














��ICP��112451047180��-6
С��м��ϵͳ��λ���������
ժ Ҫ
����ǻ�е�豸����Ҫ��ɵ��㲿���������ܺû�ֱ��Ӱ�쵽���������豸�����ܡ�Ŀǰ�������ֱ��������ļ����Dz��������Ŵ�5-10�����˹������Ӿ���⣬����Ч�ʵ͡����ȵ͡�������������ˣ�ʵ����е��Զ���⣬�����м��ˮƽ��Ҫ���塣
��������Ҫ���С��м��ϵͳ����λ��ϵͳ����λ��ϵͳ��Ҫͨ��VB���Ա�д����Ҫ�������ģ�飬�ֱ����ֶ�ģ�飬�Զ�ģ�飬����ģ�飬�¼�ģ���ͨѶģ�顣ͨ��Access ���ݿ�Ա������¼����м�¼����λ������λ��ͨѶ��Ҫ����OPCͨѶ�������ڴ�ϵͳ�У�ʹ����ŷķ����˾��CP1H ϵ�е�PLC������ͨ������FinsGetway��OMROM OPC Server��ͬ������ΪOPC ��������
ͨ����С��м��ϵͳ����Ӳ���������ߵ��ԣ���֤������Ƶ���λ�����Ƴ�����������������Ҫ���Ҿ���һ�����ȶ��ԺͿɿ��ԡ��������еĽ�����ﵽ��Ԥ�ڵĽ����
�ؼ��ʣ�VB���� ��λ�� OPCͨѶ Access���ݿ�
Design of Host Computer Software for Small Bearing Inspection System
Abstract
Bearing is the main component of mechanical equipment, its performance directly affects the performance of the entire machinery and equipment. At present, the bearing diameter and surface detection are mostly used to enlarge the microscope 5-10 times, artificial visual inspection, detection of low efficiency, low precision, easy to introduce errors. Therefore, the realization of bearing automatic detection, improve the level of bearing detection significance.
The main design of the micro-bearing detection system of the host computer system. The host computer system is mainly written in VB language. There are five major functional modules, namely, manual module, automatic module, alarm module, event module and communication module. Logs and events are logged through the Access database. The host computer and the lower computer communication mainly uses OPC communication technology. In this system, the use of Omron's CP1H series of PLC, its communication software FinsGetway and OMROM OPC Server together as OPC server.
Through the on - line debugging of the hardware and software links of the micro - bearing detection system, it is verified that the design of the host computer control program meets the control task requirements and has certain stability and reliability. The results of the program run to achieve the desired results.
Key words: VB language�� host computer ��OPC communication ��Access database
Ŀ¼
1 ���� 6
1.1 ���ⱳ�� 6
1.2 ����� 6
1.3 ������Ŀǰ�о���״������չ���� 6
1.4 ������Ҫ�о����� 7
2 ����ϵͳ��鼰��λ������Ҫ�� 7
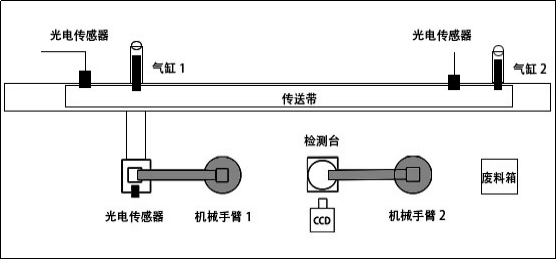
2.1 ϵͳ����ṹ 7
2.2 ���ϵͳ���ƽṹ 8
2.3 ��λ�������ṹ 9
2.3.1 ��λ������Ҫ�� 9
2.3.2 ������Ҫ���ܻ��� 10
2.4 ������ 10
3 ��λ������λ��ͨѶ��ʽ 11
3.1 OPC�����ļ�� 11
3.2 ϵͳӲ���������� 11
3.2.1 ϵͳӲ����� 11
3.2.2 ϵͳ�������� 11
3.3 VB����OPC ������ 15
3.3.1 ����OPC������ 15
3.3.2 ����OPC����� 16
3.3.3 ɾ�� ������OPC��ǩ�OPCItem�� 16
3.3.4 ���պͷ������� 17
3.3.5 ������ 17
3.4 ������ 17
4 ���ݿ���� 18
4.1 Access���ݿ��� 18
4.2 ��ȡ���ݿ� 18
5 ϵͳ�������� 20
5.1 ϵͳ������Ƽ����ܽ��� 20
5.2 �������������� 20
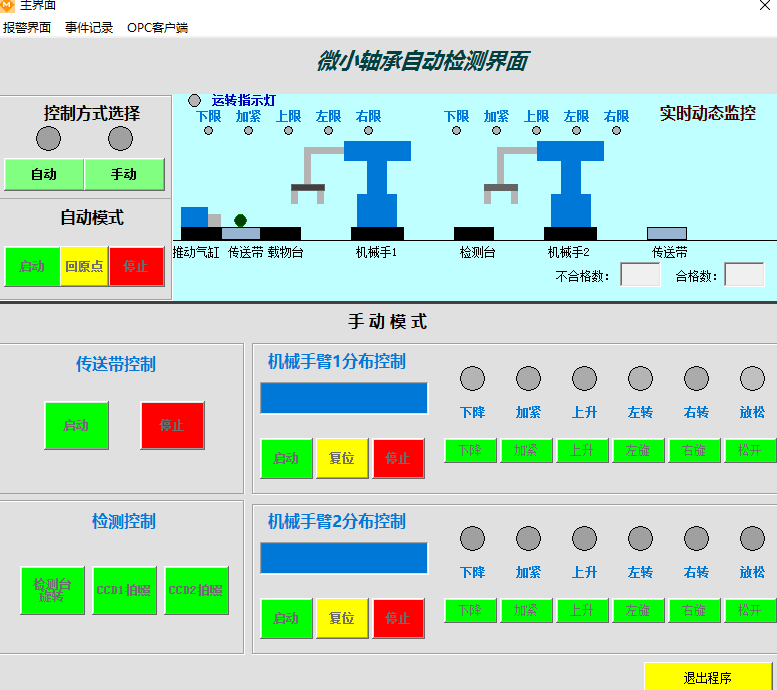
5.2.1 ������ 21
5.2.2 Ӧ��ϵͳ�ӽ��� 24
5.3 ��Ҫģ��ʵ�� 25
5.3.1 ���ݲɼ�ģ��ʵ�� 25
5.3.2 �Զ�ģ��ʵ�� 26
5.3.3 �ֶ�ģ��ʵ�� 26
5.3.4 ����ģ��ʵ�� 26
6 ��������ʵ�� 28
6.1 �������� 28
6.2 ϵͳ���н�� 28
7 ���� 30
����� 31
�� л 32
��ҵ��ƣ����ģ�֪ʶ��Ȩ���� 33
��ҵ��ƣ����ģ����������� 34
��¼1�� 35
1����
1.1���ⱳ��
���������ڸ�����������Ҽ���ʹ�ó��Ҿ����������Ŵ�5-10�����˹������Ӿ���⣬ȱ��С��0.075mmʱ���۾ͺ���ʶ�����ִ�ͳ������Ȼ��Ͷ��ɱ��͡�ռ�õ�С���ŵ㣬�����и�ƿ�����Ƕ��ڳ�Ʒ��м����ú�ԭʼ�ķ������û�е��ͷ�����������ۼ�⣬��������٣����Ҿ���Ҳ�ͣ�������Ƚϲ��ȶ�[1]�� �ִ�������Ҫ���Զ������������̡���������Ч�ʣ�����С�����ӹ����̸�Ϊ���ӡ���ϸ������ѶȽϴ�����ʹ��ʱ���������ȶ�Ҫ��ϸߡ����ſ�ѧ�����ķ�չ����������Ҫ��ȫ�Զ�����⾶����װ��Ϊʵ�ָ߾��ȡ���Ч�ʡ�ʡʱʡ���������Ͷ�ǿ��С���Զ����̶ȸߡ���Ӧ��������ˮ������������⾶����Ŀ���ṩ�˼�����֤[2]��
Ŀǰ���ҹ������ҵ�㷺Ӧ�����Զ����̶ȱȽϸߵļӹ�����������Ч�ʺͲ�Ʒ�����õ��˺ܴ����ߣ�Ȼ����еļ��ȴ���ڰ��Զ������ֹ�������ϵľ�̬�����Ρ��ڹ�����в�Ʒ�ij���£����������ҵ��������չ�ĸ���Ҳ��Ҫ��ر�֤��е�����[3]����ˣ�����м����Ŀ��Ҫ��������Ŀ�ľ�ȷ��Ҫ��ҲԽ��Խ�ࡢԽ��Խ�ߣ����Ҫ��һ���̶��������˻�Э����Ҫ��
��������С��м����Ŀ����ϵͳ,��Ҫ��������Ƴ���λ������,ȷ����λ������λ��ͨѶ��ʽ����������Ա�ṩ���ӻ�����,ʵ����м��ϵͳ��ʵʱ��⡢�¼���¼���������ݿ�����ȹ��ܡ�
1.2�����
��λ����һ����Եĸ���,���������λ����˵��,����ָ��ҵ������λ�ڽϸ߲�εļ��������λ��ֱ�ӷ���Ķ�������,���ǿ���ֱ�ӷ�����������ļ������һ����˵�����ߺ��ṩ����������λ��,�������ߺͱ�����������λ��,�������ڼ�����еķ������Ϳͻ�������λ����ֱ�ӿ����豸��ȡ�豸״���ļ����,һ���ǵ�Ƭ����PLC�ȡ���λ���������������ȸ���λ��,��λ���ٸ��ݴ�������ͳ���Ӧ�ź�ֱ�ӿ�����Ӧ�豸����λ����ʱ��ȡ�豸״̬���ݷ�������λ��������λ������Ҫ���,����ר�ŵĿ���ϵͳ��
�������ı�̹�����,�˻�����dz���Ҫ,��Ϊ��ֱ�������Ա������Ϣ����,�Ѻõ��˻�����Ҫ������ʵ���ֿ����豸��״̬�Լ�ȷ�IJɼ��������������,�����˻�������������桢ʵʱ���ݲ鿴���桢��ʷ���ݻ��桢�������桢����桢����״̬����,������������л�����ȻҲ�ɸ����û�ϰ�߱༭��ͬ���˻�����,���кܺõ�����ԡ�ÿ�����ɵ����ݶ�����ڵ�������ݿ���,Ҫ�鿴���ݿ��Դ����ݿ�����ȡ��
С��м��ϵͳ����λ������,��������һ̨PC�������ͨ��ģ����ɵļ��������ϵͳ,ȡ����������Ա�ֳ����Ӻ��ֳ�����,ʹ�ÿ��Խ��в������ơ���ȫ���ӡ����ݼ�¼����ʷ��ѯ�ȹ��ܡ�
1.3������Ŀǰ�о���״������չ����
2013��,���ݴ�ѧ�����ٵ��˷���һ�ֹ�����м�⼰�������װ��[4]��������й̶�ģ�顢��������ģ�顢Һѹ�ŷ�ģ�顢�źŲɼ�ģ��ͼ����,�÷�����װ���ܹ���ʩ�Ӿ�̬�غɵ������,�����������ڲ�ͬת���µ��غ�-�������ߡ����ڲ��þ�̬�����,�����˴��������������ص�Ӱ��,��������ȱ�ݼ���ȷ�ʡ��ܹ��ܺõ�ʵ�����ȱ�ݵļ��,�Լ����ϵĶ�������ϡ�
2014��,��������������˾��ΰ�������ṩһ����й�����ۼ��ϵͳ[5]�����ڼ����й��ӵı������,��������װ�á����װ�úͳ���װ�ã�����װ�ý���й����������ȱ�ڴ�,�ڼ��ȱ�ڴ����Ӿ��������Ը���й��ӵ���۽��м�Ⲣͨ��������ж����Ƿ�ϸ�,ͬʱ������й�����ת������ȱ�ڴ�,�����жϽ��ѡ����Ӧ���Ƴ��������Ƴ�,�����й��ӵ���ۼ��ͷ��ࡣʵ��������й�����ۼ��ϵͳ,ͬʱ����й��ӵ������漰��ת�������ۼ��,�Զ����̶ȸߡ����һ���Ժ���Ч�ʸߡ�
2015��,���մ�ѧ�������˲���һ�ֻ��ڻ����Ӿ�����б���ȱ�ݵ��Զ���ⷽ��[6]�������ǣ�(1)���������ϴ�������бʽ���ʹ�(2)��������⻬����з�������бʽ���ʹ��ϲ���ԭ�ϲ���,��д�ԭ�ϲ۳��ڴ�������(3)��������⻬������뵲��Ӵ�ʱ,���ֹͣ�����˶�,�ڵ���ǰ��ת��(4)����бʽ���ʹ����������CCD���������ڱ���ɼ����ͼ���������,�б�����ڱ����Ƿ����ȱ�ݣ�(5)��������⻬����м����Ϻ�,ת������,��м������¹�����������⻬����д���ȱ��,��������С�������ʵ���˻�������ڱ���ȱ�ݵ��Զ����,�Ҽ���ٶȿ�,����˼��Ч�ʡ�
1.4������Ҫ�о�����
ľ������Microsoft Visual Basic 6.0Ϊ����ƽ̨,��Visual BasicΪ��������,��windows10ϵͳ��Ϊǰ̨��������,��Microsofe ��Access 2000Ϊ��̨�������ݿ⡣���Ĵӹ�ҵ������λ����������,��������������ݿ⣬OPCͨ�ŵȼ���,��Ʋ�ʵ��С��м��ϵͳ����λ��Ӧ������������������ͨ��OPC������������λ����ʵʱ��ʾ����״̬����ʷ�¼��鿴�������ݿ�����ȹ���,���и߶ȿ��ӻ��������������������Ϊ�IJ��,����OPCͨ��ģ�����λ���ȹ�ͬ����С��м��ϵͳ��
�����ĵ���Ҫ�о���������
��1��ѧϰ������vb���ԡ��˽�Microsoft Visual Basic 6.0����ƽ̨�����ݿ⼼����OPCͨ��ԭ����
��3������С��гߴ�ͱ���ȱ�ݼ��ķ������˽���������Ҫ��
��4��ͨ������Ҫ����Ƴ�С��м��ϵͳ����λ������,��������Ա�ṩ���ӻ�����,ʵ�ֶ���м���ʵʱ��⡢�¼��洢����ʷ�¼��ͱ�����¼�鿴�������ݿ�����ȹ��ܡ�
��5�������������ֳ�����,����֤��ƵĿ����ԡ�ȷ�Ժ���Խ�ԡ�
7����
С��м��ϵͳ��λ���������ǻ��� Microsoft Visual Basic6.0����������Ƶġ� ʹ�� VB������ƣ��ܹ�������ǿ�����⣬���Ὺ���Ѷȣ������˿������ڡ����ڶԻ���ij������ʹ���濪������ֱ�ۣ����ҽ���Ч���Ƚ����ۡ�
�������Ի��Ľ�����ƣ����û���ʹ�ø�����ʱ�����뾭����ѵ�����������
������ �����и��ӹ����ṩ�˰������棬�û�ͨ���Ķ������ϵİ�����Ϣ���ɸ���������ʹ�ñ�������
�������ϵĽ����ʾ��һ���棺����Shape�ؼ���ʾ��ʹ���Խ��������������ʾ��������һ���棺ͨ���ı�ijЩ�����ʾ�༭���еı�����ɫ������Ҫ�IJ��Խ��һĿ��Ȼ����һ���̶�������������������ԡ� ʹ�� Microsoft Visual Basic��д��λ�������Ƚ����������ж��ص����ơ�VB���Ը�����Ӳ���������ף�������������ά�������ӹ��ܻ��ߣ��ij�������ı�ԭ�еij���ṹ�����������ά���ijɱ���
ͨ���������ԣ��Լ����н������: ��λ���ܹ��ܺõ����Ԥ�ڵĹ��ܣ�����ָ����������Ҫ���������ijɹ���ƣ���������С���Ӧ�����Զ������Բ��ߡ���������˼��Ч�ʺ;��ȡ�������ʼ������Ҳ���������˲��ٵ��鷳����Ҫ�����ڶ�һЩ���幦�ܲ��˽⣬���ʱ�о������֡�����ͨ�����Ĵ������ϣ��Լ����������ʦͬѧ�ǵİ�������������˱�����ơ�
�����������տ�ʼʱ���ܸо������֡�����������������Ŀ�ģ����Ҫ��Ⱦ�������ķ������ƶ�һ�ݿ������̣�ѭ�����κ����ⶼ����ӭ�ж��⣡
�����
[1]����С����ߴ缰����ȱ�ݵĻ����Ӿ���⼼�����ɣۣģݣ��h�ݣ�����������ѧ��2009��
[2]��������,�ޡ���,����ɽ.���ڼ�����Ӿ���С��б���ȱ������ʶ��[J].ũҵ��еѧ��,2006,37(5):132-135.
[3]��������,������,���.��ж���ȱ���Զ�����о�[J].����ҵ�Զ���,2009,31(10):199- 202.
[4] ��ܲ,�������������Ȧ������ȱ���Զ����ϵͳ���[D].���ɹ�:���ɹſƼ���ѧ,2012.
[5] ��ϼ.�������Ȧ�Զ�������ѡ����ϵͳ���о�[D].����:����������ѧ,2005:4-5.
[6]���٣����������.������м�⼰������ϵ�װ���뷽��[J].���ݴ�ѧ, 2013
[7]ΰ��.��й�����ۼ��ϵͳ[J].��������������˾,2014
[8]���㣬�ܽ��ң������.һ�ֻ��ڻ����Ӿ��Ļ�������ڱ���ȱ�ݵ��Զ���ⷽ��[J].���մ�ѧ, 2015
[9]���绪������Ƽ�Ӧ��[M]�������ߵȽ��������磬2004
[10]��������VisualBasic6.0���������[M]�������廪��ѧ�����磬1998
[11]���٣���Ծ���桢��ý�������ϵͳ�������[M]�����������ʵ����
�磬2003
[12]����.VisualBasic���İ����������ʹ�ý̳�[M]�������й����������磬2003
[13] ��ӭ��.����VB�ı������ϵͳ�����ʵ��[D]ɽ�����й������ѧ,2006
[14]�����ΰ�ˣ����������OPC������������ʵʱ���ϵͳ���
��ѹ������2008
[15]֣����.OPCӦ�ó�������[M]Ի��OPCЭ�ᣬOPC(�й�)�ٽ�ίԱ�ᣬ2002
[16] ½��������־�� OPC��������ַ�ռ�ؼ������о��뿪��[J]������
�����豸��2010
[17]����ԣ����ǽܣ�����ƽ���촺�����ϵͳ��OPC�ͻ��˳��������ʵ��[J]
�������Ϣ��2010
[18]OPC ����ᡣOPC Data Access Custom Interface Standard Version2.0[S]
[19] Myoung HunKim and Hong ShikPark.An Integrated Scheduling for Multiple Loss PriorityTraffic in E-PON OLTSwitches LectureNotes in Computer Science.2003.
[20]���,��ΰ��,������ ���� OPC ������������ʵʱ���ϵͳ��ƣ�J�ݵ�ѹ���� 2008,7 30-33
[21]������, �µº� dz�� OPC ����Ӧ�� ��J�ݿƼ���Ϣ 2008,266-67