


苏ICP备112451047180号-6
基于PLC的M7130型平面磨床的电气改造设计
一、选题简介、意义
磨床是可以比其他类型的机床加工出来精度更高的零件的一种机床,一个高精度零件的制造几乎是离不开磨床的。机床的价格比较昂贵,维修起来也比较麻烦,因此机床的保养就很重要。任何机床内的电路都是有主电路和控制电路组成,其中控制电路成为了重中之重。传统的磨床控制电路比较复杂,因此怎么将控制电路简单化,是要思考的问题。控制电路中,有很多的控制类型,怎样合理的利用这些控制类型,做到恰到好处的设计也极为关键。本次课题的设计中,将以M7130平面磨床的控制系统为例,完成它的改造,将它的电路合理的简单化。
磨床的使用,一般都是精度较高的工件,别的机床达不到的精度,国外的工业较为发达,磨削工艺也发展的比较好。国内的磨削工艺还有待提高,一般来说,比较大的机械厂,例如军工厂,才会有设备很好的磨床,大多数的小型企业还是在用传统的磨床,有的小企业更是不具备磨床,加工精度达不到一定的高度。因此,对机床的控制系统的改造简化是一件迫在眉睫的事情,控制系统的改造并不是仅仅针对于磨床,只不过磨床比较特殊,因此才拿M7130来举例。
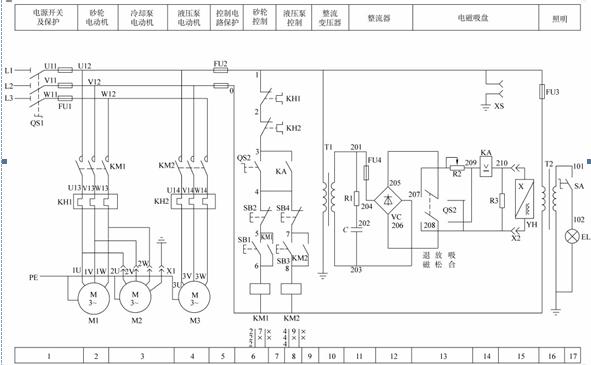
改造M7130磨床之前,要先了解磨床原来的电路图,并对原有的控制回路和控制特点类型做一个深度的分析,明白各种控制回路的优点与缺点,并且在改造的同时还要对原有的电气元件进行利用,避免浪费,同时也节约成本。大家都知道,所有机床的主电路都是比较简单的,磨床也不例外,而所有机床的控制电路都及其的复杂,因此此次对M7130磨床的改造,将保留主电路,对控制电路进行改造。整个电路中,控制电路才是核心、是关键,而各种典型的控制电路的电路图更是要得心应手,明白它们的原理及其作用,这将也会对M7130磨床的改造起很大的作用。硬件构造上是将外部信号接入到PLC输入点,以此来驱动驱动器。要知道I/O信号的的个数,从而来完成PLC原理图的绘制,进行硬件的出图以后再进行硬件电气柜的接线工作,然后通过三菱的编程软件GXWorks2进行PLC内部梯形图的编写,编写完程序以后进行设备的调试工作,优化控制程序,完成基本的改造之后,让设备投入正常的使用。
二、课题综述(主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
1.研究的主要内容
(1)M7130磨床的组成及控制回路分析
(2)PLC磨床控制系统的电器选型
(3)M7130磨床改造硬件电路设计
(4)M7130磨床控制系统PLC编程设计
(5)PLC梯形图的仿真介绍
2. 解决的问题
(1) 了解M7130磨床原本的主电路和控制电路的构造
(2)plc的选择和使用
(3)梯形图和电路图的绘制
3.预期目标
(1)完成M7130磨床的控制系统改造设计
(2)完成M7130磨床硬件和软件系统
(3)完成PLC的选择
(4)完成PLC的梯图设计
(5)M7130磨床控制系统PLC编程设计
4.研究(工作)步骤
(1)首先确定M7130磨床控制系统,硬件部分和软件系统设计,查找相关资料。
(2)其次学会使用PLC编程软件GXWORKS2来编程,
(3)梯形图和电路图制作时遇到不懂立刻在网上找老师探讨,同时在完成时找老师进行梯图优化。
5.方法及措施(思路)
改造M7130磨床之前,要先了解磨床原来的电路图,并对原有的控制回路和控制特点类型做一个深度的分析,明白各种控制回路的优点与缺点,并且在改造的同时还要对原有的电气元件进行利用,避免浪费,同时也节约成本。整个电路中,控制电路才是核心、是关键,而各种典型的控制电路的电路图更是要得心应手,明白它们的原理及其作用,这将也会对M7130磨床的改造起很大的作用。
三、设计(论文)体系、结构(大纲)
第一章 课题研究内容6
1.1 M7130磨床控制系统改造的背景和意义6
1.2 M7130平面磨床的国内外研究现状6
1.3设计任务分析6
1.4设计方案介绍7
1.5本章小结7
第二章M7130磨床的组成及控制回路分析9
2.1磨床控制系统主要组成9
2.2 M7130磨床继电器接触器控制系统分析10
2.3本章小结10
第三章PLC磨床控制系统的电器选型12
3.1 PLC可编程控制器选型分析12
3.2 低压元器件的选型12
3. 3 接触器和热继电器选型13
3.4 操作按钮的选型13
3.5 指示灯蜂鸣器和开关电源的选型13
3.6本章小结13
第四章 M7130磨床改造硬件电路设计15
4.1改造主电路设计15
4.2 PLC改造系统接线图设计16
4.4 M7130磨床的I/O分配表17
4.5本章小结18
第五章M7130磨床控制系统PLC编程设计19
5.1软件设计概述19
5.2 三菱PLC控制软件操作介绍19
5.3 控制梯形图设计22
5.4磨床控制程序语句表24
5.5本章小结26
第六章PLC梯形图的仿真介绍27
6.1PLC控制软件仿真介绍27
6.2砂轮电机控制梯形图仿真介绍28
6.3 其他控制回路仿真30
6.4本章小结 31
参考文献
[1] 丁金婷 主编《基于PLC的交通十字路口模糊控制》[D] 浙江大学, 2006.3.11.
[2] 禹翔 主编《城市交叉路口交通灯控制系统的设计研究》[D],长安大学, 2011:2-10.
[3] 王永华 主编《现代电气控制及PLC应用技术(第二版)》[M].北京:北京航空航天大学出版社,2008:298-383.
[4] 向诚 桂玲 主编《PLC原理与应用》教学改革探讨[J],中国科教创新导刊. 2010(34)
[5] 鹿道萍 主编《PLC原理及应用教学探析》[J],天津技能培训学院,2007(02)
[6] 秦宇峰. 《基于PLC的交通灯控制系统》[J],考试周刊 2011,(23):1-2.
[7] 司玉海. 《PLC在煤矿提升机控制系统的应用研究》[J],科技情报开发与经济,2005,(04):241-242.
[8] 陈礼明. 《PLC在工业水泵站电气信号装置中的应用》[J], 梅山科技, 2004,(01):43-45.
[9] 廖常初.《PLC 编程及应用(第三版)》[M].北京:机械工业出版社,2008
[10] 田淑珍.《S7-200PLC原理及应用》[M].北京:机械工业出版社,2009
[11] 张运刚.《PLC技术与应用》[M].北京:人民邮电出版社,2007
[12] 徐国林.《PLC应用技术》[M].北京:机械工业出版社,2007
[13] 廖常初.《S7-200PLC基础教程(第二版)》[M].北京:机械工业出版社,2009
[14] 廖常初.《可编程控制器应用技术(第四版)》[M].重庆:重庆大学出版社,2002
[15] 邱俊.《可编程控制技术与应用:西门子S7-200》.北京:中国水利水电出版社,2013
[16] 廖常初.《S7-200PLC编程及应用》.北京:机械工业出版社,2011
[17] 韩鸿鸾.《数控机床加工程序的编制》.机械工业出版社,2005
[18] 袁锋.《全国数控大赛试题精选》.机械工业出版社,2005
[19] 宋德玉.《可编程序控制器原理及应用系统设计技术》.北京冶金工业出版社,2005
[20] 崔洪斌.中文版《AutoCAD2005实用培训教材》.清华大学出版社,2005
[21] 范次猛.《可编程控制器原理与应用》.北京:理工大学出版社,2006