



苏ICP备112451047180号-6
基于西门子S7-200PLC的自动搬运伺服控制系统设计
摘要
如今,我国工业生产的自动化、现代化和智能化水平不断提高,但在生产过程中,部分企业仍然使用人工搬运的方式,这种方式存在着工作效率低下、工作环境恶劣等问题,所以整个搬运系统仍然是重点发展对象,有着更广阔的发展前景。基于这些原因,设计了一种基于伺服驱动器控制的自动搬运系统,用以改善工作环境、提高生产效率等传统人工搬运无法克服的问题。
本文以某工业生产企业的搬运系统作为研究对象,主要通过以S7-200 SAMRT PLC为控制核心,控制气阀的通断,由此实现物料搬运挂钩的上下升降,升降的位置由传感器检测,以PLC输出信号控制伺服驱动器,使之控制伺服电机带动搬运机构将物料搬运至指定位置,同时使用触摸屏组态画面,在此过程中,可以实时显示电机当前速度以及实现对电机速度的更改。
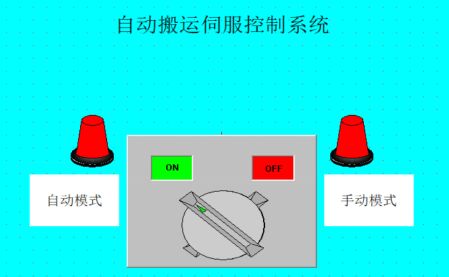
通过对系统的测试与不断调试,该控制系统能够达到普通的调频电机无法达到的精准定位的要求,通过触摸屏组态画面可以实现对伺服电机转速的准确控制,并且可以切换控制系统的手、自动状态,达到了能够满足不同使用需求的目的,而且在触摸屏上可以清晰地观察到该搬运系统的运行状况。该搬运系统在运行过程中较为稳定,能够解决上述的诸多不利问题。
关键词:PLC控制,伺服电机,MCGS触摸屏,搬运系统
目录
1 绪论 1
1.1 课题背景及意义 1
1.2 国内外研究现状 1
1.3 课题总体与规划 2
2 系统总体方案设计 3
2.1 搬运系统的工艺流程 3
2.2 搬运系统的总体方案设计 4
2.3 元件选型及简述 5
3 伺服搬运系统硬件设计分析 8
3.1 系统的主电路 8
3.2 PLC控制电路 9
3.3 伺服驱动器接线图 11
4 伺服搬运系统软件的设计分析 13
4.1 I/O地址分配情况 13
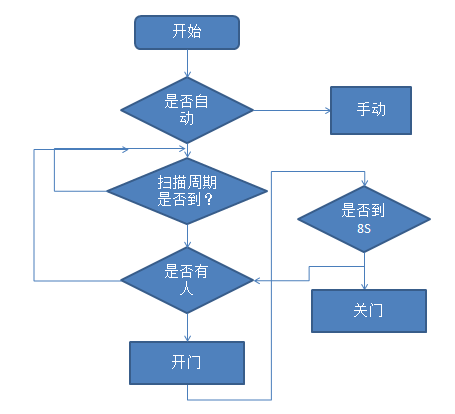
4.2 系统主流程图 14
4.3 PLC程序编写 17
4.4 伺服驱动器参数设计 25
4.5 触摸屏组态画面设计 26
5 系统仿真及调试 28
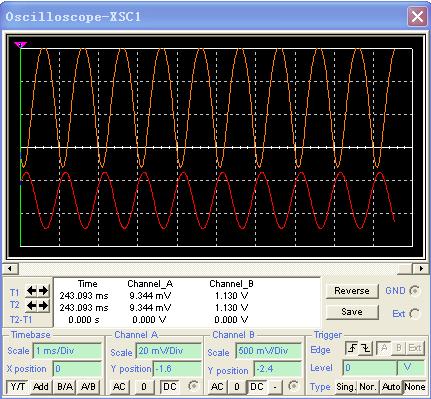
5.1 调试过程 28
5.2 结果分析 29
结论 30
参考文献 31
致谢 32
附录 33
附录A 33
附录B 34
附录C 43
1 绪论
1.1 课题背景及意义
搬运系统作为生产加工中的重要组成部分,在制造业行业中一直占据着不可或缺的地位和作用,尤其是具备精准定位、便于操控、运行平稳等优点的系统,能够使生产加工效率明显提高,这为其得到广泛应用奠定了基础。
在传统的电机控制中,电子设备的零部件体积和数量都十分庞大而繁杂,其中所需的触点、线路等都相对较复杂,稳定性和可靠性较低,而PLC在控制中应用触点和接线等方面相对较小,且具有一定抗干扰能力,可以降低故障发生的频率,并可以明显提高电机运行的稳定性和可靠性[1]。与普通变频调速电机相比,伺服驱动器控制的电机,其转速和角度位置可以得到更为精准的掌控,使之与PLC控制系统相结合不仅达到易于控制的效果,而且提高了整个系统的稳定性与可靠性。
PLC具有可靠性高、使用便捷的特点。它可以为自动化装备提供可靠的控制方案,而且可以实现与触摸屏的实时串口通信,并可接收由触摸屏发送的变量,同时将脉冲信号传送至驱动器,使之驱动伺服电机以带动设备运动[2]。只需对PLC的输入输出状态进行观测,即可初步验证是否达到设计的既定要求。
触摸屏是目前使用最为方便、应用最广泛、操作最简单的操控设备,实质上讲,触摸屏技术就是一种人机设备,它可有效地实现用户与计算机之间的通讯,并给原本比较死板的操作设备赋予了人的色彩[3]。通过触摸屏组态画面,可以观察到系统的实时数据的变化,并且可以通过画面更改系统相关的参数设置。
1.2 国内外研究现状
搬运作业是指利用一定的设备,将己加工或其他待加工的产品,从一个目标位置搬动至另一个目标位置的作业过程。当搬运机器人还尚未大面积在工业生产中应用时,所有产品都需要人工处理[4]。工人面临着许多问题,例如环境恶劣、工作繁重等,同时,也给工人增加了安全隐患。
近年来,工业机器人取得了快速的发展,并逐渐从示范应用向大规模推广转变[5]。在我国工业现代化和智能化的不断发展的背景下,我国的市场不断开阔,也在搬运环节提出了更多新的要求,如精准定位、精准停车、易于操控、降低成本等,同时也推动着我国科研力量的进一步发展。
自近代以来,已经出现一种基于顺序控制和回路调节的工业控制设备PLC,它不仅可以完成逻辑判断、定时、存储等多种功能,还实现了对开关量与模拟量大规模的控制,由于PLC具有一系列优点,因此它取代了许多传统顺序控制器[6]并广泛应用于工业自动化控制中。
搬运系统作为重要环节,运用PLC技术将其与伺服驱动器相结合控制伺服电机构成一个相对稳定的系统,不仅可以提供精准定位的需求,而且可通过触摸屏画面更改电机运行速度、实时显示当前速度等,展示出诸多优点。
1.3 课题总体与规划
本设计采用以西门子S7-200 SMART PLC为控制核心,通过结合伺服驱动器、MCGS触摸屏画面的组态,这样,既可以通过点击触摸屏画面上的按钮对设备进行控制,同时又可在触摸屏上更改电机的运行速度,能够清楚地观测到电机的实时速度,使整个系统清晰整洁便于操作。
为了完成此次设计,有必要对该系统的流程进行分析,选取系统中所用到的合适型号的电气元件,绘制出系统的主电路图和PLC控制电路图,合理地分配I/O地址,编写出手动与自动两种状态的程序,之后进行系统的触摸屏画面组态并仿真调试。该课题规划大致为:
1、收集相关资料,了解伺服控制搬运系统的主要意义;
2、绘制伺服控制搬运系统的工艺流程图、框架图,并选取合适的电气元件;
3、绘制伺服控制搬运系统的主电路图和PLC控制电路图,绘制顺序功能图,编写PLC程序;
4、设置伺服驱动器参数,完成触摸屏画面组态,进行电气接线,检测与调试并最终完成。
本设计预期要达到的效果:按下启动按钮—物料在托架上—气阀接通挂钩下降—气阀断开—伺服电机启动—慢速前进—挂钩上升、停止—伺服电机启动—快速前进—慢速前进—伺服电机停止—气阀接通挂钩下降—伺服电机启动—缓退—挂钩上升—快退、回原点等待下一个命令。
结论
本文是在我国现代工业生产自动化和智能化程度不断提高的大背景下,基于一些工业生产企业仍采用人工搬运的方式,导致生产效率低下、工作环境恶劣等问题的前提,设计了一种基于伺服驱动器控制的自动搬运系统,以改善人工工作环境、提高生产效率等传统人工搬运无法克服的问题。
本次设计以PLC为主要控制核心进行设计,根据自动搬运伺服控制系统的工艺要求,设计了总体方案,选择了合适的电气元件,设计了一套比较完整的控制系统,操作者可根据不同的工作要求,调整该系统的工作状态,调整搬运机构的运行速度,并且可以实时掌握系统的运行状态。不得不承认的是,即使经过上述的诸多设计环节,该控制系统仍与国内高尖端自动搬运伺服控制系统有着很大的差距。
在设计过程中,本人清晰地认识到了感性认识与理性认识相结合的重要性,由于个人能力有限,才疏学浅,本设计当中还存在着一些没有详细考虑到的地方,在一些方面还不够完善,还存在着一些问题有待解决。这明确的警醒了我亟待提高个人能力,努力提高理论知识与实际工作相结合的作风。
参考文献
[1]郭亮,秦永晋.PLC控制伺服电机应用设计[J].科技创新与应用,2017(24):110+112.
[2]从明,刘冬,孙强.PLC伺服控制在太阳能电池组件搬运机械手中的应用[J].组合机床与自动化加工技术,2011,(09):66-69.
[3]陈琛.PLC和触摸屏组合控制系统的应用[J].自动化应用,2016(12):71-72.
[4]胡阳.轮毂搬运机器人设计及控制系统研究[D].安徽理工大学,2016.
[5]陈浩然.某生产线搬运机器人伺服控制系统研究[D].南京理工大学,2016.
[6]王丽.基于自动生产线控制系统的研究与应用[D].合肥工业大学,2010.
[7]徐冠英.PLC和触摸屏组合控制系统的应用[J].中外企业家,2016(35):132.
[8]王浩,王芹.基于S7-200 SMART PLC两轴系统伺服控制的实现[J].电气技术,2016,21(05):13-15.
[9]WANG Hong.Design of PLC-based Hydraulic System of Workpiece Turnover[J].Procedia Engineering,2011,15.
[10]王琳辉.基于PLC和MCGS组态软件的电力拖动仿真实训系统的研究[J].内蒙古教育,2019(26):42-44.
[11]戴卫力,侯浩.基于MCGS的伺服电机驱动器人机接口设计[J].新型工业化,2017,7(09):7-11.
[12]杨枫林.CP1E在毛坯自动装框设备上的应用[J],山东工业技术,2019(01):60.
[13]Yanyan Tian.Research and Design of the Holiday lights Control System based on PLC[P].Oroceedings of the 2017 2nd International Conference on Machinery,Electronics and Control Simulation (MECS 2017),2016.
[14]廖常初.PLC编程及应用(第四版)[M].北京:机械工业出版社,2019.1.
[15]郭艺丹,陶欣.PLC经验法和顺序控制思想的深入比较研究[J].新余学院学报,2016,21(05):13-15.