














��ICP��112451047180��-6
����б���Ṥ����ϳ���ۼо����
һ������
1.1������
��������ڻ�е���������صĵ�λ�����ڻ�е���������У�֧�Ŵ����������غɣ�����Ť�أ����һ�Ҫ��֤װ������������Ļ�ת���ȡ�
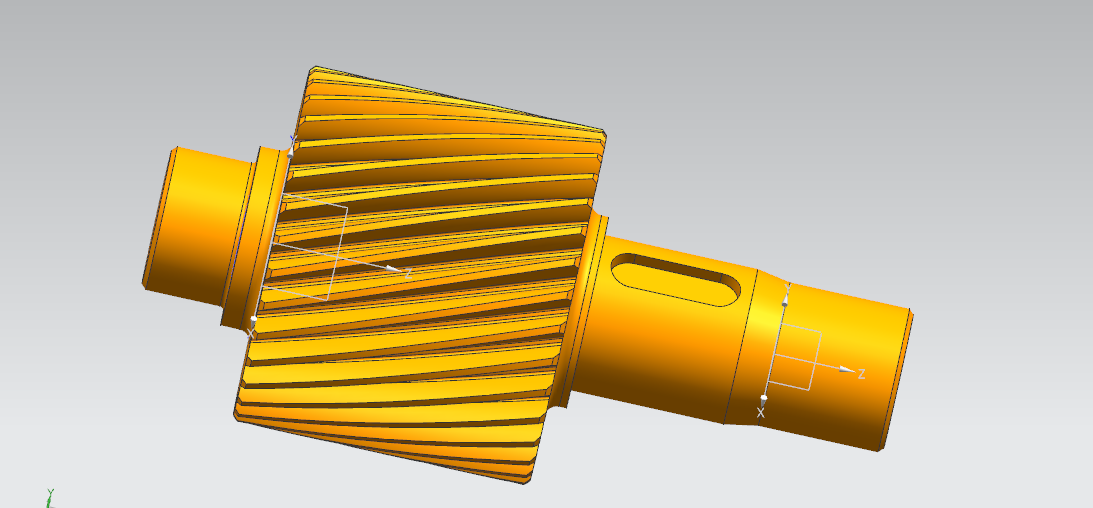
����б�������Ǽ������е������ᣬ���ڽ����ᡣ����б�����᳤��LΪ310mm�����ֱ��dΪ141.78mm������L/d≤12�����ڸ����ᡣ
���ο�����Ҫ�ǶԶ���б��������й��շ������Ӷ����Ƴ���ʵ���е���ؼӹ�����·�ߣ�����������ӹ����յ����ͼ��������Ƽӹ�ø65�ν������ϼ��۵�ϳ�оߡ�
1.2Ԥ�ڳɹ�
�������Ԥ����Ҫ��ɵijɹ�Ϊ��
1.��ɶ���б����Ķ�άͼ���ƣ���άͼһ�ݣ�
2.�������б���ּӹ����ա���Ӧ�Ĺ��տ�Ƭ����Ƭ
3.��ɶ���б����ϳ����ר�üо���ƣ�ϳ���ۼо�ͼһ�ݣ�
4.��ɶ���б������ؿγ����˵���飬˵����һ�ݣ�
1.3����ӹ�·��
��ؼ���Ҫ��Ϊ��
1����40Cr
2�ȴ���28-32HRC
����б�������Ϊ40Cr��ë��Ӧ���Ƕ���İ�����Ҫ�ӹ�����Ϊ����Բ�����桢���ۺ�б���ּӹ���
����б������6�����ݶΣ����л�A��B���ڵ�����ø60���ݶ���Բ������Ĺ���ߴ�Ҫ��ΪIT6������ֲھ���Ҫ��ΪRa1.6���Ҿ���Բ����Ҫ��Ϊ0.025mm�����������μӹ�����·��Ϊ�ֳ�——�뾫��——��ĥ——��ĥ��ø75��ø80����ֲڶ�Ҫ��ΪRa12.5����˼ӹ�ʱ�ֳ����ɡ�R2�������ֲڶ�Ҫ��ΪRa6.3�����Թ��շ���ѡ��ֳ�——�뾫����5��Ԯ����Ĺ���Ҫ��IT6������ֲڶ�Ra3.2������ѡ����·�ߴְ뾫��—��ĥ��ϸĥ��б�����о���Բ����Ҫ��Ϊ0.025mm������·��ѡ��ֳ�——�뾫��——���ݣ�б���������ֲڶ�Ҫ��ΪRa6.3,���ݻ����Ա�֤
����б����ļ��ۣ��ۿ��ɵ��߱�֤����Ҫʹ��ר�üоߡ�
Ŀ¼
ժҪ 2
��һ�� ���� 3
1.1������ 3
1.2Ԥ�ڳɹ� 3
1.3����ӹ�·�� 4
�ڶ��� ������ӹ����չ��� 4
2.1������ 4
2.2���չ������ 5
2.3�о�����ѡ�� 6
������ �����Ṥ����� 7
3.1�����ӹ� 10
3.2����ϳ�� 28
3.3��Բĥ�� 33
3.4���� 35
������ ϳ���ۼо���� 38
4.1��������� 38
4.2����������� 38
4.3�ӽ������ӽ�Ԫ��ȷ�� 39
4.4�о���װͼ 39
������ ���� 41
5.1����ɹ� 42
5.2�������� 42
5.3�ջ���� 43
����� 44
����
5.1����ɹ�
�ڱ�������У�ʹ��AutoCAD��UG NX�����������������ͼ�����������3D���ơ�
������SX����б�������������Χ���Լ����������Ҫ�����Ρ����ϵķ������ⶨ����ë���ߴ����ع��չ�̣���ȷ����ʹ�õĻ��������ߡ����ߡ��оߵ����ྭ������д��SX����б������Ĺ��չ��̿���
ͨ���Գ�������Ҫ�ӹ�������з�����ȷ������˼ӹ�������ص��ߵľ�������Լ���صľ�������������ͨ��ȷ���ĵ��߲�������������������ع�ʽ������ؼ��㹤ʱ��ȷ�������ӹ������װ�С�������ɳ����Ṥ��������ݵ���д��
ͨ����ϳ���۹���ߴ羫�ȷ���ȷ������ض�λ������ͨ���Զ�λ���ķ���������֤��ض�λ�����Ƿ���ʵ���У�Ȼ����ȷ�������صļн������н�����������ȷ��ϳ���۹�����ؼо߲������о���װ��ͼ��
5.2��������
���������ʱ�õĹ��շ����Ǵ��ڶ�շ�������ѡ������һ������Ϊ�����ӽ���������ѧ����������������õĹ��շ����������������ڷ����ػ�������Ҫ�����ػ������շ�����ö࣬�ֽ���ҵ�дֶ�ʹ�����ػ������������ػ����Ĺ��շ������ܸ�������ᣬ�����������Ч�ʡ�
�����
[1] ���ˡ�Фʫ���������������ֲ�[M].��������е���ճ����磬2015
[2] ��������е�ӹ������ֲ�[Z].��������е��ҵ�����磬 2010
[3] �����л�е�������ղ����ٲ��ֲ�[Z].��������ѧ��ҵ�����磬2007
[4] ��ɭ�ٻ�е���칤����װ��[Z].��������ѧ���ճ����磬2010
[5] ����� ������ ���������� ���ֻ��ֲ��ί������о�����ֲ�[Z].��������е��ҵ�����磬1996
[6].����Ρ����ֻ��ֲ��ί����е�ӹ������ֲ�[Z].��������е��ҵ�����磬2004