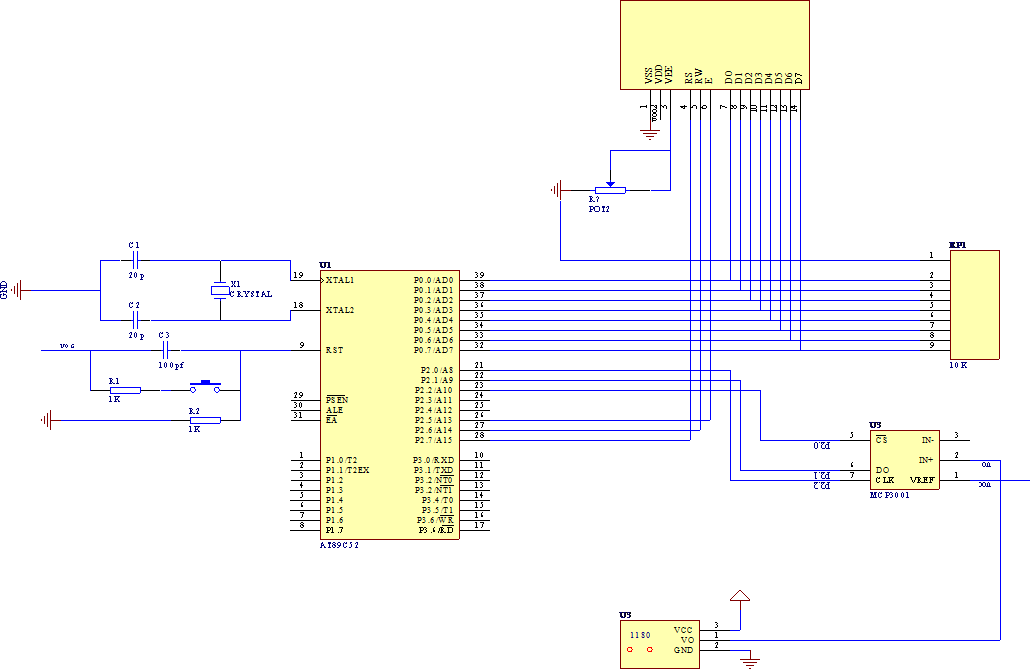
4.1����·���
4.2����ϵͳ����
4.3����ͼ������
����
��л
�����
��һ�� ����
���Ž�������������ҩ��ҵ�ļ����IJ��ϴ��ºͽ���������ҩƷ��װ��ҵ�������˸��ٷ�չ��ʱ�ڡ�����ƿװҩ�������������ʹ�����Ƕ����豸������Ҳ�ս���ǿ����Ϊ�ҹ��������ƿװҩ������������ʮ��������������������������ҩ��������ҵ�����˾���г�ǰ�������Ը���ҩ��������ҵ����Լ��ͬ���ڽ��м����з����������½�������������Ե�ҩƷ�����ߣ������δ������������г���ȱ��
���ų���ҩ���������������Ժ�ҩ��Ĺ�װ���̾ͳ�Ϊ��������������Ϊ����Ҳ��Ϊ��Ҫ��һ�����ڣ�������Ƕ��ڹ�װ���̵Ĺ������������Ⱥ��Զ����̶ȵȶ������ĸߵ�Ҫ�������ڹ�װ�������в���ȫ���Զ�������ϵͳ�������Լ������ڹ��˲��������ϸ��������Ⱦ��������Ͷ�����Ч��ʹ��ҩ���װ���̸��Ӹ�ЧѸ�٣�ҲΪ��ҵ�����˸���ľ���Ч�档
������ļ��굱�У������ҹ��ۺϹ�������ߣ�������IJ��ϴ��£�������ҵ��ת�ͷ�չ���ҹ��Ŀ��Ƽ���ˮƽҲ�������������������ִ�����ҩ��ҵҲ�����˹����Ĺ�װҩ�������ߡ�ͬʱ���ڹ����Ĺ�װ�����߶Աȹ���IJ�Ʒ���Ž�Ϊ�����ļ۸����ƣ�һЩ��ҩ��ҵ��ʱ��������һ���Թ���ü��������ߡ���Ҳʹ�����Ƕ��ڹ�װ�����ߵ��о��ͼ���Ӧ�����˳����������
����PLC��̾��пɿ��Ըߡ����С���ĵ��١��IJ��߱�̡���������ص㣬�����ڱ��ʱPLCҲ�ṩ�˶��ֳ���������ԣ�����Ҫ����רҵ�ĵ��Ա��������ͬʱ�����Լ̵���Ϊ���ĵ�����ͼ��Ϊ�����ļ�ָ����ʽ���ǹ��˱�̸���ֱ�ۡ�ʹ�ø��ӷ��㣬����ά���ļ���Ҫ��Ҳ�ܵͣ�ʹ���ڹ�װ�������б��㷺���ã����û��ڹ�������Ҫ��PLC֮��ֻѡҪ����˵�����ָʾ�����мĽ��ߺ��û�����ı�̾��ܹ���ʼʹ���ˡ�ͬʱ��PLCΪ���ĵĹ�װҩ��������Ҳ���Խ�PLCϵͳ�Ŀɿ��Ժ���չ�Ե��ص������ó�����ʹ�ô������ߵ�����Ч�ʺ��Զ���ˮƽ�õ���ߵ�������
1.1 ҩƷ�Զ��������ߵļ�ʷ������
��ʷ �� ��ʮ����20���������������������С�С�͵綯���ͷ��һ��ȹ�ҵ��չ����е����ҵ����������Զ��������ߡ��ڶ�ʮ����20���֮ǰ�����������ع�ҵ�г�������ˮ�����ߺͰ��Զ������ߣ����չ��Ϊ�Զ��ߡ��ڶ��������ս���ڹ�ҵ������ҵĻ�е����ҵ�У��Զ��ߵ���Ŀ�������ӡ�
���壺��һ������˳�����е�����̨�Զ��������ù�������װ�úͿ���ϵͳ�������������չ涨���������ģ������Զ������ξ��������ӹ���λ�����Զ��ӹ���������ҵ�ߡ�
1.2 ҩƷ�Զ��������ߵ��ص�
�����Զ��������߽��������IJ�Ʒ���Ÿ�Ч�ʡ����������ص㣬���һ������˹��ø�Ԥ�Ϳ��Ƶ��ص㣻����������ҩƷ��������Ӧ�Ƚ����ȶ����ɿ������ڽϳ�ʱ���ڱ��ֲ�����������������������������Ӧ�����������ڴ��������������в����Զ���������Ͷ������ʣ��ȶ�����߲�Ʒ�����������Ͷ��ߵļ������������������ռ����������������ɱ��������������ڣ���֤�����ľ����ԣ����źܺõľ���Ч�档
1.3 ҩƷ��װ�Զ��������ߵĹ�����Ӧ���뷢չǰ��
����Ĺ�װ��������ص������豸��һ�廯�̶Ⱥ��Զ����̶ȵȷ��涼Զ���ҹ������ҹ���Ĺ�װ�������Ѿ����Ÿ��١��߾��ȺͶ���;��������˼����ķ����ת�������ˡ�Ŀǰ�����е��������Ѿ������ڶ��Ӹ��ӵij��Ͻ��й�װ�������Dz���ƿ����������������ƿ�������ȹ�װ�����װ��Ŀǰ��������ϵ�ƽ������Ч�ʿ��Դﵽÿ����2010�ޣ����ɵ¹�H��K��˾�������Դﵽ����160ͷ��װ����SEN��˾����140ͷ��װ����Krones��˾�Ĺ�װ������170ͷ����װ����ֱ����5�ף���װ���ȸ��ǿ��Ե�0.5ml���¡����ڵ¹�������ǿ��ͻ�е���췽��߱�Զ���������ҵ�ˮ��ʹ�ù��ʼ�����λ֮һ���ǵ¹��İ�װ��е���¹��Ĺ�װ�����߲��������������о��нϸߵĿɿ��ȣ����������Ч�ʺͺܸߵ��Զ����̶ȡ�ͬʱ��װ�����ߵ��豸���Ѿ�����ģ�黯��������������ߵ��豸���к�ǿ���������ԣ�����������������ߵĽ����ڡ�
Ŀǰ����Ĺ�װ�������������Ÿ�Ч����ܡ��߾�ȷ�ȵķ���չ�����ҹ��������ڵļ��������Ȼȫ��ץ������չ�����ϵ����в��㣬��������60����������˸����ܹ�������װ�豸���������ҡ�������ʱ�ij��Ҳ��߱������з�������ֻ��͵ѧ����һ�㶼��ģ�»��߸����������������ߣ�ֱ��80��������Ṥ��е����о���������������ȫ����һ��ȫ�����������ߣ���������Ч��ҲԶ����ʱ��ͬ����ҵ�����ԴﵽÿСʱ7000ƿ��
������ؼ����IJ��Ͻ�����ҩ���װ�豸���������췽��Ҳ�������Ե���������ؼ��Ļ����г���ģ�IJ������ӣ�һЩ����ҵҲ��ʶ����Ͷ���ʽ������ز�Ʒ�������о�����Ҫ�ԣ����dzٳ�û�н�չ��ֱ�������ͳ������Է��������Ϊ����������ȫ�����������豸����������Ҫ�����ؼ���λ���ʱ��ֻ�ܹ�����ⰺ��Ļ�е�����ͬʱҲΪ��������������Ӱ�죬ʹ�ù��ڵĹ�װ���������ɱ��Ϲ����Ʒ�߳�һ��أ������˹���Ʒ�Ƶľ�������
1.4 ������Ҫ����
���ȣ����ڹ�װ�����߿��Ƽ�����Ӧ�úͷ�չ��ʷ�������о���Ȼ������ϸ������������ҵ�ļ����Ժ������Щ���������ܽ�ͷ������ڼز������ڿ���ϵͳ��PLC�������������Ժ��ۺ���������ܽ���˴ο������ҪĿ�ĺ�ʵ�����⣻�������ý��ʵ��������з��������ѡȡ���о�������DZ�����Ҫ��Ƶ�Һ��ҩƷ��װ�����ߣ�����ϸ�ķ����˸ÿ���ϵͳ�ĸ�������Ҫ���Ժ��ܹ�ӵ�����������˼·�������˵�д�����ο���ϵͳ��Ƶ�������Ʒ�����Ȼ�������ƿ���ϵͳ��Ӳ�����棬����Ҫȷ������ϵͳ�и�����Χ����Ԫ�����ͺţ�Ȼ��ͨ������ϵͳ���������Ҫ��ó�PLC��Χ��I/O�ź����ͺ����������Ž��ʵ�ʵ����������I/O�ڽ��к����ط��䣬�����ѡ����ɸ�������Ԫ�����ͺ��Ժ�Ե�������ԭ��ͼ���л��ƣ��������ǹؼ��Ŀ���ϵͳ���������ֵ���ƣ�����ϸ�˽����ϵͳҪ��Ļ����ϻ��Ƴ�����ͼ��Ȼ������������ͼ��������PLC������б��룬��������Ժ��÷�������������в�������֤�������ȷ�ԡ�
�����
[1]����Ȫ.�ɱ�������������Ӧ��[M].��������е��ҵ�����磬2001
[2]��������̬ͨ�Զ��������Ƽ�����˾.MCGSǶ��ʽ�û��ֲ�[Z].2000
[3]��ܣ��Ź���.�ɱ�����������������Ӧ��[M]�������ѧ�����磬1992
[4]�γ���.PLC��̼�Ӧ��[M].��������е��ҵ�����磬2005
[5]����������Ӣ.���������� PLC Ӧ��[M].��������е��ҵ������,2005
[6]����ս.����ͨ�Žӿڱ�RS-423/422/485����Ӧ��[J]�����Ӽ���Ӧ�ã�1994
[7]�̺��.������ PLC ���Ƽ���[M].�������廪��ѧ������,2007
[8]����ʤ���������.���������� PLC Ӧ��[M].�������й�����������,2004
[9]������.����������ɱ�̿�����[M].�������ߵȽ���������,2002
[10]����.������ PLC ���Ƽ���[M].�������ߵȽ���������,2002